适用模塑互连器件的智能手表及其制造方法
文献发布时间:2024-01-17 01:13:28
技术领域
本发明涉及适用模塑互连器件(MID)的智能手表,尤其涉及利用MID技术同时实现(电子干扰)EMI屏蔽单元和天线的智能手表及其制造方法。
背景技术
随着移动IT技术的发展,除了智能手机、笔记本电脑、平板电脑等设备外,智能手表、头戴式显示器(Head Mounted Display,HMD)装置等可穿戴设备也不断问世。
智能手表的尺寸和重量与用户之前使用的一般手表相似,其应用领域正在逐渐扩大,因为它可以与其他便携式电子设备(如智能手机等)联动并可提供各种功能。
然而,由于智能手表是一种佩戴在手腕上的小型设备,因此存在没有足够的空间来安装各个部件的问题,尤其是在利用电磁波信号的天线与用于无线充电的无线充电线圈之间存在相互干扰的问题,因此,对于这些的配置存在困难。
为此,在目前业界使用的智能手表应用了用于抑制电磁波干扰的电磁干扰(Electro Magnetic Interference,EMI)屏蔽技术。这些EMI屏蔽使用由掩蔽夹具的沉积或单独的屏蔽片(例如,铁氧体片),并且在天线的情况下,附接并使用FPCB(参见图1)。
然而,由掩蔽夹具的EMI沉积方法导致沉积夹具的限制性和重复使用时的质量劣化,并且由于掩蔽夹具的组装间隙(gap)的公差管理的困难,存在生产效率低下的问题。
此外,智能手表须实现在厚度空间非常有限的硬件中,但由单独部件制成的屏蔽片存在由于双面胶组装和屏蔽片自身的厚度而难以确保足够空间的问题。
[现有技术文献]
[专利文献]
(专利文献0001)韩国授权专利公告第10-2257630号(申请号:10-2019-7014034)
发明内容
(技术问题)
本发明是为解决现有技术的上述问题而提出的,其目的在于提供一种适用MID的智能手表及其制造方法,其在形成利用MID的智能手表的注塑件外壳中直接实现EMI屏蔽单元和天线,从而可有效地利用智能手表的内部空间。
此外,本发明的目的在于提供一种适用MID的智能手表及其制造方法,其利用感应加热将如电子部件可进行模具直接安装(Mold Direct Mount,MDM)在智能手表的注塑件。
(技术方案)
为了解决如上所述的课题,根据本发明的适用MID的智能手表,包括:外壳,作为智能手表的主体由注塑件制成;以及
EMI屏蔽单元,由电镀形成在所述外壳的一侧。
此外,还包括:由电镀形成在所述外壳的另一侧的天线。
其中,所述EMI屏蔽单元的电镀金属为镍(Ni),并且其厚度为1至10um。
一方面,为了解决如上所述的课题,根据本发明的在由注塑件形成的智能手表的主体外壳形成EMI屏蔽单元的方法中,其步骤包括:将所述外壳的一侧面用激光加工进行第一蚀刻(etching);以及在所述外壳的第一蚀刻部位用镍(Ni)电镀形成EMI屏蔽单元。
此外,还包括:将所述外壳的另一侧面用激光加工进行第二蚀刻(etching);以及在所述外壳的第二蚀刻部位用由电镀形成天线。
并且,还包括:将所述外壳的侧面用激光加工进行第三蚀刻(etching);在所述第三蚀刻(etching)部位用电镀形成电线;将焊膏分配(dispensing)在所述电线;将键盘(KeyPad)安装(mounting)在所述焊膏;以及
由感应加热熔化(melting)所述焊膏,并将所述键盘直接安装在所述注塑件上。
(发明效果)
如上所述配置的本发明的适用MID的智能手表及其制造方法具有以下优点。
第一,利用MID同时实现EMI屏蔽单元和天线,从而将现有的两种不同的工艺集成为一种工艺从而具有降低制造成本的优点。
第二,利用MID实现EMI屏蔽单元和天线,从而具有减少EMI屏蔽单元和天线所占用的面积和厚度,有利于确保智能手表的空间的优点。
第三,使用镍(Ni)作为EMI屏蔽单元的电镀金属,从而可在注塑件外壳直接电镀的同时,确认了屏蔽效果非常优秀。
第四,现有的键盘是在侧面使用PCB或FPCB连接在主板的结构,但在MID侧面可将键盘模具直接安装(MDM,MoldDirect Mount),从而可确保额外的空间,并且对于设计外观的确保具有更有利的优点。
第五,由于是MID方式的EMI屏蔽,因此与现有的使用掩蔽夹具的沉积方式相比,具有尺寸管理容易,并且生产率高、屏蔽薄膜密合可靠性高、性能优良等优点。
第六,可以实现弥补现有C型夹连接端子方式不足的感应加热焊环连接端子。
附图说明
图1是适用于现有智能手表的EMI屏蔽单元和天线被安装的状态的图。
图2是根据本发明的一实施例的在智能手表去除显示模块的状态的图。
图3是根据本发明的一实施例的形成智能手表的主体外观的注塑件外壳的底部图。
图4是在图3的根据本发明的一实施例的注塑件外壳安装由MID适用的EMI屏蔽单元和天线的图。
图5是示出根据本发明的实验EMI屏蔽单元的屏蔽性能的试片规格的图。
图6A至6D是比较根据本发明的EMI屏蔽单元的屏蔽性能和现有技术的数据。
图7是示出根据本发明的一实施例的在智能手机安装EMI屏蔽单元、天线及键盘的过程示图。
图8是示出根据本发明的一实施例的感应加热单元。
图9是示出根据本发明的一实施例的焊接上下连接端子的状态示图。
(符号说明)
10:外壳 20:主板
30:键盘 40:天线
50:EMI屏蔽单元 60:感应加热单元
61:高频电源供给单元 62:感应加热线圈
63:磁芯 64:下磁芯
70:上部MID注塑件 80:下部MID注塑件
90:连接端子 100:本体
200:环。
具体实施方式
由于本发明可以进行各种变形,具有多种实施例,因此将在附图中示出特定的实施例,并在详细说明中进行详细地说明。然而,这并非旨在将本发明限制于特定实施形态,而应理解为包括所有包含在本发明的精神和技术范围内的变换、等同物或替代物。在描述本发明时,如果确定相关公知技术的详细描述可能模糊本发明的主旨,则将省略详细描述。
以下,将参照附图详细地描述根据本发明适用MID的智能手表的实施例。
图2是根据本发明的一实施例的在智能手表去除显示模块的状态的图,图3是根据本发明的一实施例的形成智能手表的主体外观的注塑件外壳的底部图,图4是在图3的根据本发明的一实施例的注塑件外壳安装由MID适用的EMI屏蔽单元和天线的图。
如图2至图4所示,根据本发明适用MID的智能手表大致包括具有显示单元(未示出)的主体100和连接到所述主体100以使其能够佩戴在手腕上的环200。
所述主体100包括形成外观的外壳10。显示器(未示出)设置在外壳10的正面以输出信息,并且在显示单元(未示出)的外周设置有主板20,在所述主板20安装有用于控制智能手表的每个功能的电子元件。在外壳10的侧面设置有用于实现音量调整或电源关闭等功能的键盘30。
外壳10是由塑料注塑成型(injection molding)制造的注塑件。对于注塑件的材质没有限制,例如可由PC材质、PPS材质或LDS树脂材质形成。
在外壳10中设置有内部空间,其用于容纳如互连(interconnected)基板、电池、无线充电线圈、天线等各种部件。在这些外壳10具备电磁干扰(Electro MagneticInterference,EMI)屏蔽单元50,用于屏蔽由于电磁波而在天线40与无线充电线圈(未图示)之间的相互干扰。
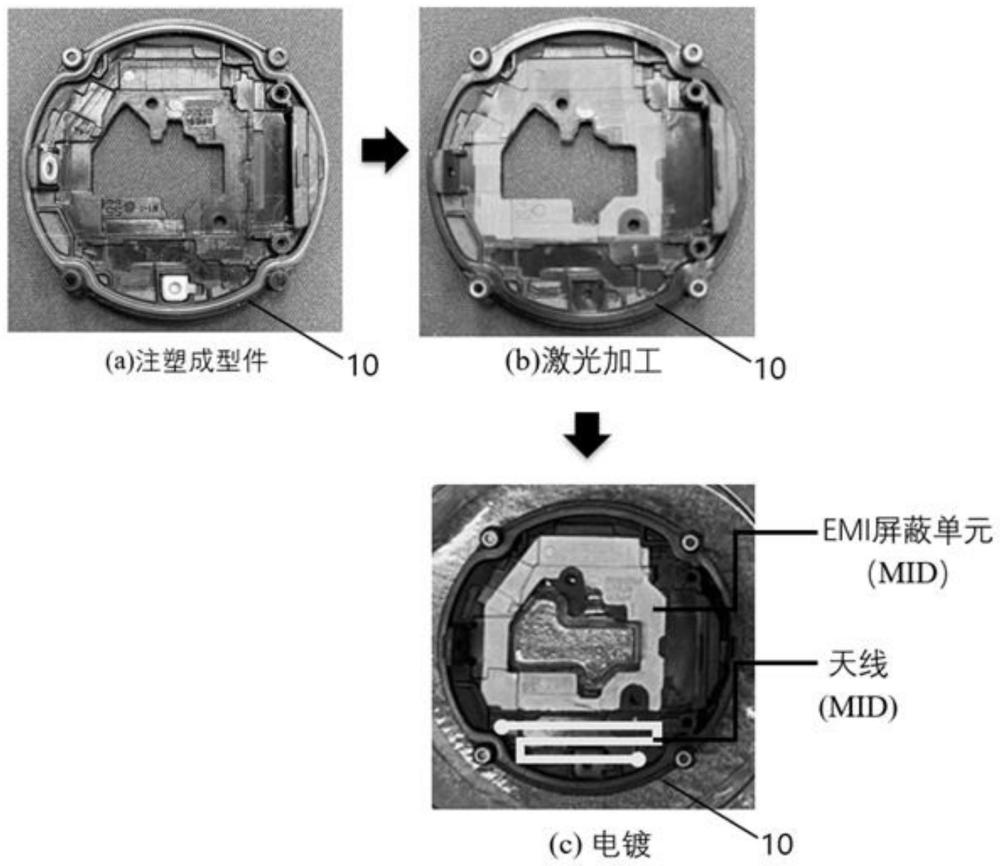
EMI屏蔽单元50是直接形成在注塑件外壳10上的模塑互连器件(MoledInterconnected Device,MID)。更具体地,EMI屏蔽单元50通过激光加工在注塑件外壳10的底面蚀刻(etching)一定区域,并且通过金属镀层在其蚀刻区域直接形成注塑件外壳10。此时,EMI屏蔽单元50的金属镀层可由单一层形成或者也可由单一层依次被沉积的多层形成。
在本发明中,形成EMI屏蔽单元50的电镀金属是镍(Ni)。镍(Ni)易于在注塑件上直接电镀,并且屏蔽效果也极佳。经证实,基于1至10um的厚度,由镍(Ni)镀层制成的EMI屏蔽单元50具有99.999%的屏蔽效果。
图5是示出根据本发明的实验EMI屏蔽单元的屏蔽性能的试片规格的图,图6A至6D是比较根据本发明的EMI屏蔽单元的屏蔽性能和现有技术的数据。
其中,图6A是没有屏蔽构件的状态下的性能数据。图6B是显示通过常规电子束(Electron beam,E-beam)蒸发(evaporation)形成的Sus-Cu Sus(1500A)的金属薄片的屏蔽效果的性能数据。图6C是显示通过常规溅射(sputtering)形成的Cr-Cu-Ni(2000A)的金属薄片的屏蔽效果的性能数据。图6D是显示根据本发明通过电镀(Plating)Ni(5um)金属薄片的屏蔽效果的性能数据。
从上述各性能数据中可以看出,根据本发明的EMI屏蔽单元50即使以MID在注塑件外壳10上电镀镍(Ni)直接被形成,也具有非常好的屏蔽效果。
同时,用于无线通信的天线40可以安装在外壳10的底部。该天线40也是由MID在注塑件电镀直接形成的。具体地,天线40通过激光加工在注塑件外壳10的底面蚀刻(etching)一定区域,并在此蚀刻区域中天线40通过金属镀层直接形成在注塑件外壳10。此时,天线40的金属镀层可由单一层形成或者也可由单一层依次被沉积的多层形成。
在下文中,将参照图7描述根据本发明的利用MID技术在智能手表中制造天线40和EMI屏蔽单元50的方法。
首先,对制造EMI屏蔽单元50的方法进行说明。S10:外壳的一侧面通过激光加工被进行第一蚀刻(etching)。此时,激光加工通过激光直接成型(laser direct structuring,LDS)方法、激光制造天线(laser manufacturing antenna,LMA)方法或涂层激光制造导体(coated laser manufacturing conductor,CLMC)方法加工精细的凹凸形态的图案凹槽。此后,S11:通过电镀在第一蚀刻(etching)区域形成镍(Ni)镀层。镍(Ni)镀层为单一层,其厚度为1~10um。S12:由此,EMI屏蔽单元50作为MID直接形成在注塑件。
接着,对制造天线40的方法进行说明。S20:外壳的另一侧面通过激光加工被进行第二蚀刻(etching)。此时,激光加工与用于形成EMI屏蔽单元50的激光加工相同。此后,S21:通过电镀在第二蚀刻(etching)区域形成金属镀层。金属镀层可由单一层依次被沉积的多层形成。S22:由此,作为MID的天线40直接形成在注塑件。
接下来,对于在根据本发明的利用MID技术的智能手表的侧面,将键盘30MDM在注塑件的方法进行说明。S30:外壳的侧面通过激光加工被进行第三蚀刻(etching)。此时,激光加工与用于形成天线40和EMI屏蔽单元50的激光加工相同。S31:在第三蚀刻(etching)部位通过电镀形成电线。此时,电线可以由单一层或由单一层依次被沉积的多层形成。
然后,通过感应加热的方式将键盘(Key Pad)焊接在电线上,直接安装注塑件。为此,S32:将焊膏分配(despensing)在电线上。然后,S33:将键盘(Key Pad)安装(mounting)在焊膏上。之后,S34:将感应加热单元放置在键盘(Key Pad)上以感应加热电镀排线,并且通过熔化(melting)焊膏将键盘(Key Pad)直接安装在注塑件上。
其中,如图8所示,感应加热单元60由高频电源供给单元61、电连接在高频电源供给单元61的感应加热线圈62以及将通过感应加热线圈62感应的磁集中到焊接部位的磁芯63形成。
当高频电源施加到感应加热线圈62时,通过闭合曲线连接感应加热线圈62的螺线管中心部和外部,并且根据高频电源的频率形成方向变化的磁场。经过感应加热线圈62的中心部的磁场通过设置在中心部的磁芯63,磁芯63由磁性体形成,因此,磁集中在焊接部位。
此时,磁芯63设置在感应加热线圈62内部中相对的两侧,从而可以一次性焊接延伸到键盘(Key Pad)两侧的2个引线(PL)。为此,磁芯63设置成在感应加热线圈62内部中以间隔一定距离的彼此相对。
另一方面,以键盘(Key Pad)为中心,在磁芯63的相对侧,下磁芯64分别安装在与磁芯63相面对的位置。因此,集中在磁芯63的磁通过焊接对象部位传递到下磁芯64,从而进行更有效的焊接。
另一方面,如图9所示,在智能手表中,电连接上下设置的注塑件时,可以利用适用MID的感应加热方式的焊接。具体地,通过激光电镀方式在彼此相对的上部MID注塑件70和下部MID注塑件80分别沉积电镀线。然后,将焊膏涂敷到上部和下部MID注塑件70、80之间需要端子连接的部分,并安装连接端子90。此时,感应加热单元60分别设置在上部和下部MID注塑件70、80的外侧,从而可以同时焊接连接端子90的两侧端部。
如上所述,本发明为了电接触其它MID注塑件,可适用感应加热方式的焊接,从而可以取代传统的C夹连接端子。
在根据上述配置的本发明的智能手表中,由于天线和EMI屏蔽单元通过激光电镀方式直接形成在构成外壳的注塑件上,因此可以确保外壳10的内部空间,并且在确保的空间设置其他部件,以提高智能手表的性能,特别是可以减小智能手表的厚度。
另外,在本发明中,为了在智能手表中安装诸如键盘(Key Pad)的电子元件,仅通过非接触感应加热方式对需要焊接的特定区域进行局部加热以进行焊接,从而可以最小化施加于耐热性差的部件的热破坏。
以上,参照附图对本发明的各实施例进行了说明,但本领域的技术人员应该理解在不脱离权利要求所记载的本发明的精神和领域的范围内对本发明进行各种修改和变化。