一种承轨梁与腹板焊接改进方法
文献发布时间:2023-06-19 19:35:22
技术领域
本发明涉及的是一种承轨梁与腹板焊接改进方法,属于加工制造技术领域。
背景技术
目前,大梁承轨梁与腹板的焊接工序为普通对接焊要求,满足对筋且探伤合格即可。随着场桥产品的发展,轨道吊小车速度越来越快,自动化程度和相应的使用效率要求越来越高,尤其一些带回转的小车,重量较常规轨道吊产品更重,偏轨式大梁的承轨梁与腹板对接焊缝处便成了疲劳应力集中点,长时间使用过程中会出现焊缝开裂现象。如何处理改进此处焊缝,减少焊接应力和疲劳应力,是生产厂家急需处理的问题。
发明内容
本发明的目的在于解决现有承轨梁与腹板的焊接工序存在的上述问题,提出一种承轨梁与腹板焊接改进方法。
本发明的技术解决方案:一种承轨梁与腹板焊接改进方法,包括如下步骤:
1)将承轨梁与腹板对接处开制坡口;
2)焊接承轨梁与腹板;
3)焊缝处打磨出斜势,两端磨出平滑过渡;
4)在焊脚处加工出小孤坑,消除缺陷,减少焊接集中应力。
进一步的,所述步骤1)中承轨梁与腹板对接处坡口角度为30°。
进一步的,所述步骤1)中承轨梁厚12cm,预留4cm对接面。
进一步的,所述步骤1)中腹板厚8cm,预留2cm对接面。
进一步的,所述步骤2)中焊接方式为埋弧煤焊接。
进一步的,所述步骤3)中斜势比例为1: 4。
进一步的,所述步骤3)中平滑过渡区域宽度为0.5cm。
进一步的,所述步骤4)中的小孤坑采用打磨方式加工,或利用氩弧焊焊接得到。
与现有技术相比,本发明的优点在于:在焊缝集合处通过打磨或氩弧焊出小弧坑,有效消除缺陷,减少焊接集中应力,可应用于大型钢结构制作中。
附图说明
附图1~附图4是本发明承轨梁与腹板焊接改进方法的工艺流程图。
具体实施方式
下面结合附图进一步说明本发明的技术方案。所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
因大梁T型钢与腹板对接焊缝疲劳,应设计要求,制作试样进行对接焊打磨试验。共制作3套试样试验。
如图1~图4所示的承轨梁与腹板焊接改进方法,具体步骤如下:
1)将承轨梁试样与腹板试样对接处开制坡口;其中试样采用Q345B或A709板,坡口角度为30°,承轨梁试样厚12cm,预留4cm对接面;腹板试样厚8cm,预留2cm对接面,如图1所示;
2)埋弧煤焊接承轨梁试样与腹板试样,焊缝如图2所示;
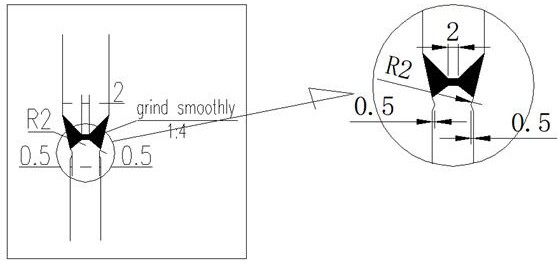
3)焊缝处打磨出1: 4斜势,两端磨出0.5cm平滑过渡,如图3所示;
4)在焊脚处打磨或利用氩弧焊焊接出R孤孤坑,消除缺陷,减少焊接集中应力,如图4所示。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种轨道吊大梁承轨梁与方钢轨道焊接工艺