一种液晶面板的检测装置及检测方法
文献发布时间:2023-06-19 10:13:22
技术领域
本发明涉及一种液晶面板的检测装置和检测方法。
背景技术
现有技术中液晶面板的检测,对每一个检测项都使用单独设备进行检测。在实际生产中,由于上下游各个检测设备之间无法进行自动对接, 会导致增加人工搬运等繁琐的流程,且工艺流程线较长、耗时较长、设备复杂,多次上下料的过程中还容易造成产品损伤。
发明内容
本发明的一个目的是提供一种能够同时进行多个项目检测的液晶面板的检测装置。
为达到上述目的,本发明采用的技术方案是:
一种液晶面板的检测装置,所述检测装置包括机架、用于沿输料方向传输液晶面板的传输机构、设置在所述机架上的位置检测机构和产品检测机构,所述传输机构包括滑座、用于承载所述液晶面板的载台,以及设置在所述载台与所述滑座之间以用于驱使所述载台位置调整的位置调整机构,所述位置调整机构与所述位置检测机构之间通信连接,所述产品检测机构包括多个不同的检测模块,在所述输料方向上所述产品检测机构设置在所述位置检测机构的前方。
优选地,所述载台绕竖直方向延伸的转动中心线转动地设置在所述滑座上,所述位置调整机构包括设置在所述滑座与所述载台之间且用于驱使所述载台旋转的旋转驱动组件,所述旋转驱动组件包括驱动电机、用于控制所述驱动电机工作状态的旋转控制器,所述位置检测机构与所述旋转控制器之间通信连接。
优选地,所述产品检测机构中所有的所述检测模块沿所述输料方向自后向前依次间隔地设置。
进一步地,每个所述的检测模块均包括检测相机,相邻的两个所述检测相机彼此之间的间距沿所述输料方向可调整地设置。
进一步地,多个所述检测模块包括用于检测所述液晶面板偏移信息的偏移检测模块、用于检测所述液晶面板上压痕的压痕检测模块,以及用于检测所述液晶面板上涂胶信息的涂胶检测模块,其中,所述偏移检测模块包括第一相机,所述压痕检测模块包括第二相机,所述涂胶检测模块包括第三相机,所述第一相机、第二相机及第三相机均位于所述载台的上方并自后向前依次排布。
更进一步地,所述产品检测机构包括安装架,所述第二相机固定地设于所述安装架上,所述第一相机、所述第二相机各自沿所述输料方向相对滑动地设置在所述安装架上,所述安装架与所述第一相机之间设有驱使所述第一相机滑动的第一驱动电机,所述安装架与所述第二相机之间设有驱使所述第三相机滑动的第二驱动电机。
进一步优选地,所述机架具有悬于所述载台上方的横梁,所述横梁的长度延伸方向与所述输料方向相互垂直,所述位置检测机构和所述产品检测机构分别沿所述横梁的长度延伸方向位置可调整地设置在所述横梁上。
更进一步地,所述位置检测机构具有两组检测相机,两组所述检测相机各自沿所述横梁的长度方向滑动地安装在所述横梁上,且两组所述检测相机分别位于所述载台的两侧。
本发明的另一个目的是提供一种能够同时进行多个项目检测的液晶面板的检测方法。
为达到上述目的,本发明采用的技术方案是:
一种液晶面板的检测方法,包括如下步骤:
S1、将载有待检测的液晶面板的载台沿输料方向传送;
S2、检测所述液晶面板在所述载台上的相对位置,并获取所述相对位置与所述液晶面板在所述载台上预设位置之间的位置偏差信息;
S3、根据所述位置偏差信息驱使所述载台旋转,使得所述液晶面板的长度方向与所述输料方向一致;
S4、所述载台沿所述输料方向传输,所述液晶面板依次经过不同的检测模块,所有的所述检测模块分别获取所述液晶面板的图像信息,并判断所述液晶面板的检测项是否合格;
S5、将合格的所述液晶面板继续向前传输,将不合格的所述液晶面板下料处理。
优选地,所述检测方法基于所述的检测装置实施。
由于上述技术方案的运用,本发明与现有技术相比具有下列优点:本发明的液晶面板的检测装置及检测方法,可同时对多个检测项进行检测,克服了上下游设备无法自动对接的现象,缩短了生产线长度和工艺耗时,减少了人力,大大提高了生产效率。
附图说明
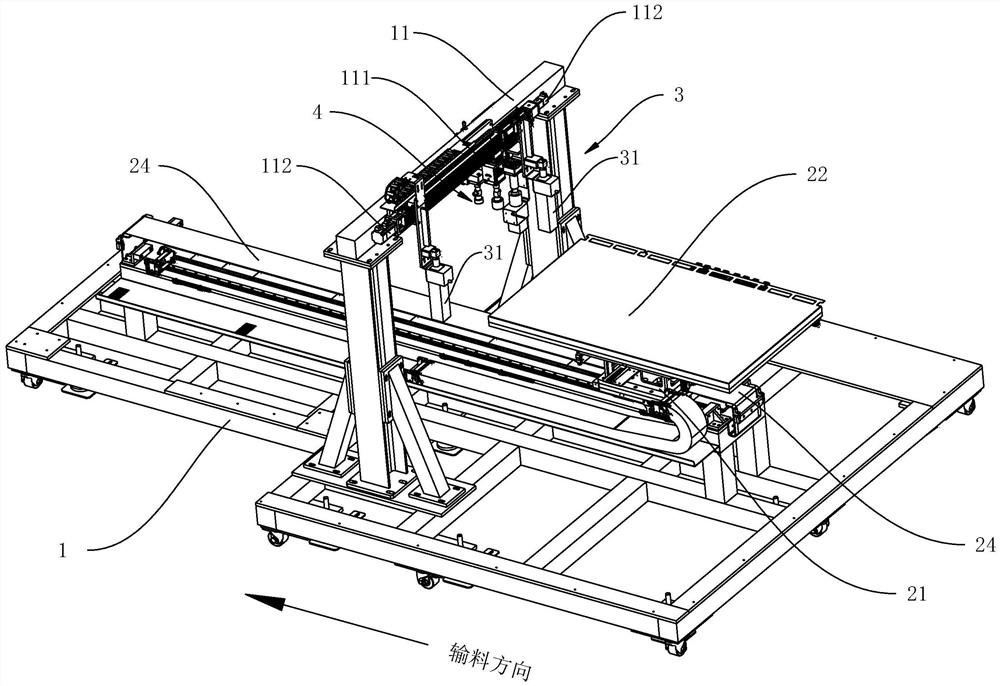
附图1为本发明的液晶面板的检测装置一具体实施例的立体结构示意图;
附图2为本实施例中检测装置另一角度的立体结构示意图;
附图3为本实施例中检测装置另一角度的立体结构示意图;
附图4为本实施例中产品检测机构的立体结构示意图;
附图5为本实施例中偏移检测模块的立体结构示意图;
附图6为本实施例中压痕检测模块的立体结构示意图;
附图7为本实施例中涂胶检测模块的立体结构示意图;
其中:1、机架;11、横梁;111、横梁滑轨;112、横梁电机;
2、传输机构;21、滑座;22、载台;23、位置调整机构;24、滑轨;
3、位置检测机构;31、位置检测相机;
4、产品检测机构;41、检测模块;411、偏移检测模块;4111、第一相机;4112、第一镜头;412、压痕检测模块;4121、第二相机;4122、第二镜头;413、涂胶检测模块;4131、第三相机;4132、第三镜头;42、安装架;421、第一滑轨;422、第二滑轨;431、第一驱动电机;432、第二驱动电机;44、光源装置。
具体实施方式
下面结合附图和具体的实施例来对本发明的技术方案作进一步的阐述。
参见图1至图3所示的一种液晶面板的检测装置,包括机架1、用于沿输料方向自后向前传输待检测的液晶面板(图中未示出)的传输机构2、设置在机架1上的位置检测机构3和产品检测机构4。其中,传输机构2包括固设于机架1上且沿输料方向延伸的滑轨24、滑动地设置在滑轨24上的滑座21、用于承载液晶面板的载台22,以及设置在载台22与滑座21之间以用于驱使载台22调整位置的位置调整机构23。机架1具有悬于载台22上方的横梁11,横梁11的长度延伸方向与输料方向相互垂直,位置检测机构3和产品检测机构4分别沿横梁的长度延伸方向位置可调整地设置在横梁11上,在输料方向上产品检测机构4设置在位置检测机构3的前方。
具体地,载台22绕竖直方向延伸的转动中心线转动地设置在滑座21上,位置调整机构23包括设置在滑座21与载台22之间且用于驱使载台22旋转的旋转驱动组件(图中未示出)。本实施例中,旋转驱动组件包括驱动电机、用于控制驱动电机工作状态的旋转控制器,位置检测机构3与位置调整机构23之间通信连接,具体是和旋转控制器之间通信连接。
位置检测机构3具有两组位置检测相机31,两组位置检测相机31各自沿横梁11的长度方向滑动地安装在横梁11上,且两组位置检测相机31分别位于载台22的两侧。具体地,横梁11上设有横梁滑轨111,两组位置检测相机31各自滑动地连接在横梁滑轨111上,且每组位置检测相机31均连接有一台用于驱动其沿横梁滑轨111滑动的横梁电机112。
如此,通过位置检测相机31对载台22上的液晶面板进行位置检测,并将检测信号传输给位置调整机构23,进而旋转控制器能够对载台22上液晶面板的初步的位置调整,使其按照设定的方向在滑轨24上传送,有利于后续产品检测机构4对液晶面板的质量进行检测。
如图4至图7所示,产品检测机构4包括多个不同的检测模块41,所有检测模块41沿输料方向自后向前依次间隔地设置,每个的检测模块41均包括检测相机,相邻的两个检测相机彼此之间的间距沿输料方向可调整地设置。
本实施例中,多个检测模块41具体包括用于检测液晶面板偏移信息的偏移检测模块411、用于检测液晶面板上压痕的压痕检测模块412,以及用于检测液晶面板上涂胶信息的涂胶检测模块413。其中,偏移检测模块411包括第一相机4111及第一镜头4112,压痕检测模块412包括第二相机4121及第二镜头4122,涂胶检测模块413包括第三相机4131及第三镜头4132,上述第一相机4111、第二相机4121及第三相机4131均位于载台22的上方并自后向前依次排布。
此外,产品检测机构4还包括安装架42,安装架42的底部设有光源装置44,第二相机4121固定地设于安装架42上,第一相机4111、第三相机4131各自沿输料方向相对滑动地设置在安装架42上。具体地,安装架42上平行地设有沿输料方向延伸的第一滑轨421和第二滑轨422,第一相机4111滑动地设置在第一滑轨421上,安装架42上设有驱使第一相机4111沿第一滑轨421滑动的第一驱动电机431;第三相机4131滑动地设置在第二滑轨422上,安装架42上设有驱使第三相机4131沿第二滑轨422滑动的第二驱动电机432。如此,第一相机4111、第二相机4121、第三相机4131能够根据需要在输料方向上自由地调整间距;同时,安装架42垂直于输料方向滑动地设置在横梁11上,安装架42沿横梁11滑动时即可带动第一相机4111、第二相机4121、第三相机4131一同横向滑动。实际运行时,根据液晶面板的实际尺寸以及各待测位点的相对位置,各驱动电机驱动各检测相机调整至对应位置,使得各检测模块41能够准确定位到待测位点。
以下具体阐述下本实施例的工作过程:
一种基于上述检测装置的液晶面板的检测方法,包括如下步骤:
S1、将载有待检测的液晶面板的载台22沿输料方向传送;
S2、检测液晶面板在载台22上的相对位置,并获取相对位置与液晶面板在载台22上预设位置之间的位置偏差信息,具体是采用位置检测相机31检测和获取信息;
S3、根据位置偏差信息驱使载台22旋转,使得液晶面板的长度方向与输料方向一致,具体是通过旋转控制器控制驱动电机,使得载台22旋转;
S4、载台22沿输料方向传输,液晶面板依次经过不同的检测模块41,具体是依次经过偏移检测模块411、压痕检测模块412及涂胶检测模块413,所有的检测模块41分别获取液晶面板的图像信息,经将检测信息传送至统一的信息处理单元,由信息处理单元判断液晶面板的检测项是否合格,当且仅当所有检测项均合格时,液晶面板的检测结果为合格,否则为不合格;
S5、将合格的液晶面板继续向前传输,将不合格的液晶面板下料处理。
如此,本实施例中液晶面板的检测装置及检测方法,可同时对偏移、压痕、涂胶多个项目进行检测,大大缩短了生产线长度和工艺耗时,减少了人力,大大提高了生产效率。
上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
- 液晶面板母板及检测装置和检测方法、液晶面板制备方法
- 液晶面板检测装置和液晶面板检测方法