一种计算前风挡玻璃玻璃胶涂胶工艺参数的方法
文献发布时间:2023-06-19 09:26:02
技术领域
本发明涉及汽车领域,具体涉及一种计算前风挡玻璃玻璃胶涂胶工艺参数的方法。
背景技术
目前,汽车前挡风玻璃一般都做成整体一幅式的大曲面型,上下左右都有一定的弧度。通常情况下,前挡风玻璃通过玻璃胶黏接在汽车的框体上。中国专利申请CN200951643A公开了一种复合型挡风玻璃,通过在两层玻璃之间设置一层纤维网,使得挡风玻璃的抗撞击、抗拉能力更强;同时,采用固定胶条配合车体上金属凸起固定件,对复合玻璃进行固定,使得玻璃与车体的连接更为牢固;进一步地,利用现有的玻璃胶连接方式加固;因此,即使在发生车祸的冲撞后,也不易从车体上脱落,保证了车内人员的安全。
尽管现有技术CN200951643A的技术方案,在玻璃胶的固定方式基础上,采用了固定胶条对复合型挡风玻璃进行固定,但是上述技术方案中并未对汽车发生碰撞时的受力情况进行计算,采用玻璃胶和固定胶条结合的方式对复合型风挡玻璃进行固定,没有玻璃胶关键特性的正向计算方法,进而无法指导玻璃涂胶设备的选型,不能可靠地监控量产车型的涂胶质量,对粘接异常的车辆无法进行风险评估,故风挡玻璃不从车体上脱落仍然是个未知数。
发明内容
本发明的目的在于,提供一种计算前风挡玻璃玻璃胶涂胶工艺参数的方法,通过前风挡玻璃在碰撞过程中的受力情况,结合实验数据分析得到的粘结安全系数,计算得到玻璃装配过程中涂覆玻璃胶的宽度和厚度、以及底涂的宽度,以确保汽车在高速行驶、或者碰撞过程中前风挡玻璃不会脱落。
为解决上述技术问题,本发明的技术方案为:一种计算前风挡玻璃玻璃胶涂胶工艺参数的方法,包括以下步骤:
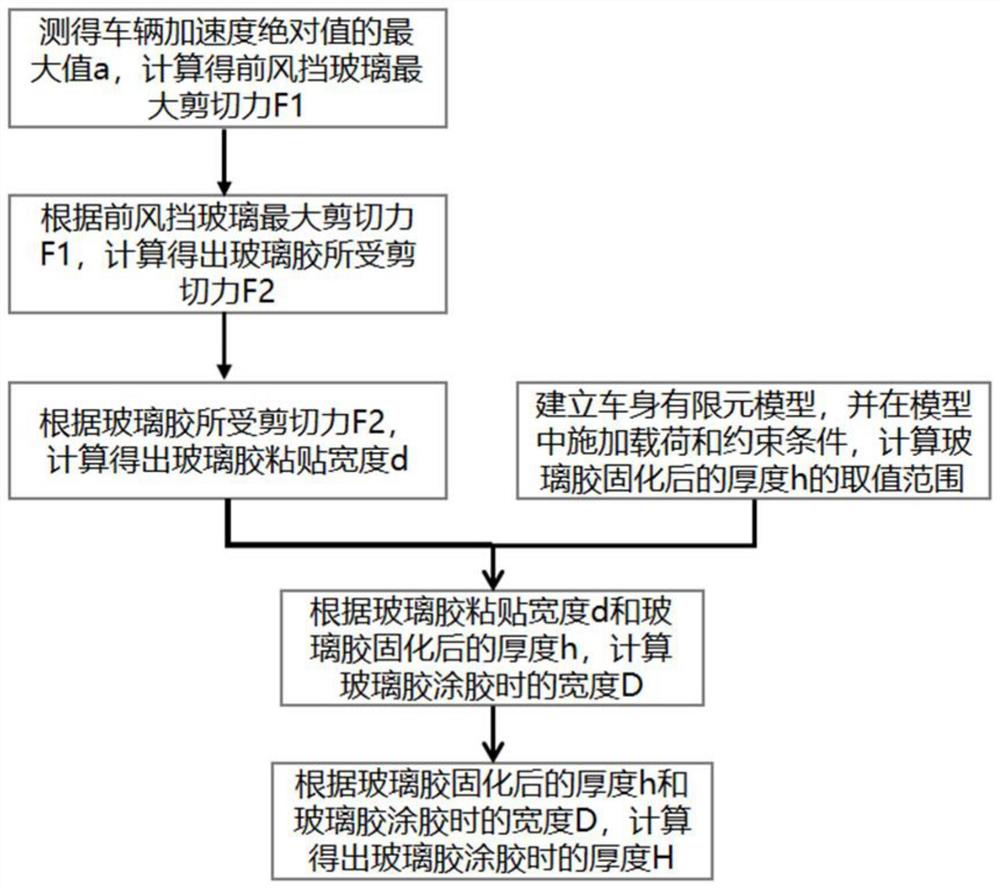
通过整车碰撞试验,测得车辆加速度绝对值的最大值a,根据车辆加速度绝对值的最大值a计算得前风挡玻璃最大剪切力F1;
根据前风挡玻璃最大剪切力F1,计算得出玻璃胶所受剪切力F2;
根据玻璃胶所受剪切力F2计算得出玻璃胶粘贴宽度d;
建立车身有限元模型,并在模型中施加载荷和约束条件,计算玻璃胶固化后的厚度h的取值范围;
根据玻璃胶粘贴宽度d和玻璃胶固化后的厚度h,计算玻璃胶涂胶时的宽度D,其中D=d-h;
根据玻璃胶固化后的厚度h和玻璃胶涂胶时的宽度D,计算得出玻璃胶涂胶时的厚度H。
进一步地,本方法还包括以下步骤:计算得出前风挡玻璃底涂宽度C,其中计算前风挡玻璃底涂宽度C的公式如下:
C=d+f1+f2+f3+1
式中,f1为涂胶机设备玻璃放置位置精度,f2为涂胶轨迹线精度,f3为前风挡玻璃安装导向销与车身钣金孔之间的间隙。
进一步地,本方法还包括以下步骤:参考汽车驾驶员前方视野要求及测量方法GB11562,得出前风挡玻璃黑釉宽度E。
进一步地,计算前风挡玻璃最大剪切力F1的公式为:
F1=M×a×cosθ
式中,M为前风挡玻璃的质量,θ为前风挡玻璃与水平面的夹角。
更进一步地,计算玻璃胶所受剪切力F2的公式为:
F2≥f×F1
式中,f为粘接安全系数,粘接安全系数f与衰减因子成反比,两者之积为1。
更进一步地,计算玻璃胶粘贴宽度d的公式为:
F2=P×L×d
即
式中,P为玻璃胶的剪切强度,L为玻璃胶的粘接长度。
进一步地,计算玻璃胶固化后的厚度h的取值范围的方法具体为:建立车身有限元模型,并在模型中施加载荷和约束条件,施加扭转刚度的载荷和约束,通过求解技术器进行求解,在分析模型变形图中识别玻璃安装面车身最大形变值Δ1和最小形变值Δ2,进而计算玻璃胶固化后的厚度h的取值范围,计算公式如下:
hmin=Δ1-Δ2+1
hmax=hmin+Δ3+Δ4+1
式中,hmin为玻璃胶固化后的最小厚度,hmax为玻璃胶固化后的最大厚度,Δ3为车身钣金面最大公差,Δ4为玻璃轮廓尺寸最大公差,其中hmin≤h≤hmax。
更进一步地,计算玻璃胶涂胶时的厚度H的公式为:
即
与现有技术相比,本发明的有益效果为:
通过以上方法,根据汽车在碰撞过程中的受力情况,可以准确计算出在玻璃装配过程中玻璃胶的涂胶宽度和厚度,确保玻璃粘接的有效性,为产品设计提供玻璃胶关键特性的正向设计方法,为制造工艺提供设备工装选型依据,同时便于监控量产车辆涂胶的质量,保证装配工艺的质量,为异响车辆提供可靠性评价方法,从而避免出现整车玻璃胶粘接效果不良而导致行驶过程中的玻璃脱落等安全事故,提升车辆的品牌口碑。
附图说明
图1为本发明实施例的运行流程结构框图;
图2为本发明实施例中前风挡玻璃加速度分解示意图;
图3为本发明实施例中汽车的加速度与碰撞时间关系图;
图4为本发明实施例中玻璃胶衰减因子与使用时间的对应图;
图5为本发明实施例中玻璃胶衰减因子与环境温度的对应图;
图6为本发明实施例中玻璃胶固化后的结构示意图;
图7为本发明实施例中玻璃胶涂胶时的结构示意图;
图8为本发明实施例中风挡玻璃底涂的结构示意图;
图9为本发明实施例中加装黑釉的结构示意图;
图中,1-前风挡玻璃,2-玻璃胶,3-车身钣金,4-底涂,5-黑釉
具体实施方式
下面结合附图对本发明实施例作详细说明,本实施例在以本发明技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例。
本发明的技术方案为:一种计算前风挡玻璃玻璃胶涂胶工艺参数的方法,如图1所示,包括以下步骤:
通过整车碰撞试验,测得车辆加速度绝对值的最大值a,如图3所示,该汽车加速度绝对值的最大值为49.87g,一般情况下,不同的车型加速度绝对值的最大值是不同的,通常在40~55g,根据车辆加速度绝对值的最大值a计算得前风挡玻璃1最大剪切力F1;
根据前风挡玻璃1最大剪切力F1,计算得出玻璃胶2所受剪切力F2;
根据玻璃胶2所受剪切力F2计算得出玻璃胶2粘贴宽度d;
建立车身有限元模型,并在模型中施加载荷和约束条件,计算玻璃胶2固化后的厚度h的取值范围;
如图6所示,视玻璃胶2涂胶面为等腰三角形,根据玻璃胶2粘贴宽度d和玻璃胶2固化后的厚度h,计算玻璃胶2涂胶时的宽度D,其中D=d-h;
根据玻璃胶2固化后的厚度h和玻璃胶2涂胶时的宽度D,计算得出玻璃胶2涂胶时的厚度H。
进一步地,如图8所示,本方法还包括以下步骤:计算得出前风挡玻璃1底涂4宽度C,其中计算前风挡玻璃1底涂4宽度C的公式如下:
C=d+f1+f2+f3+1
式中,f1为涂胶机设备玻璃放置位置精度,f2为涂胶轨迹线精度,f3为前风挡玻璃1安装导向销与车身钣金3孔之间的间隙。
进一步地,如图9所示,本方法还包括以下步骤:参考汽车驾驶员前方视野要求及测量方法GB11562,得出前风挡玻璃1黑釉5宽度E。
进一步地,如图2所示,依据车辆在100%正碰时,前计算前风挡玻璃1最大剪切力F1的公式为:
F1=M×a×cosθ
式中,M为前风挡玻璃1的质量,θ为前风挡玻璃1与水平面的夹角。
更进一步地,计算玻璃胶2所受剪切力F2的公式为:
F2≥f×F1
式中,f为粘接安全系数,粘接安全系数f与衰减因子成反比,两者之积为1,如图4所示随着使用时间的延长,玻璃胶2的衰减因子逐渐减小,在玻璃胶2的使用时间到100000h(即11.415年)后,衰减因子将相对稳定于0.05;如图5所示,随着环境温度的升高,玻璃胶2的衰减因子也逐渐下降;综合两项的实验数据,选取更小的衰减因子0.05,计算得到粘接安全系数f,以确保前风挡玻璃1与车身的连接更加牢固故在本发明实施例中衰减因子为0.05,即f为20。
更进一步地,计算玻璃胶2粘贴宽度d的公式为:
F2=P×L×d
即
式中,P为玻璃胶2的剪切强度,L为玻璃胶2的粘接长度。
进一步地,计算玻璃胶2固化后的厚度取值范围h的方法具体为:建立车身有限元模型,并在模型中施加载荷和约束条件,施加扭转刚度的载荷和约束,通过求解技术器进行求解,在分析模型变形图中识别玻璃安装面车身最大形变值Δ1和最小形变值Δ2,进而计算玻璃胶2固化后的厚度h的取值范围,计算公式如下:
hmin=Δ1-Δ2+1
hmax=hmin+Δ3+Δ4+1
式中,hmin为玻璃胶2固化后的最小厚度,hmax为玻璃胶2固化后的最大厚度,Δ3为车身钣金面最大公差,Δ4为玻璃轮廓尺寸最大公差,其中hmin≤h≤hmax。
更进一步地,如图7所示,玻璃胶2在涂胶前和固化后的玻璃胶2截面面积是相同的,故计算玻璃胶2涂胶时的厚度H的公式为:
即
本发明通过前风挡玻璃1在碰撞过程中的受力情况,结合实验数据分析得到的粘结安全系数,计算得到玻璃装配过程中涂覆玻璃胶2的宽度和厚度、以及底涂4的宽度,以确保汽车在高速行驶、或者碰撞过程中前风挡玻璃1不会脱落。
本发明包括玻璃胶2固化后的宽度校核模型:
本发明包括根据玻璃胶2衰减因子与使用时间的关系,以及玻璃胶2衰减因子与环境温度的关系,选取更小的衰减因子,计算得到粘接安全系数f,以确保前风挡玻璃1与车身的连接更加牢固。
本发明包括玻璃胶2固化后的厚度取值方法,通过建立车身有限元模型,并在模型中施加载荷和约束条件,施加扭转刚度的载荷和约束,通过求解技术器进行求解,在分析模型变形图中识别玻璃安装面车身最大变形值Δ1和最小变形值Δ2,进而计算玻璃胶2固化后的厚度h的取值范围。
以上的实施例仅是对本发明的优选实施方式进行描述,并非对本发明的范围做出限定,在不脱离本发明精神和范围的前提下本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明的范围内。本发明要求的保护范围由所附的权利要求书及其等同物界定。
- 一种计算前风挡玻璃玻璃胶涂胶工艺参数的方法
- 一种计算前风挡玻璃玻璃胶涂胶工艺参数的方法