大直径芯棒复合支柱绝缘子挤包工艺及专用设备
文献发布时间:2023-06-19 09:52:39
技术领域
本发明属于输变电技术领域,涉及一种大直径芯棒环氧管型复合支柱绝缘子的制造工艺,特别是φ150mm及以上的大直径芯棒环氧管型复合支柱绝缘子护套挤包工艺。
背景技术
随着经济的发展与用电负荷的增加,我国的特高压输电技术逐渐成熟,在大规模远距离输电方面大放异彩。特高压大大提升了我国电网的输送能力,而支柱绝缘子在特高压电站中起着至关重要的作用。相比于瓷支柱绝缘子,复合支柱绝缘子的体积小、重量轻、抗污闪能力强,抗弯荷载大、结构紧凑,大大降低了脆断隐患,运输和施工方便。
复合支柱绝缘子为了满足高机械负荷要求,通常直径偏大,特别是φ150mm及以上的大直径芯棒加工难度比较大。针对φ150mm及以上芯棒环氧管型复合绝缘子的加工工艺,目前多以注射为主,即将芯棒放入注射模具中,护套和伞盘一次成型。但由于电站不同设备使用工况不同,或者不同地域气候条件不同,复合支柱绝缘子的芯棒直径、爬距及高度多变。该工艺生产的产品存在的不足是:注射模具中护套和伞盘一次成型为一体化结构,伞盘大小及护套厚度不可调整;模具不具有通用性,生产每种型号的产品都需开该型号的模具,新开模具造价较高,并且模具长度有限,通常注射一支绝缘子需要多段搭接,效率低下,而且质量无法保证。
发明内容
本发明的目的是提供一种大直径芯棒复合支柱绝缘子挤包工艺,用于φ150mm及以上芯棒环氧管型复合支柱绝缘子护套的加工生产,用本发明的工艺完成此类绝缘子的生产,解决生产过程中由于尺寸及重量等原因造成的各种困难。
本发明的另一目的在于提供上述大直径芯棒复合支柱绝缘子挤包工艺的专用设备。
本发明大直径芯棒复合支柱绝缘子挤包工艺的技术方案如下:用于托举待加工芯棒及挤包后带护套的芯棒的前支撑架与后支撑架与挤包机头设置在同一直线上,将待加工芯棒放至后支撑架上运送至挤包机头后方,前支撑架放至挤包机头前方,前支撑架的V型支撑滑至滑轨后端;调整前支撑架与后支撑架在放置待加工芯棒后使待加工芯棒与挤包机头内腔中心在同一轴线上并能使待加工芯棒水平,锁死前支撑架与后支撑架下方的万向轮,保持制动;
护套挤包的动力装置为挤出机,挤包机头与挤出机垂直固定连接,将待加工芯棒推入挤包机头内腔与口形体端面平齐,开启挤出机并投入硅橡胶料,硅橡胶料随着挤出力在挤包机头内均匀包覆于芯棒外圆面上,并带动芯棒缓慢前行,从口型体慢慢形成护套包覆在芯棒外圆面上,通过挤出力随着芯棒从口型体挤出后,落在V型支撑的V型面上,带动滑块随着挤出力沿着滑轨前行;当挤包后带护套的芯棒完全从挤包机头挤出后,直接掉落在支撑块圆弧面上,修整并削去带护套的芯棒两端多余的护套,挤包护套工序完成。
本发明所述挤出机的挤出机螺杆直径φ90,螺杆转速范围5.5~55r/min; 芯棒的挤出速度60mm/min。
本发明大直径芯棒复合支柱绝缘子挤包工艺的专用设备技术方案如下:用于托举芯棒及挤包后带护套的芯棒的前支撑架与后支撑架与挤包机头设置在同一中心轴线L上;前支撑架与后支撑架上分别装有用于调整支撑架高度的调整装置;后支撑架上有滚轮支架,滚轮支架上装有相互平行设置的支撑滚轮,支撑滚轮的中心轴线垂直于中心轴线L;前支撑架上有一对滑轨,滑轨上有滑块,V型支撑装于两滑块上且与支撑滚轮平行设置,前支撑架后端固定有支撑块,支撑块上端面为圆弧面;挤包机头与挤出机垂直固定连接。
本发明所述滚轮支架与支撑滚轮之间的滚动摩擦系数为0.001—0.005,此处是滚动轴承连接。
本发明所述滑块与滑轨之间的摩擦系数为0.08—0.12。
本发明所述前支撑架与后支撑架的下面均设有带制动刹车的万向轮, 可锁死。
本发明所述支撑块10为圆弧形,圆弧直径大于所生产的护套外径5mm,圆弧面低于护套外径5mm。
本发明所述前支撑架与后支撑架上均设置的用于调整支撑架高度的调整装置为支撑螺杆和支撑螺杆上端带的螺纹,可通过旋转螺母调整支撑架高度。
本发明所述前支撑架和后支撑架下方有配重块,根据芯棒长度及尺寸配重,保证重心偏移时不会发生侧翻。
本发明的护套挤包部分动力装置为挤出机,挤包机头与挤出机垂直方向连接,硅橡胶通过挤出机进入挤包机头,再形成护套包覆在芯棒外圆面上,通过挤出力随着芯棒从挤包机头中穿出。前后支撑架用于托举芯棒及挤包后带护套的芯棒,其中包括滑块、滑轨、滚轮这些滑动及滚动装置,用于减少芯棒与支撑面的摩擦力。所述支撑架支撑面要调整高度,保证芯棒前后水平。
本发明实现了大直径芯棒环氧管型复合绝缘子的挤包工艺,可以提高此类绝缘子的加工效率,挤包一次成型,不用分段加工,加工复合支柱绝缘子的长度不受模具和设备的制约,通用性高,同一直径模具可互换,节约了模具加工成本,提高了工作效率,采用本发明的工艺生产的复合支柱绝缘子,挤包护套厚度一致,避免偏心,提高了产品质量,护套厚度可调整,可选择性多,可满足各型号各类型的复合绝缘子要求。
附图说明
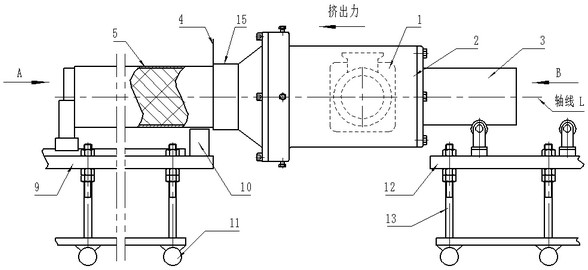
图1为本发明的示意图;
图2为图1的A向视图;
图3为图1的B向视图。
图中,1为挤出机;2为挤包机头;3为待加工芯棒;4为口形体端面;5为护套;6为V型支撑;7为滑块;8为滑轨;9为前支撑架;10为支撑块;11为万向轮;12为后支撑架;13为支撑螺杆,14为滚轮;15为口型体。
具体实施方式
图1中,用于托举芯棒及挤包后带护套的芯棒的前支撑架9与后支撑架12与挤包机头2设置在同一中心轴线L上;前支撑架9与后支撑架12上分别装有用于调整支撑架高度的调整装置;后支撑架12上有滚轮支架,滚轮支架上装有相互平行设置的支撑滚轮,支撑滚轮的中心轴线垂直于中心轴线L;前支撑架上有一对滑轨8,滑轨8上有滑块7,V型支撑6装于两滑块7上且与支撑滚轮平行设置,前支撑架后端固定有支撑块10,支撑块10上端面为圆弧面;挤包机头2与挤出机1垂直固定连接。所述前支撑架9与后支撑架12的下面均设有保持制动的万向轮11。支撑块10为圆弧形,圆弧直径大于待加工护套外径5mm,圆弧面低于待加工护套护套外径5mm。前支撑架9与后支撑架12上均设置的用于调整支撑架高度的调整装置为支撑螺杆和支撑螺杆上端带的螺纹,可通过旋转螺母调整支撑架高度。所述前支撑架和后支撑架下方有配重块,保证重心偏移时不会发生侧翻。
图2中,9为前支撑架,6为V型支撑;7为滑块;8为滑轨,带护套5的芯棒3。
图3中,12为后支撑架,14为滚轮、3为待加工芯棒。13为支撑螺杆。
挤包前,先在前支撑架9与后支撑架12上放置一根待加工芯棒3,将水平仪放置在待加工芯棒3上端外圆面上,通过调整支撑螺杆13上的螺母,矫正高度直至待加工芯棒3水平。将待加工芯棒3挪至后支撑架12上运送至挤包机头2后方,前支撑架9挪至挤包机头2前方,调整前支撑架9与后支撑架12中心与挤包机头2内腔中心在同一轴线上后,锁死前支撑架9与后支撑架12下方的万向轮11,保持制动。
挤包机头2与挤出机1垂直固定连接,将待加工芯棒3推入挤包机头2内腔与口形体端面4平齐,开启挤出机1并投入胶料,胶料随着挤出力在挤包机头2内均匀包覆于待加工芯棒3外圆面上,并带动芯棒缓慢前行,从口型体15慢慢形成护套5挤出。挤包后带护套的芯棒从口型体15挤出后,落在V型支撑6的V型面上,带动滑块7随着挤出力沿着滑轨8前行。当挤包后带护套的芯棒完全从挤包机头2挤出后,直接掉落在支撑块10圆弧面上,关闭挤出机1,修整并削去带护套的芯棒两端多余的护套,挤包护套工序完成。
- 大直径芯棒复合支柱绝缘子挤包工艺及专用设备
- 一种用于大直径芯棒复合支柱绝缘子挤包工艺的设备