一种锦纶FDY20D热熔纱整经设备及其工艺
文献发布时间:2024-04-18 19:44:28
【技术领域】
本发明涉及长丝整经技术领域,具体涉及一种锦纶FDY20D热熔纱整经设备及其工艺。
【背景技术】
整经是一个重要的织前工艺,它是将筒子纱上的经纱由整经工艺设计规定的总经数、长度和幅寬,以适宜的,均匀的张力平行卷绕在经轴上的工艺过程。整经的目的在于改变纱线的卷装形式,有单根纱线卷装的简子变为多根纱线的具有织轴初步形式的卷装一经轴,经轴质量的好坏将直接影响到下游织造的效率和质量。目前,国外的高档整经机,卷绕速度快,生产效率高,密度均匀性好。国内的同类整经机,都有纱架、集丝板、平衡罗拉、上油辊、机头组成,基本上能满足常规锦纶、涤纶等长丝的整经生产。但是近一两年锦纶细旦热熔纱线在长丝领域的创新应用和开发,对整经环节提出了更高的要求,热熔纱的特性相较于常规锦纶、涤纶等长丝差异较大,其具有较低的熔点,一定温度后软化熔融黏结其他纤维,热熔纱的纱线本身具有“含油高、表面黏着、强度低易断裂”的特性。
因此,现有的整经设备以及整经工艺无法满足和适用热熔纱的整经生产,主要存在以下问题:
1.平衡罗拉的配置,使热熔纱经过后,相邻纱线出现粘连,在过下一道分纱针时纱线出现断裂;纱线一旦断裂,就会造成更多的纱线缠绞,停机时间较长,产能下降,并降低经轴质量;
2.现有整经机配置贴纱完成后,纱线成松弛状态,容易造成相邻纱线的粘连,重开机生产时,纱线通过分纱针时造成大量绞断;
3.现有整经机纱线从纱架退绕到经轴上,路径上接触点太多,额外摩擦较大,细旦热熔丝很容易被损伤造成毛丝、断丝,从而造成经轴质量下降;
4.因热熔丝本身的特性,整经生产时,纱线一旦断裂,在经轴上几乎找不到断头,理纱处理时无法结头,造成下游织造时的困扰以及降低坯布质量。
【发明内容】
本发明要解决的技术问题之一,在于提供一种锦纶FDY20D热熔纱整经设备,其实现了锦纶热熔纱20D规格纱线的整经,具有卷绕控制简单、经久耐用可靠好的优点,还降低了人工劳动强度,大大提高了生产效率和经轴质量。
本发明是这样实现上述技术问题之一的:
一种锦纶FDY20D热熔纱整经设备,其特征在于:所述热熔纱整经设备包括纱架、集丝板、第一气动长条夹板、分纱针组件、第二气动长条夹板以及整经机头,所述纱架、集丝板、第一气动长条夹板、分纱针组件、第二气动长条夹板以及整经机头从右到左依次设置;
所述纱架的各丝锭前端均设置有KFD纱线张力调节器;所述整经机头上设置有主分纱针和导纱罗拉;
所述第一气动长条夹板和第二气动长条夹板均包括一支座板、二气缸、上压板以及橡胶垫,二所述气缸设置在所述支座板的两端,所述上压板的两端分别架设在二所述气缸上,且与二所述气缸的推杆相连,所述橡胶垫设置在所述上压板的下端;
所述纱架与所述整经机头的间距为6-10m;所述第二气动长条夹板与所述主分纱针的间距为50-80cm。
进一步地,所述分纱针组件包括上下双层设置的分纱针。
进一步地,所述支座板下方的支撑柱底部设置有滑动轮,各所述滑动轮还设置有刹车片。
进一步地,所述纱架与所述集丝板的间距为3-5m。
进一步地,所述集丝板与所述分纱针组件的间距为2-3m。
本发明要解决的技术问题之二,在于提供一种锦纶FDY20D热熔纱整经工艺,其实现了锦纶热熔纱20D规格纱线的整经,具有卷绕控制简单、经久耐用可靠好的优点,还降低了人工劳动强度,大大提高了生产效率和经轴质量。
本发明是这样实现上述技术问题之二的:
一种锦纶FDY20D热熔纱整经工艺,所述热熔纱整经工艺步骤如下:
步骤1、设定整经参数:整经速度200-300m/min,整经张力2.5-3g,整经密度控制在0.5-0.6g/cm
步骤2、将丝锭挂上纱架,然后纱线按以下顺序进行牵引:丝锭、KFD纱线张力调节器、集丝板、第一气动长条夹板、分纱针组件、第二气动长条夹板、主分纱针、导丝罗拉以及盘头,并将KFD包覆角旋转为270-360度。
步骤2、理纱完成后,整经速度先设定50-100m/min,开慢车,然后检测各条纱线张力是否一致,排除异常后,再按步骤1设定参数进行整经;
步骤3、当盘头到达停机条件时,设备停机,将纱线用胶带贴好后,利用所述第一气动长条夹板和第二气动长条夹板将纱线压紧,保持纱线处于张紧状态,然后将盘头与导纱罗拉之间的纱线剪断,完成落轴动作,然后更换下一个盘头。
进一步地,所述步骤1中的设定整经参数还包括:分纱方式:上下双层、间隔2针以上。
本发明具有如下优点:
本发明热熔纱整经设备结构设置合理,实现可以整锦纶热熔纱20D规格的纱线,还可降低热熔丝断头问题,降低人工劳动强度,大大提高生产效率;其使得热熔纱在整经更换盘头时,能始终保持张经状态,防止了纱线间的相互粘连,从而保障了多组盘头的顺利整经;同时,纱线从纱架退绕到经轴上,路径上接触点减少,额外摩擦较小,大大减轻了对细旦热熔丝的损伤,提高经轴质量。
总之,本发明具有卷绕控制简单、经久耐用可靠好的优点,还降低了人工劳动强度,大大提高了生产效率和经轴质量。
【附图说明】
下面参照附图结合实施例对本发明作进一步的说明。
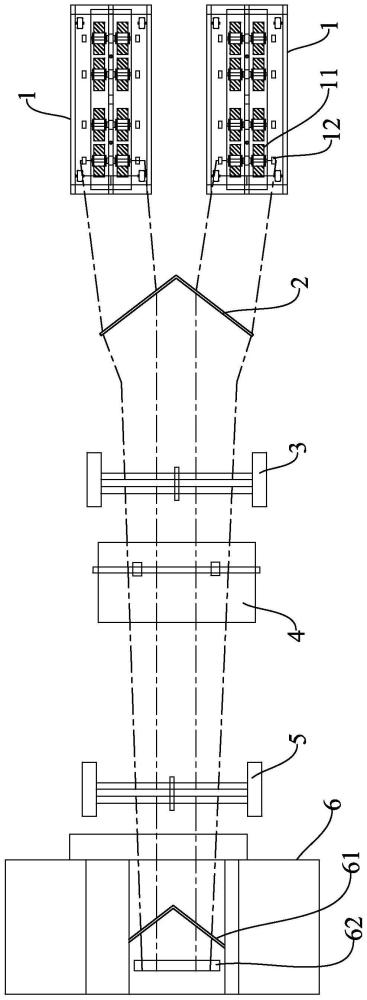
图1为本发明一种锦纶FDY20D热熔纱整经设备的示意图。
图2为本发明一种锦纶FDY20D热熔纱整经设备的气动长条夹板结构示意图。
【具体实施方式】
下面将结合附图1-2和具体实施方式对本发明的技术方案进行清楚、完整地描述。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
参阅图1-2,本发明涉及一种锦纶FDY20D热熔纱整经设备,所述热熔纱整经设备包括纱架1、集丝板2、第一气动长条夹板3、分纱针组件4、第二气动长条夹板5以及整经机头6,所述纱架1、集丝板2、第一气动长条夹板3、分纱针组件4、第二气动长条夹板5以及整经机头6从右到左依次设置;
所述纱架1的各丝锭11前端均设置有KFD纱线张力调节器12;所述整经机头6上设置有主分纱针61和导纱罗拉62;
所述第一气动长条夹板3和第二气动长条夹板5均包括一支座板31、二气缸32、上压板33以及橡胶垫34,二所述气缸32设置在所述支座板31的两端,所述上压板33的两端分别架设在二所述气缸32上,且与二所述气缸32的推杆35相连,所述橡胶垫34设置在所述上压板31的下端;
所述纱架1与所述整经机头6的间距为6-10m;所述第二气动长条夹板5与所述主分纱针61的间距为50-80cm。
在具体实施中,优选的一实施例:所述分纱针组件2包括上下双层设置的分纱针。
在具体实施中,优选的一实施例:所述支座板31下方的支撑柱36底部设置有滑动轮37,各所述滑动轮37还设置有刹车片。
在具体实施中,优选的一实施例:所述纱架1与所述集丝板2的间距为3-5m。
在具体实施中,优选的一实施例:所述集丝板2与所述分纱针组件4的间距为2-3m。
本发明还涉及基于上述一种锦纶FDY20D热熔纱整经设备的锦纶FDY20D热熔纱整经工艺,所述热熔纱整经工艺步骤如下:
步骤1、设定整经参数:整经速度200-300m/min,整经张力2.5-3g,整经密度控制在0.5-0.6g/cm
步骤2、将丝锭挂上纱架,然后纱线按以下顺序进行牵引:丝锭、KFD纱线张力调节器、集丝板、第一气动长条夹板、分纱针组件、第二气动长条夹板、主分纱针、导丝罗拉以及盘头,并将KFD包覆角旋转为270-360度。
步骤2、理纱完成后,整经速度先设定50-100m/min,开慢车,然后检测各条纱线张力是否一致,排除异常后,再按步骤1设定参数进行整经;
步骤3、当盘头到达停机条件时,设备停机,将纱线用胶带贴好后,利用所述第一气动长条夹板和第二气动长条夹板将纱线压紧,保持纱线处于张紧状态,然后将盘头与导纱罗拉之间的纱线剪断,完成落轴动作,然后更换下一个盘头。
所述步骤1中的设定整经参数还包括:分纱方式:上下双层、间隔2针以上。
在本发明的另一个实施例中,具体过程如下:
1、按照下表设定整经基本条件,每个盘头纱线重量控制在30KG以内;平衡时间控制:8-24小时,温度:24-26度,湿度:65%-75%;为开机做准备;
2、将原料丝锭挂上纱架,然后人工依此将纱线按以下顺序进行牵引:纱架丝锭-KFD-集丝板-第一气动长条夹板-分纱针组件-第二气动长条夹板-主分纱针-导丝罗拉以及盘头,并将KFD包覆角旋转为360度;
3、理纱完成后,按照步骤1设定的停机条件,速度先设定50-100m/min,开慢车,然后通过拨针式张力监测计横向检测各条纱线张力是否一致,若发现张力异常纱线,则找到对应位置的纱线,排除异常(整个过程不停机),直至把所有异常都排除完,整个过程预计约20分钟;
3.1、上述步骤完成后,停机,此时纱线保持张紧状态;然后通过辅气动长条夹板纱线(片纱)压紧,然后将盘头与导丝罗拉之间的纱线剪断,将盘头上的纱线清理掉后,整经机复位清零后开机;
4、当盘头到达停机条件时,设备停机,人工将纱线用胶带贴好后,利用所述第一气动长条夹板和第二气动长条夹板将纱线压紧,保持纱线处于张紧状态,防止纱线松弛导致相邻纱线粘连,然后将盘头与导纱罗拉之间的纱线剪断,完成落轴动作,然后更换下一个盘头。
5、直至最后一个盘头完成;整经所有数据如下表所示;
综上,本发明具有以下优点:
本发明热熔纱整经设备结构设置合理,实现可以整锦纶热熔纱20D规格的纱线,还可降低热熔丝断头问题,降低人工劳动强度,大大提高生产效率;其使得热熔纱在整经更换盘头时,能始终保持张经状态,防止了纱线间的相互粘连,从而保障了多组盘头的顺利整经;同时,纱线从纱架退绕到经轴上,路径上接触点减少,额外摩擦较小,大大减轻了对细旦热熔丝的损伤,提高经轴质量。
总之,本发明具有卷绕控制简单、经久耐用可靠好的优点,还降低了人工劳动强度,大大提高了生产效率和经轴质量。
虽然以上描述了本发明的具体实施方式,但是熟悉本技术领域的技术人员应当理解,我们所描述的具体的实施例只是说明性的,而不是用于对本发明的范围的限定,熟悉本领域的技术人员在依照本发明的精神所作的等效的修饰以及变化,都应当涵盖在本发明的权利要求所保护的范围内。
- 一种热熔模组件及热熔焊接设备
- 一种适用于整星及设备在轨热变形的分析方法
- 一种网纱热熔分切工艺及分切设备
- 一种整经纱架及运用该纱架的细旦纤维整经防断纱工艺