扣式电池整形装置
文献发布时间:2023-06-19 10:25:58
技术领域
本发明涉及扣式电池技术领域,特别涉及一种扣式电池整形装置。
背景技术
在生产过程中,带线扣式电池外的热塑套管成型后,其头部和尾部容易产生翘角的问题;热塑套管的头部和尾部翘角会在使用终端造成安装困难。目前基本都是通过人工整形来达到产品要求,导致整形自动化程度低、劳动强度高、生产效率低,另外人工在操作过程中有被热风灼伤的风险。
发明内容
本发明提供了一种扣式电池整形装置,以解决现有技术中扣式电池整形自动化程度低、劳动强度高、生产效率低的技术问题。
为达到上述目的,本发明的技术方案是这样实现的:
本发明提供了一种扣式电池整形装置,包括转动机构、吹塑机构、整形机构以及出料机构,所述转动机构包括驱动电机、与所述驱动电机连接的转盘及设置于所述转盘上的夹具,所述吹塑机构、所述整形机构及所述出料机构沿所述转盘的转动方向依次设置于所述转盘的周侧;
所述夹具内放置的扣式电池经所述吹塑机构热风吹塑并经所述整形机构压平后,由所述出料机构卸料。
进一步地,所述夹具与所述转盘可拆卸连接。
进一步地,所述转盘上形成有第一通孔,所述夹具上形成有台阶部,所述夹具穿过所述第一通孔,所述台阶部位于所述转盘的下方,所述台阶部与所述转盘连接。
进一步地,所述转动机构还包括连接杆和弹性件,所述连接杆连接所述台阶部与所述转盘,所述弹性件套设于所述连接杆上,所述弹性件的一端支撑于所述夹具的底端面上,另一端抵接于所述连接杆上。
进一步地,所述夹具上形成有多个凹槽,多个所述凹槽在所述夹具上间隔设置,所述扣式电池放置于所述凹槽内。
进一步地,所述夹具的数量为多个,多个所述夹具沿所述转盘的边缘间隔布设。
进一步地,所述转盘上形成有多个第二通孔,多个所述第二通孔在所述转盘上间隔布设。
进一步地,所述出料机构包括滑动组件和取料板,所述取料板安装于所述滑动组件上并在所述滑动组件上滑动;所述取料板包括滑块及安装于所述滑块上的磁性件,所述滑块安装于所述滑动组件上,所述磁性件吸引所述扣式电池以取料。
进一步地,所述滑动组件包括第一滑板和第二滑板,所述第一滑板上具有第一滑轨,所述第二滑板上具有第二滑轨,所述第一滑轨与所述第二滑轨垂直设置;所述第二滑板在所述第一滑轨上滑动,所述滑块安装于所述第二滑板上并沿所述第二滑轨移动。
本发明提供的扣式电池整形装置,将吹塑机构、整形机构及出料机构依次设置于转动机构的外周侧,且沿转盘的转动方向设置,便于当转盘转动时各机构依次对放置在夹具内的扣式电池进行相应的操作,大大提高了整形装置的自动化程度,提高了生产效率,降低了劳动强度和人工成本。上述扣式电池整形装置仅需要人工将扣式电池放置在夹具内,没有灼伤风险。
附图说明
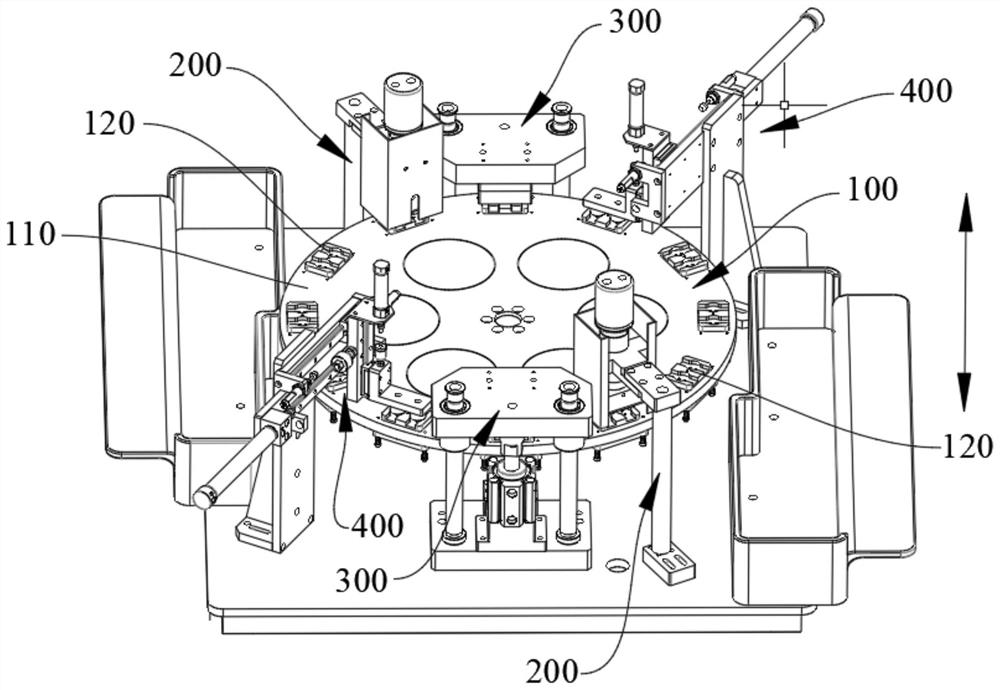
图1为本发明实施例提供的扣式电池整形装置的结构示意图;
图2为图1中所示出料机构的放大图;
图3为图1中所示夹具的放大图。
附图标记说明:
100、转动机构;110、转盘;120、夹具;121;凹槽;130、连接杆;140、弹簧;
200、吹塑机构;
300、整形机构;
400、出料机构;410、取料板;411、滑块;412、磁性件;420、第一滑板;421、第一滑轨;430、第二滑板;431、第二滑轨。
具体实施方式
下面结合附图及具体实施例对本发明再作进一步详细的说明。在本发明的描述中,相关方位或位置关系为基于图1所示的方位或位置关系,其中,“上”、“下”是指图1的上下方向。需要理解的是,这些方位术语仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
另外,在本发明中的“第一”、“第二”等描述,仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量或顺序。由此,限定有“第一”、“第二”的特征可以明示或隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个、三个等,除非另有明确具体的限定。
参照图1至图3,本申请实施例提供了一种扣式电池整形装置,包括转动机构100、吹塑机构200、整形机构300以及出料机构400,转动机构100包括驱动电机、与驱动电机连接的转盘110及设置于转盘110上的夹具120,吹塑机构200、整形机构300及出料机构400沿转盘110的转动方向依次设置于转盘110的周侧;夹具120内放置的扣式电池经吹塑机构200热风吹塑并经整形机构300压平后,由出料机构400卸料。
可以理解地,将吹塑机构200、整形机构300及出料机构400依次设置于转动机构100的外周侧,且沿转盘110的转动方向设置,便于当转盘110转动时各机构依次对放置在夹具120内的扣式电池进行相应的操作,大大提高了整形装置的自动化程度,提高了生产效率,降低了劳动强度和人工成本。上述扣式电池整形装置仅需要人工将扣式电池放置在夹具120内,没有灼伤风险。本申请实施例中,驱动电机可以是减速电机及由减速电机带动的减速分割器。转盘110固定在减速分割器上。
本申请实施例中,吹塑机构200、整形机构300与出料机构400的数量分别可以为一个或者多个,且三者的数量一一对应,以形成多个机构组。每个机构组分别可以在转盘110转动时对不同夹具120内的扣式电池完成热风吹塑、整形及出料的工作。也就是说,即使吹塑机构200、整形机构300及出料机构400的数量分别为多个,但为了工艺的连续性及简便性,一个吹塑机构200、一个整形机构300及一个出料机构400设置为一机构组,不同机构组之间间隔设置。即每一机构组都分别能够完成一个完整的整形工艺过程。可以理解地上述机构组为一个或者多个。根据转盘110的大小、产量的多少以及对装置的紧凑性要求等条件来调整机构组的数量。增加机构组的数量,可以同时对不同夹具120内的扣式电池进行处理,能够很大程度上提高生产效率。
具体地,参照图1,扣式电池整形装置中分别设置了两个吹塑机构200、两个整形机构300、两个出料机构400,分别对夹具120上料之后,转盘110开始转动,每一机构组能够分别对不同夹具120内的扣式电池进行热风吹塑、整形及出料的工作。两个机构组对称设置,能够实现双边上料双边出料,使工位布局更合理紧凑。
一些实施例中,夹具120与转盘110可拆卸连接。可以理解地,夹具120可以拆卸的情况下,便于对夹具120进行更换,从而能够适用于不同型号的扣式电池。夹具120上可以设置一个凹槽121,放置一个扣式电池;也可以设置多个凹槽121,放置多个扣式电池。进一步地,夹具120上形成有多个凹槽121,多个凹槽121在夹具120上间隔设置,扣式电池放置于凹槽121内。可以理解地,夹具120上多个凹槽121的设计,能够进一步提高生产效率。具体地,参照图1、图3,夹具120上形成有两个凹槽121,两个凹槽121并排间隔设置,可以同时放置两个扣式电池。夹具120上凹槽121的数量,根据扣式电池的尺寸及夹具120的尺寸来决定。不同凹槽121并排间隔设置,能够同时进行热风吹塑、整形及出料的工序,不会产生互相影响。
可以理解地,夹具120的数量可以为一个或者多个。一些实施例中,夹具120的数量为多个,多个夹具120沿转盘110的边缘间隔布设。每个夹具120内可以放置一个或者多个扣式电池。由此可以同时对多个扣式电池进行操作。具体地,参照图1,夹具120的数量为12个,每个夹具120内可以放置两个扣式电池。
一些实施例中,转盘110上形成有多个第二通孔,多个第二通孔在转盘110上间隔布设。可以理解地,在转盘110上间隔设置多个第二通孔,能够减轻转盘110的重量,节省材料成本,更便于驱动电机驱动转盘110。第二通孔仅表示孔穿过底盘,但对第二通孔的形状、位置及其数量不作限定。具体地,参照图1,第二通孔的形状为圆形,数量根据第二通孔在转盘110上的位置及转盘110的尺寸来设计。第二通孔与夹具120间隔设置,以免减小夹具120四周转盘110的强度。
参照图3,一些实施例中,转盘110上形成有第一通孔,夹具120上形成有台阶部,夹具120穿过第一通孔,台阶部位于转盘110的下方,台阶部与转盘110连接。可以理解地,夹具120在其与转盘110连接的两端部形成有台阶部,安装时将台阶部安装于转盘110的下方。本申请实施例中,夹具120与转盘110可以是可拆卸连接,也可以是固定连接。台阶部的设置使转盘110的上表面避免显露夹具120的多余结构,能够使结构布局更加合理。可以理解地,夹具120除了位于转盘110下方的部分之外的厚度仍大于转盘110的厚度。即夹具120的上表面高出转盘110的上表面。以便于在夹具120上形成凹槽121放置扣式电池。
进一步地,转动机构100还包括连接杆130和弹性件,连接杆130连接台阶部与转盘110,弹性件套设于连接杆130上,弹性件的一端支撑于夹具120的底端面上,另一端抵接于连接杆130上。可以理解地,将弹性件设置在夹具120的底端与连接杆130的底部之间,能够使弹性件在连接杆130底部和夹具120底端之间进行弹性压缩,实现夹具120与转盘110的弹性连接。当对夹具120的上表面施加外力时,弹簧140压缩,夹具120在第一通孔下沉,能够避免整形装置对夹具120施加压力时,将一部分压力施加在转盘110上,延长转盘110的使用寿命。
一些实施例中,出料机构400包括滑动组件和取料板410,取料板410安装于滑动组件上并在滑动组件上滑动;取料板410包括滑块411及安装于滑块411上的磁性件412,滑块411安装于滑动组件上,磁性件412吸引扣式电池以取料。可以理解地,通过磁性吸引的方式取料能够简化出料机构400的结构,提高效率,降低成本。滑动组件及滑块411的作用在于将取料板410运送到合适的位置进行吸取。另外,吸取的方式不会对扣式电池的外表造成损伤;也更加适合夹具120上放置扣式电池的凹槽121结构。具体地,磁性件412可以为磁铁。
进一步地,滑动组件包括第一滑板420和第二滑板430,第一滑板420上具有第一滑轨421,第二滑板430上具有第二滑轨431,第一滑轨421与第二滑轨431垂直设置;第二滑板430在第一滑轨421上滑动,滑块411安装于第二滑板430上并沿第二滑轨431移动。也就是说,采用两个方向的滑动配合来将磁性件412运送到扣式电池的上方进行吸取,结构简单,容易实现并实现自动化,提高生产效率。
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不同限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。并且,本发明各个实施方式之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
- 整形机构及扣式电池整形装置
- 扣式电池整形装置