一种用于螺旋钢管机加工的钢管周长测量设备
文献发布时间:2023-06-19 09:52:39
技术领域
本发明涉及钢管测量技术领域,具体涉及一种用于螺旋钢管机加工的钢管周长测量设备。
背景技术
近年来,石油天然气管道输送技术向着高压大口径的方向迅速发展。在大口径钢管、管状结构的制造企业或工程现场,都需要对管体外周长,内周长或者周向样品尺寸进行快速、准确、简单易操作的测量。
螺旋钢管机对钢板经多道轧辊滚压,带钢逐渐卷起,加工出不同直径的钢管,需要测量钢管周长来确定是否满足要求,目前,在工程领域,包括工厂,对大口径管体周长及周向样品尺寸的测量过程中,通常为人工测量采用钢卷尺直接测量,人工测量的方式存在测量准确性低的问题,并且采用手工操作,均存在较大的主管因素,无法保证数据的稳定性。
发明内容
为解决上述现有技术的缺陷,本发明提供一种无需人工测量方式,用于螺旋钢管机加工的钢管周长测量设备。
本发明的技术方案是:一种用于螺旋钢管机加工的钢管周长测量设备,包括测量支架及测量拉线,在所述测量支架上部均布一组呈半圆弧间隔设置的伸缩装置,所述测量拉线顶部与各伸缩装置连接,在所述测量支架一侧设有拉动装置,所述测量拉线通过交叉呈环状,所述测量拉线自由端与拉动装置连接,所述测量拉线固定端连接在测量支架另一侧,在所述拉动装置上设有测量装置。
优选的,所述伸缩装置包括固定座、还有设置在固定座上的套管及设置在套管内的测量拉线杆,所述固定座固定安装在测量支架上,在所述套管与测量拉线杆之间设有复位弹簧,在所述测量拉线杆一端与测量拉线连接,在所述测量拉线杆另一端设有销轴,在所述套管上沿测量拉线杆延伸方向设有长条孔,且所述销轴穿过长条孔。
优选的,所述拉动装置为磁耦无杆气缸,磁耦无杆气缸包括滑块和缸筒,所述滑块移动设置在缸筒上,在所述缸筒两端分别设有进气口,所述测量装置设置在滑块上,所述滑块还与测量拉线连接。
优选的,在所述测量支架上设有固定台,所述固定台与测量拉线固定端连接。
优选的,所述测量装置为光栅尺位移传感器。
优选的,所述测量拉线为钢丝绳。
本发明的有益效果:控制拉动装置拉动测量拉线紧紧贴合在钢管上,测量装置测量到拉动装置移动距离的数据,根据该数据计算出钢管的周长,无需人工测量钢管周长此外,伸缩装置和拉动装置带动测量拉线复位后可继续测量钢管任意一处的周长,该设备使用便捷,简单。
附图说明
图1为本发明结构示意图;
图2为伸缩装置结构示意图;
图3为拉动装置及测量装置结构示意图。
具体实施方式
为使本发明要解决的技术问题、技术方案和优点更加清楚,下面将结合附图及具体实施例进行详细描述。
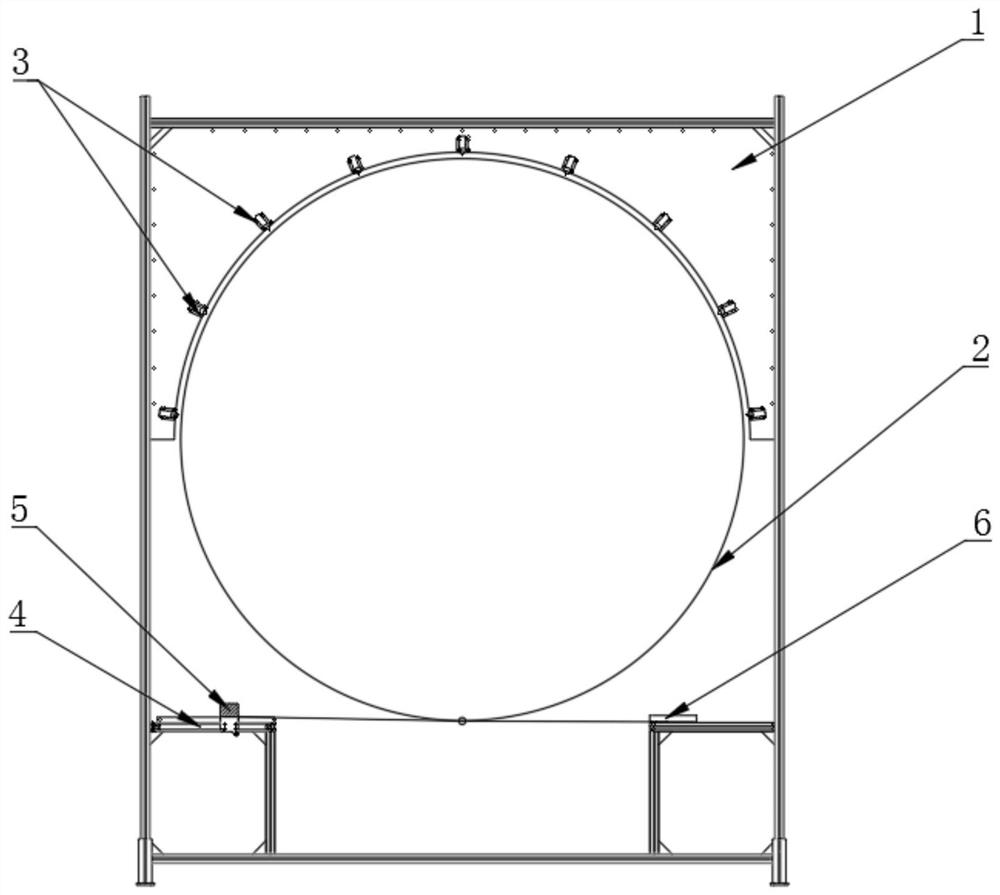
本发明技术方案如下:一种用于螺旋钢管机加工的钢管周长测量设备,如图1所示,包括测量支架1及测量拉线2,在测量支架1上部均布一组呈半圆弧间隔设置的伸缩装置3,测量拉线2顶部与每个伸缩装置3连接,伸缩装置将测量拉线呈圆弧状,在测量支架1一侧设有拉动装置4,测量拉线2通过交叉呈环状大于被测钢管管径,测量拉线2自由端与拉动装置4连接,测量拉线2固定端连接在测量支架1另一侧,在拉动装置4上设有测量装置5,由于本设备需要连接上位机工作,上位机控制拉动装置拉动测量拉线,测量装置5将移动的数据测量后上传至上位机,上位机根据该数据计算钢管周长。
如图2所示,伸缩装置3包括固定座31、还有设置在固定座31 上的套管32及设置在套管32内的测量拉线杆33,固定座通过螺钉安装在测量支架上,在套管32与测量拉线杆33之间设有复位弹簧 34,在测量拉线杆33一端与测量拉线2连接,当测量拉线随滑块回到初始位置,复位弹簧带动测量拉线杆复位,在测量拉线杆33另一端设有销轴35,在套管32上沿测量拉线杆33延伸方向设有长条孔 36,为了防止测量拉线杆掉落,销轴35穿过长条孔36,测量拉线杆通过销轴在长条孔上移动。
如图3所示,拉动装置4为磁耦无杆气缸,磁耦无杆气缸包括滑块41和缸筒42,滑块41移动设置在缸筒42上,在缸筒内装有活塞,活塞通过磁环跟滑块上的磁环磁性相吸,在缸筒42两端分别设有进气口43,一端进气口进气将活塞移动,滑块随活塞在缸筒上移动,测量装置5设置在滑块41上随之检测滑块移动的距离,滑块41还能带动测量拉线2紧贴在钢管上。
在测量支架1上设有固定台6,固定台6与测量拉线2固定端连接。
测量装置5为光栅尺位移传感器。
测量拉线2为钢丝绳。
在使用本设备测量钢管周长前,需先通过派尺确定测量拉线长度,滑块移动的距离对应测量拉线贴合在钢管圆周上的长度,从而根据滑块移动距离来测得钢管周长,由于测量拉线的结头部分为交叉,存在测量误差,需要在上位机对钢管周长进行计算时对数据进行补偿,因此需用派尺对钢管先进行测量,再通过测量拉线对钢管进行测量,最后根据这两组数据相差值对测量拉线测得的数据进行补偿得到精准的钢管周长。
螺旋钢管机将钢管穿过测量拉线,上位机控制拉动装置3拉动测量拉线2,测量拉线受到滑块的力带动测量拉线杆向钢管移动,使测量拉线2紧紧贴合在钢管上并且测量拉线2在钢管上形成的截面垂直于钢管轴线,测量装置4测量到拉动装置3带动测量拉线2移动距离的数据,上位机对该数据计算并补偿得出钢管的周长;
本设备对螺旋钢管机加工出的钢管进行连续测量,继续对钢管另一处测量周长,为了防止钢管带动测量拉线偏移,通过上位机控制拉动装置3移动到初始位置,伸缩装置6带动测量拉线2复位。
在螺旋钢管机加工的钢管穿过测量设备时,通过上位机控制测量设备对钢管上任意一处测量周长,为了防止钢管带动测量拉线偏移,影响测量钢管周长的准确性,需要停止螺旋钢管机工作。
以上所述仅为本发明的较佳实施例,并非用于限定本发明的保护范围。凡在本发明的精神和原则之内所作的任何修改、等同替换、改进等,均包含在本发明的保护范围内。
- 一种用于螺旋钢管机加工的钢管周长测量设备
- 一种用于螺旋钢管机加工的钢管周长测量设备