一种车门密封件弯曲成型装置
文献发布时间:2023-06-19 13:48:08
技术领域
本发明涉及车门密封件弯曲成型技术领域,尤其涉及一种车门密封件弯曲成型装置。
背景技术
车门密封件弯曲成型时,是将型材穿入到仿形的型板中,由型板带动型材靠模弯曲成型。当弯曲型线部分落差比较大的产品时,是将仿形型板分为多段,每段仿形型板依次带动型材靠模成型。
弯曲型线部分落差更大的产品,将仿形型板分的段数太多,且每段仿形型板均需气缸带动,结构复杂,调试维护成本高,效益低。
发明内容
本发明旨在解决现有技术的不足,而提供一种车门密封件弯曲成型装置。
本发明为实现上述目的,采用以下技术方案:一种车门密封件弯曲成型装置,包括导向组件和关节链组件机构,导向组件用于对型材进行导向,关节链组件机构用于对型材进行弯曲;
关节链组件机构包括扣合在一起的上关节链和下关节链;
上关节链包括若干上芯块固定板,上芯块固定板的前后两侧各连有一个上链接座,左右相邻两个上链接座之间铰接,且位于最右侧的上链接座与导向组件铰接,上芯块固定板上连有上芯块;
下关节链包括若干下芯块固定板,下芯块固定板的前后两侧各连有一个下链接座,左右相邻两个下链接座之间铰接,且位于最右侧的下链接座与导向组件铰接,下芯块固定板上连有下芯块,下芯块和上芯块之间形成供型材穿入的弯曲腔体。
导向组件包括扣合在一起的上口模固定块和下口模固定块,上口模固定块上安装有上口模,下口模固定块上安装有下口模,上口模和下口模之间形成供型材穿入的导向腔体。
位于最右侧的上链接座与上口模固定块铰接。
位于最右侧的下链接座与下口模固定块铰接。
还包括若干用于铰接的销轴,上链接座与上口模固定块之间、下链接座与下口模固定块之间、相邻两个下链接座之间以及相邻两个上链接座之间均通过销轴铰接。
上口模固定块和下口模固定块均为U字形固定块,下口模固定块上部位于上口模固定块的U形槽内。
本发明的有益效果是:本发明由独立的多段仿形板机构更改为关节链组件机构,只需一个成型气缸驱动弯曲成型,节约了成本,工作灵活可靠,稳定性好。
附图说明
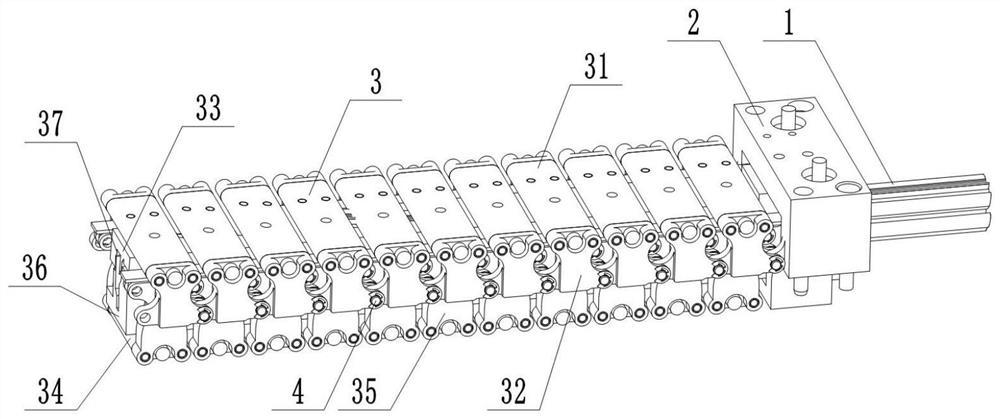
图1为本发明的结构示意图;
图2为导向组件的结构示意图;
图中:1-型材;2-导向组件;21-上口模固定块;22-下口模固定块;23-上口模;24-下口模;25-导向腔体;3-关节链组件机构;31-上芯块固定板;32-上链接座;33-上芯块;34-下芯块固定板;35-下链接座;36-下芯块;37-弯曲腔体;4-销轴;
以下将结合本发明的实施例参照附图进行详细叙述。
具体实施方式
下面结合附图和实施例对本发明作进一步说明:
如图1至图2所示,一种车门密封件弯曲成型装置,包括导向组件2和关节链组件机构3,导向组件2用于对型材1进行导向,关节链组件机构3用于对型材1进行弯曲;
关节链组件机构3包括扣合在一起的上关节链和下关节链;上关节链包括若干上芯块固定板31,上芯块固定板31的前后两侧各连有一个上链接座32,每个上链接座32通过两个销子和一个螺钉固定在上芯块固定板31上,左右相邻两个上链接座32之间铰接,且位于最右侧的上链接座32与导向组件2铰接,上芯块固定板31上连有上芯块33;下关节链包括若干下芯块固定板34,下芯块固定板34的前后两侧各连有一个下链接座35,每个下链接座35通过两个销子和一个螺钉固定在下芯块固定板34上,左右相邻两个下链接座35之间铰接,且位于最右侧的下链接座35与导向组件2铰接,下芯块固定板34上连有下芯块36,下芯块36和上芯块33之间形成供型材1穿入的弯曲腔体37。
导向组件2包括扣合在一起的上口模固定块21和下口模固定块22,上口模固定块21上安装有上口模23,下口模固定块22上安装有下口模24,上口模23和下口模24之间形成供型材1穿入的导向腔体25,位于最右侧的上链接座32与上口模固定块21铰接,位于最右侧的下链接座35与下口模固定块22铰接。
还包括若干用于铰接的销轴4,上链接座32与上口模固定块21之间、下链接座35与下口模固定块22之间、相邻两个下链接座35之间以及相邻两个上链接座32之间均通过销轴4铰接。
上口模固定块21和下口模固定块22均为U字形固定块,下口模固定块22上部位于上口模固定块21的U形槽内。
本发明工作时,本发明位于靠模和下仿形板之间,弯曲成型时,型材1经导向腔体25导向伸入到上关节链和下关节链形成的弯曲腔体37内,成型气缸驱动下仿形板,下仿形板带动关节链组件机构3靠模,完成成型过程。本发明由独立的多段仿形板机构更改为关节链组件机构3,只需一个成型气缸驱动弯曲成型,节约了成本,工作灵活可靠,稳定性好。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
在本发明的描述中,“若干”、“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接或彼此可通讯;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
上面结合附图对本发明进行了示例性描述,显然本发明具体实现并不受上述方式的限制,只要采用了本发明的方法构思和技术方案进行的各种改进,或未经改进直接应用于其它场合的,均在本发明的保护范围之内。
- 一种车门密封件弯曲成型装置
- 一种车门密封件加工用弯曲成形装置