一种蛇形折弯机
文献发布时间:2023-06-19 11:50:46
技术领域
本发明涉及自动化生产线中的连续细长物料的蛇形折弯技术领域,涉及到一种可以连续成型多规格蛇形折弯,具体为一种蛇形折弯机。
背景技术
近年来,随着我国环保建设事业的不断发展及各种新技术,对散热、循环冷却要求的蛇形管需求量日益增大,现有蛇形管弯管机由于弯折机构当中的模具和压板的结构设置不合理,从而导致了加工出来的管件的弯折部位的弧度不够圆,精度较低等问题,并且现有弯管机在管件的一个弯折部位中无法弯折出多个不同半径的弧度,或者大部分弯管设备在将直型管件制作成蛇形往复管件时,大多数在管件弯折了第一次就需要人工来调整管件在工作台上的位置,调整完毕后方可进行下一次的弯折,这加大了工作人员的劳动强度,同时也降低了生产标准和生产效率,为了解决这样的问题,本技术领域的技术人员急需一种可以更加精确且无需人工辅助完成的蛇形往复折弯机,所以开发一种蛇形折弯机成为了必然。
发明内容
本实施方式提供了一种更加精确且无需人工辅助完成的自动蛇形折弯机,其通过设置有第一折弯辊和第二折弯辊并通过第一折弯辊和第二折弯辊的相互的相对圆周运动实现对连续细长物料的挤压折弯,并通过设置有可以承托并拖动已完成折弯部分的连续细长物料转动的随动盘来配合第一折弯辊和第二折弯辊完成折弯动作。
具体的,一方面,一种蛇形折弯机,用于对连续细长物料w进行冷折弯成多种规格蛇形,包括夹送装置1和折弯装置2,其特征在于折弯装置2上还设有第一折弯辊2a和第二折弯辊2b,所述第一折弯辊2a和第二折弯辊2b相对布置,所述连续细长物料w穿过第一折弯辊2a和第二折弯辊2b的中间并通过第一折弯辊2a和第二折弯辊2b的相对圆周运动实现对连续细长物料w的相应折弯,所述夹送装置1设于连续细长物料w的入料侧并设于折弯装置2之前,通过夹送装置1的作用可以将连续细长物料w输入到折弯装置2配合完成折弯动作。
根据本发明实施例的一个方面,所述第二折弯辊2b中心设有第二折弯轴2bz,在第二折弯轴2bz外套设有第二辊套2bt,所述第二辊套2bt的外圆周轮廓设有第二凹槽2bc,所述连续细长物料w的外壁贴靠在第二凹槽2bc上,所述第一折弯辊2a在第二折弯辊2b位于与连续细长物料w的相对侧沿着第二折弯轴2bz的回转中心紧贴着连续细长物料w做圆周运动,连续细长物料w在第一折弯辊2a的圆周运动下完成第一折弯。
根据本发明实施例的一个方面,所述第一折弯辊2a中心设有第一折弯轴2az,在第一折弯轴2az外套设有第一辊套2at,所述第一辊套2at的外圆周轮廓设有第一凹槽2ac,所述连续细长物料w的外壁贴靠在第一凹槽2ac上,所述第二折弯辊2b在第一折弯辊2a位于与连续细长物料w的相对侧沿着第一折弯轴2az的回转中心紧贴着连续细长物料w做圆周运动,连续细长物料w在第二折弯辊2b的圆周运动下完成第二折弯。
根据本发明实施例的一个方面,还设有随动盘3,所述随动盘3中设有回转圆盘3a和驱动器3b, 所述回转圆盘3a安装在驱动器3b上,所述随动盘3的回转中心设于静态下的第一折弯辊2a和第二折弯辊2b的中间位置,当第二折弯辊2b围绕第一折弯轴2az做圆周运动时所述回转圆盘3a同步向第二折弯辊2b运动方向转动,当第一折弯辊2a围绕第二折弯轴2bz做圆周运动时所述回转圆盘3a同步向第一折弯辊2a运动方向转动,所述随动盘3用来承托已经完成折弯部分的连续细长物料w并配合完成折弯装置2对连续细长物料w的折弯动作。
根据本发明实施例的一个方面,还设有入料导向板b,所述入料导向板b设于回转圆盘3a上方且倾斜于连续细长物料w的入料轴线方向,当连续细长物料w继续向折弯装置2方向入料时,入料导向板b落在回转圆盘3a上,对已经完成折弯部分的连续细长物料w进行导向入料。
根据本发明另一种实施例的一个方面,还设有入料推板p,所述入料推板p设于回转圆盘3a平面之上,圆周之外,且入料推板p的板面与连续细长物料w的入料轴线方向垂直,当连续细长物料w进行入料时,入料推板p推动已经完成折弯部分的连续细长物料w与待折弯部分连续细长物料w同步入料。
附图说明
下面将参考附图来描述本发明示例性实施例的特征、优点和技术效果。
序号说明:夹送装置1、夹送辊1a、折弯装置2、第一折弯辊2a、第一折弯轴2az、第一辊套2at、第一凹槽2ac、第二折弯辊2b、第二折弯轴2bz、第二辊套2bt、第二凹槽2bc、随动盘3、回转圆盘3a、驱动器3b、连续细长物料w、入料导向板b、入料推板p、机架j、滑台h、扭矩机n、轨迹板g、轨迹槽c、联接架m、传动滑架s。
图1是本发明实施例基本结构布局示意图。
图2是本发明实施例俯视基本结构示意图。
图3是本发明实施例第一折弯辊2a开始工作示意图。
图4是本发明实施例第一折弯完成示意图。
图5是本发明实施例第一折弯辊2a撤回示意图。
图6是本发明实施例连续细长物料w继续送进示意图。
图7是本发明实施例第二折弯完成示意图。
图8是本发明实施例第二折弯辊2b撤回示意图。
图9是本发明实施例连续细长物料w再次送进示意图。
图10是本发明实施例入料导向板b示意图。
图11是本发明实施例入料推板p示意图。
图12是本发明实施例轨迹板g结构示意图。
图13是本发明实施例折弯装置2结构示意图。
图14是本发明另一种实施例结构示意图。
在附图中,相同的部件使用相同的附图标记。附图并未按照实际的比例绘制。
具体实施方式
下面结合附图和实施例对本发明的实施方式作进一步详细描述。以下实施例的详细描述和附图用于示例性地说明本发明的原理,但不能用来限制本发明的范围,即本发明不限于所描述的优选实施例,本发明的范围由权利要求书限定。
在本发明实施例的描述中,需要说明的是,除非另有说明,“垂直”、“平行”不只是数学意义上的绝对意义,可以理解为“大致垂直”、“大致平行”。
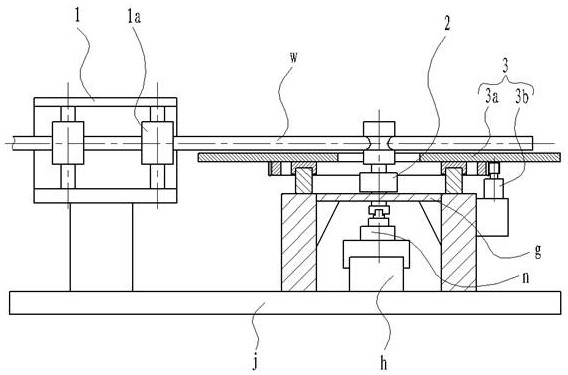
图1是本发明实施例基本结构布局示意图。
图2是本发明实施例俯视基本结构示意图。
如图1、图2所示,本实施方式提供了一种更加精确且无需人工辅助完成的自动蛇形折弯机,其通过设置有第一折弯辊和第二折弯辊并通过第一折弯辊和第二折弯辊的相互的相对圆周运动实现对连续细长物料的挤压折弯,并通过设置有可以承托并拖动已完成折弯部分的连续细长物料转动的随动盘来配合第一折弯辊和第二折弯辊完成折弯动作。其实施例的具体结构可以包括夹送装置1、折弯装置2、随动盘3和机架j,其中夹送装置1设有框架,所述框架设置在折弯装置2之前,且固定在机架j上。所述框架内还设有夹送辊1a,所述多个夹送辊1a排列布置在框架内,所述连续细长物料w穿过多个夹送辊1a的中间,所述夹送辊1a可以提供主动扭矩,通过夹送辊1a的主动扭矩作用,连续细长物料w可以连续的被向折弯装置2方向输入。所述折弯装置2同样设置在机架j上,且在折弯装置2与机架j之间还设有滑台h、扭矩机n和轨迹板g,所述滑台h为设置在机架j上的一个滑动轨道,所述扭矩机n可以在滑台h上滑动。所述扭矩机n为一个可以提供扭矩的动力装置,其在滑台h的作用下可以实现两个位置的变换,即可以实现在两个位置分别提供扭矩。所述折弯装置2上还设有第一折弯辊2a和第二折弯辊2b,所述第一折弯辊2a和第二折弯辊2b相对布置,所述连续细长物料w穿过第一折弯辊2a和第二折弯辊2b的中间并通过第一折弯辊2a和第二折弯辊2b的相对圆周运动实现对连续细长物料w的相应折弯,所述夹送装置1设于连续细长物料w的入料侧并设于折弯装置2之前,通过夹送装置1的作用可以将连续细长物料w输入到折弯装置2配合完成折弯动作。
图12是本发明实施例轨迹板g结构示意图。
图13是本发明实施例折弯装置2结构示意图。
如图12和图13所示,根据本发明实施例的一个方面,在第二折弯轴2bz外套设有第二辊套2bt,所述第二辊套2bt的外圆周轮廓设有第二凹槽2bc,所述连续细长物料w的外壁贴靠在第二凹槽2bc上,所述第一折弯辊2a在第二折弯辊2b位于与连续细长物料w的相对侧沿着第二折弯轴2bz的回转中心紧贴着连续细长物料w做圆周运动,连续细长物料w在第一折弯辊2a的圆周运动下完成第一折弯。所述第一折弯辊2a中心设有第一折弯轴2az,在第一折弯轴2az外套设有第一辊套2at,所述第一辊套2at的外圆周轮廓设有第一凹槽2ac,所述连续细长物料w的外壁贴靠在第一凹槽2ac上,所述第二折弯辊2b在第一折弯辊2a位于与连续细长物料w的相对侧沿着第一折弯轴2az的回转中心紧贴着连续细长物料w做圆周运动,连续细长物料w在第二折弯辊2b的圆周运动下完成第二折弯。所述第二折弯辊2b中心设有第二折弯轴2bz,所述第一折弯轴2az与第二折弯轴2bz之间还设有联接架m,所述联接架m可以将第一折弯轴2az与第二折弯轴2bz之间相互固定,如此一来,在转动第一折弯轴2az时,所述第二折弯轴2bz可以带动第二折弯辊2b围绕第一折弯轴2az等半径的转动,当转动第二折弯轴2bz时,所述第一折弯轴2az可以带动第一折弯辊2a围绕第二折弯轴2bz等半径转动。在第一折弯轴2az与第二折弯轴2bz的端部联接架m的下面还设有一个可以将第一折弯轴2az与第二折弯轴2bz相互固定联接的传动滑架s,所述传动滑架s的下端还设有滑动槽,在扭矩机n的上端还设有滑动键,所述滑动键安装在所述滑动槽内,所述扭矩机n提供的扭矩可以带动传动滑架s转动,而传动滑架s、联接架m、第一折弯轴2az和第二折弯轴2bz可以视为一个整体,所以传动滑架s可以带动整个折弯装置2转动。同时,在传动滑架s与联接架m之间还设有轨迹板g,所述轨迹板g上设有轨迹槽c,所述第一折弯轴2az与第二折弯轴2bz分别穿过轨迹槽c,当第一折弯轴2az相对于第二折弯轴2bz做圆周运动时,第二折弯轴2bz相对于轨迹板g的轨迹槽c转动,而第一折弯轴2az相对于轨迹板g在轨迹槽c内滑动,相反,当第二折弯轴2bz相对于第一折弯轴2az做圆周运动时,第一折弯轴2az相对于轨迹板g的轨迹槽c转动,而第二折弯轴2bz相对于轨迹板g在轨迹槽c内滑动,所述轨迹板g与轨迹槽c可以对折弯装置2起到支撑和导向的作用。当扭矩机n沿着滑台h滑动到第一折弯轴2az一侧时,扭矩机n可以带动整个折弯装置2以第一折弯轴2az为回转中心转动,当扭矩机n沿着滑台h滑动到第二折弯轴2bz一侧时,扭矩机n可以带动整个折弯装置2以第二折弯轴2bz为回转中心转动。
根据本发明实施例的一个方面,还设有随动盘3,所述随动盘3中设有回转圆盘3a和驱动器3b, 所述回转圆盘3a安装在驱动器3b上,所述随动盘3的回转中心设于静态下的第一折弯辊2a和第二折弯辊2b的中间位置,当第二折弯辊2b围绕第一折弯轴2az做圆周运动时所述回转圆盘3a同步向第二折弯辊2b运动方向转动,当第一折弯辊2a围绕第二折弯轴2bz做圆周运动时所述回转圆盘3a同步向第一折弯辊2a运动方向转动,所述随动盘3用来承托已经完成折弯部分的连续细长物料w并配合完成折弯装置2对连续细长物料w的折弯动作。在本实施例中,所述回转圆盘3a为一个中部设有孔洞的环盘,所述折弯装置2设于孔洞中心,所述驱动器3b通过钢结构架固定在机架j上,所述驱动器3b与回转圆盘3a通过齿轮传动机构相互完成传动。
图3是本发明实施例第一折弯辊2a开始工作示意图。
图4是本发明实施例第一折弯完成示意图。
图5是本发明实施例第一折弯辊2a撤回示意图。
如图3、图4和图5所示,根据本发明实施例的一个方面,本发明实施例完成第一折弯的具体工作过程为,首先夹送装置1将连续细长物料w送入折弯装置2的折弯范围,然后扭矩机n沿着滑台h移动到第二折弯轴2bz一侧,扭矩机n带动整个折弯装置2以第二折弯轴2bz为回转中心转动,所述第一折弯辊2a在第二折弯辊2b位于与连续细长物料w的相对侧沿着第二折弯轴2bz的回转中心紧贴着连续细长物料w做圆周运动,连续细长物料w在第一折弯辊2a的圆周运动下完成第一折弯。当第一折弯完成后,扭矩机n反转,第一折弯辊2a沿着轨迹板g中的轨迹槽c回复到原位置。
图6是本发明实施例连续细长物料w继续送进示意图。
图7是本发明实施例第二折弯完成示意图。
图8是本发明实施例第二折弯辊2b撤回示意图。
图9是本发明实施例连续细长物料w再次送进示意图。
如图6、图7、图8和图9所示,根据本发明实施例的一个方面,本发明实施例完成第二折弯的具体工作过程为,首先夹送装置1再一次将连续细长物料w送入折弯装置2的折弯范围,然后扭矩机n沿着滑台h移动到第一折弯轴2az一侧,扭矩机n带动整个折弯装置2以第一折弯轴2az为回转中心转动,所述第二折弯辊2b在第一折弯辊2a位于与连续细长物料w的相对侧沿着第一折弯轴2az的回转中心紧贴着连续细长物料w做圆周运动,连续细长物料w在第二折弯辊2b的圆周运动下完成第二折弯。当第二折弯完成后,扭矩机n反转,第二折弯辊2b沿着轨迹板g中的轨迹槽c回复到原位置。然后夹送装置1再一次将连续细长物料w送入折弯装置2的折弯范围准备下一次折弯,以此类推完成连续蛇形折弯。
图10是本发明实施例入料导向板b示意图。
根据图10所示,根据本发明实施例的一个方面,还设有入料导向板b,所述入料导向板b设于回转圆盘3a上方且倾斜于连续细长物料w的入料轴线方向,当连续细长物料w继续向折弯装置2方向入料时,入料导向板b落在回转圆盘3a上,对已经完成折弯部分的连续细长物料w进行导向入料。
图11是本发明实施例入料推板p示意图。
根据图11所示,根据本发明另一种实施例的一个方面,还可以设有入料推板p,所述入料推板p设于回转圆盘3a平面之上,圆周之外,且入料推板p的板面与连续细长物料w的入料轴线方向垂直,当连续细长物料w进行入料时,入料推板p推动已经完成折弯部分的连续细长物料w与待折弯部分连续细长物料w同步入料。
图14是本发明另一种实施例结构示意图。
根据图14所示,根据本发明又一种实施例的一个方面,其区别于上一种实施例的区别技术特征在于所述滑台h、扭矩机n和整个折弯装置2均设于随动盘3的上方,这样可以实现回转圆盘3a的完整性,即在回转圆盘3a的中部无需预留孔洞,这样可以更加方便的实现随动盘3对已经完整折弯部分的连续细长物料w的承托。
应当理解,说明书对于本发明的具体实施方式的描述是示例性的,而不应当解释为对于本发明保护范围的不当限制。本发明的保护范围由其权利要求限定,并涵盖落入其范围内的所有实施方式及其明显的等同变例。
- 一种蛇形折弯机
- 一种脚踏式蛇形弹簧折弯机