铁粉内环式不锈钢磁密封轴承
文献发布时间:2023-06-19 10:13:22
技术领域
本发明属于新型磁密封轴承技术领域,具体涉及一种铁粉内环式不锈钢磁密封轴承。
背景技术
现代工业技术的发展,特别需要一种在高温高压下环境下,能将外部的空气(或液体)与内部环境完全隔断不泄露,又能将动力由外部传递给内部的转动密封装置,目的是使内部环境在搅动中发生反应,从而得到纯正的反应物质,这就是目前常用的磁密封轴承技术,然而磁流体及磁力受温度及材料的影响,如采用磁强力普钢材料时,在磁强力作用下装配就很困难甚至无法装配;目前大部份磁密封技术采用磁场N.S极磁场产生的磁力线与转轴间产生小间隙中添加磁流体,形成一个磁流体密封环的技术,从而起到在动态转动下密封不泄露气体作用,但是在高温高压环境下,磁流体中流体液受热挥发只剩铁粉时,密封就会失效从而在转动中就会产生泄露,使生产运动极不安全。
发明内容
本发明的目的就是为了解决上述背景技术存在的不足,提供一种在高温环境下,能保持轴承转动,同时在一定压力下,能保证轴承进口端不向出口端泄露气液体的铁粉内环式不锈钢磁密封轴承。
本发明采用的技术方案是:一种铁粉内环式不锈钢磁密封轴承,包括磁轴承外座,所述磁轴承外座底部为进气端,顶部为出气端,还包括上动力输出轴、下动力轴、对称的两个下向芯轴承,上向心轴承,强磁铁、气封内圈,两个所述强磁铁对称固定在磁轴承外座内,通过磁铁压紧座压紧固定,所述下动力轴、气封内圈、上动力输出轴从下至上依次设于磁轴承外座内,且通过上输出动力轴锣钉连接,所述强磁铁内侧与磁铁压紧座之间设有铁粉槽,所述铁粉槽内设有铁粉,两个所述气封内圈的外端分别位于铁粉槽内,两个所述气封内圈的内端之间通过连接键连接;两个所述下向芯轴承对称位于磁轴承外座与下动力轴之间,两个所述上向心轴承对称位于磁轴承外座与上动力输出轴之间。
进一步优选的结构,所述下向芯轴承底部设有下轴承外压圈密封,所述下轴承外压圈通过压圈螺丝固定于磁轴承外座上;所述上向心轴承顶部设有上轴承外压圈密封,所述上轴承外压圈通过上轴承外圈螺丝固定于磁轴承外座上。
进一步优选的结构,所述下动力轴端部通过下轴承内圈锁紧帽固定。
进一步优选的结构,所述上动力输出轴端部通过上轴承内圈紧锁帽固定。
进一步优选的结构,所述磁轴承外座内靠近强磁铁处设有冷却水槽,所述冷却水槽内设有冷却水,所述冷却水槽外部通过密封水环密封。
进一步优选的结构,所述气封内圈为T型密封环结构,所述T型密封环结构的T型一端端头位于铁粉槽内。
本发明由下向芯轴承、上向心轴承使气封内圈固定在铗粉槽中间位置上,并沿下向芯轴承、上向心轴承轴芯转动。利用强磁铁吸附铁粉会形成一个由里向外的鼓包,受磁力的影响这个鼓包密度的强度是由外向里骤步增大,控制这个磁鼓包的空间型态,并将密封环(气封内圈)安置在这个磁鼓包空间型态中,并尽可能地靠近最强磁铁粉磁铁边,气封内圈做成T字型态以增加阻力面积,密封气进口设在T字型腰部使气体更难以通过,除磁铁或铁粉外,全部零部件都采用不锈钢材质,使磁轴承在装配过程中不会产生金属磁干扰,为确保气封内圈安置在磁铁鼓包工作正确位置,将下动力轴,气封内圈,上动力输出轴本来是一个整的转动轴设计成分段式,磁铁粉鼓包为磁轴承外座与磁铁压紧座两部分,将气封内圈包在磁铁粉鼓包中,为了使铁粉正确放置。
本发明的有益效果是:直接采用铁粉利用强磁铁磁力线强度形成的磁铁粉团将不锈钢环包衷住,不锈钢密封环在包衰的磁铁粉团中转动从而起到了即能转动又能密封的效果,这种结构就增大了流体穿透的体积及体积的强度对穿透的阻碍,从而增大了流体的压力,而采用全不锈钢材料,目的就是不受磁力强度的影响便于安装及维修,而只接采铁粉就避免了磁流体的调配等难度。
附图说明
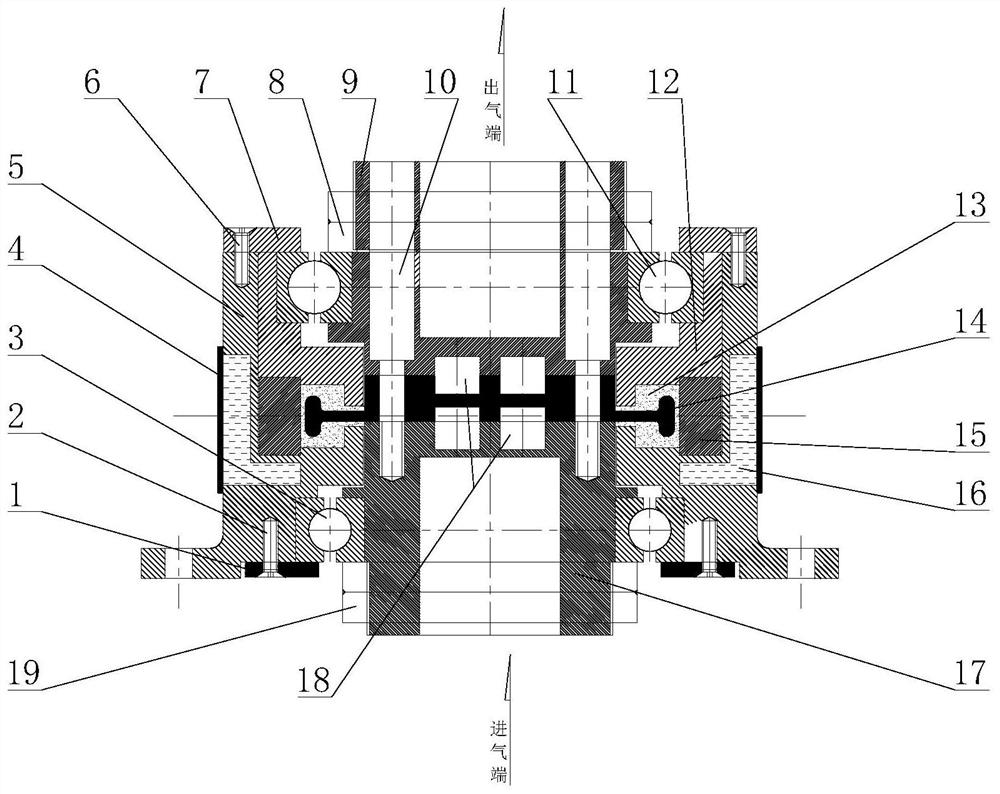
图1为本发明的结构示意图。
其中,1-下轴承外压圈、2-压圈螺丝、3-下向芯轴承、4-密封水环、5-磁轴承外座、6-上轴承外圈螺丝、7-上轴承外压圈、8-上轴承内圈紧锁帽、9-上动力输出轴、10-上输出动力轴螺丝、11-上向心轴承、12-磁铁压紧座、13-铁粉槽、14-气封内圈、15-强磁铁、16-冷却水、17-下动力轴、18-连接键、19-下轴承内圈锁紧帽。
具体实施方式
下面结合附图和具体实施例对本发明作进一步的详细说明,便于清楚地了解本发明,但它们不对本发明构成限定。
如图1所示,本发明包括磁轴承外座5,磁轴承外座5底部为进气端,顶部为出气端,还包括上动力输出轴9、下动力轴17、对称的两个下向芯轴承3,上向心轴承11,强磁铁15、气封内圈14,两个强磁铁15对称固定在磁轴承外座5内,通过磁铁压紧座12压紧固定,下动力轴17、气封内圈14、上动力输出轴9从下至上依次设于磁轴承外座5内,且通过上输出动力轴锣钉10连接,强磁铁15内侧与磁铁压紧座12之间设有铁粉槽13,铁粉槽13内设有铁粉,两个气封内圈14的外端分别位于铁粉槽13内,两个气封内圈14的内端之间通过连接键18连接;两个下向芯轴承3对称位于磁轴承外座5与下动力轴17之间,两个上向心轴承11对称位于磁轴承外座5与上动力输出轴9之间。
下向芯轴承3底部设有下轴承外压圈1密封,下轴承外压圈1通过压圈螺丝2固定于磁轴承外座5上;上向心轴承11顶部设有上轴承外压圈7密封,上轴承外压圈7通过上轴承外圈螺丝6固定于磁轴承外座5上。
下动力轴17端部通过下轴承内圈锁紧帽19固定。
上动力输出轴9端部通过上轴承内圈紧锁帽8固定。
磁轴承外座5内靠近强磁铁15处设有冷却水槽,冷却水槽内设有冷却水16,冷却水槽外部通过密封水环4密封。
气封内圈14为T型密封环结构,T型密封环结构的T型一端端头位于铁粉槽13内。
本发明利用磁铁吸附铁粉会形成一个由里向外的鼓包,受磁力的影响这个鼓包密度的强度是由外向里骤步增大,控制这个磁鼓包的空间型态,并将密封环安置在这个磁鼓包空间型态中,并尽可能地靠近最强磁铁粉磁铁边,密封环做成T字型态以增加阻力面积,密封气进口设在T字型腰部使气体更难以通过,除磁铁或铁粉外,全部零部件都采用不锈钢材质,使新型磁轴承在装配过程中不会产生金属磁干扰,为确保T型密封环安置在磁铁鼓包工作正确位置,将下动力轴17,T型密封环(气封内圈14),上动力输出轴9本来是一个整的转动轴设计成分段式,磁铁粉鼓包也设计成磁轴承外座5与磁铁压紧座12两部分,将T型密封环气封内圈14包在磁铁粉鼓包中,为了使铁粉正确放置,我们规定了这种新型磁轴承的装配程序,及后续的必须捡测要求。
本发明装配过程:1、首先将下向芯轴承3固定在下动力轴17轴承位置上;2、将强磁铁15环放进磁轴承外座5磁铁槽中;3、将安装好的下动力轴17安装在磁轴谇L外座5(磁轴承外座5)下部轴承位中,并用下轴承外压圈1压紧固定;4、首先将连接键18放进下动力轴17的键槽中,再将气封内圈14对齐下动力轴17的键并压紧到止定位,这时用不锈钢匙将铁粉沿铁粉槽均匀放置,铁粉放置量以刚好埋住气封内环的环头即可;5、安装磁铁压紧座12;6、安装气封内圈键;7、安装上动力输出轴9到下止位;并安装上输出动力轴螺丝10;8、安装上向芯轴承11,并用上轴承外压圈7压紧上向芯轴承11及磁铁压紧座12;9、放置试验台:调试转动灵活性,测试转动阻力大小值,测试密封压力大小值,以上三项达工作参数后交付安装使用。
本说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。
- 铁粉内环式不锈钢磁密封轴承
- 铁粉内环式不锈钢磁密封轴承