一种用于加工中心轴承座钻深孔的装置
文献发布时间:2023-06-19 10:49:34
技术领域
本发明涉及一种加工装置,尤其是涉及一种用于加工中心轴承座钻深孔的装置。
背景技术
如何提高数控机床利用率?通过技术分析,夹具的使用有很大的关系。据不完全统计,国内企业数控机床选用夹具不合理的比例高达50%以上。至2014年底,中国数控机床保有量近一百万台,也就是说有50万台以上的数控机床由于夹具选择不合理或应用不当,而出现了“窝工”现象;从另外一个角度来讲,在数控机床夹具的选择与应用上大有文章可做,因为其中蕴含了可观的潜在经济效益。
之前采用的加工装夹方式,虽然也能完成一系列精加工的工序,但是采用内撑的方式,从上往下同时挤压工件的外圆弧,装夹拆卸过程费时费力。并且在斜面上钻孔攻丝,容易导致钻头崩裂。
发明内容
本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种用于加工中心轴承座钻深孔的装置。
本发明的目的可以通过以下技术方案来实现:
一种用于加工中心轴承座钻深孔的装置,包括底板及安装在底板上的定位机构及与定位机构配合使用的限位机构,
所述定位机构包括定位圆柱、两组侧方定位块及设置两组侧方定位块之间的滑动定位块,所述定位圆柱抵接在所述滑动定位块上,所述两组侧方定位块堆成设置在底板上表面的两侧,各组侧方定位块由上侧方定位块及下侧方定位块组成,定位机构在X轴、Y轴、Z轴三个方向上对被加工中心轴承座进行定位。
所述限位机构为弹簧,该弹簧抵接在所述滑动定位块的一侧,滑动定位块的另一侧抵接被加工中心轴承座,这样当锁紧上侧方定位块及下侧方定位块的螺栓松开时可以带动滑动定位块顶紧被加工中心轴承座,防止其在X轴、Y轴的水平方向上转动。
所述上侧方定位块及下侧方定位块经螺栓连接在所述底板上,所述滑动定位块的两端伸入到上侧方定位块及下侧方定位块之间的空间,沿该空间滑动。
所述上侧方定位块及下侧方定位块为L形结构。
滑动定位块用于被加工中心轴承座的工位找正,根据客户图纸的要求以一侧的毛坯面作为加工基准面,再者考虑到毛坯面无法完全以面接触来定位,因此滑动定位块定位端中间挖空,仅留两端10x10的方形定位面来定位被加工中心轴承座,同时也对产品的X轴、Y轴两方向上进行了限位。
所述定位圆柱精准定位了X轴,Y轴两方向上的加工水平位置,并且通过滑动定位块从一侧顶住,被加工中心轴承座会不以圆柱为中心发生旋转偏移,确定打孔的位置不会发生偏移,确保产品不会发生报废。
所述底板的两端连接工装连接盘,所述弹簧的一端抵接在一端的工装连接盘上,另一端抵接在滑动定位块上,工装连接盘可带动装置旋转180°,一次装夹完成钻孔,铣孔,铣圆弧,钻孔攻丝工序,减少不必要的累计偏差,使得孔位及尺寸合格稳定。
所述被加工中心轴承座上设有压板,防止被加工中心轴承座在旋转时脱落。
与现有技术相比,本发明具有以下优点:
1、效率高、成本降低,不需要重复装夹,方便效率,只需要旋转加工中心的第四轴九能够实现产品能够360旋转从而加工各种角度位置的孔,可一次性完成钻孔,铣孔,铣圆弧,钻孔攻丝等工艺,利用数控程序定位换刀加工即可。
2、稳定性好、加工精度高,现有技术采用钻床打孔,直接用钻头打深孔粗糙度差,由于此处毛坯是没有预留孔的,直接打还会打偏,因此放在加工中心先打 D16的孔,再用D25的钻头扩孔,分两把钻头加工,普通钻床上也无法实现这一效果,需要拆换钻头,不可取,改进后排除了因钻孔过深,操作员手动操作导致的钻头崩裂问题,故钻孔加工尺寸稳定性好,攻丝顺畅,减少了累计偏差。
附图说明
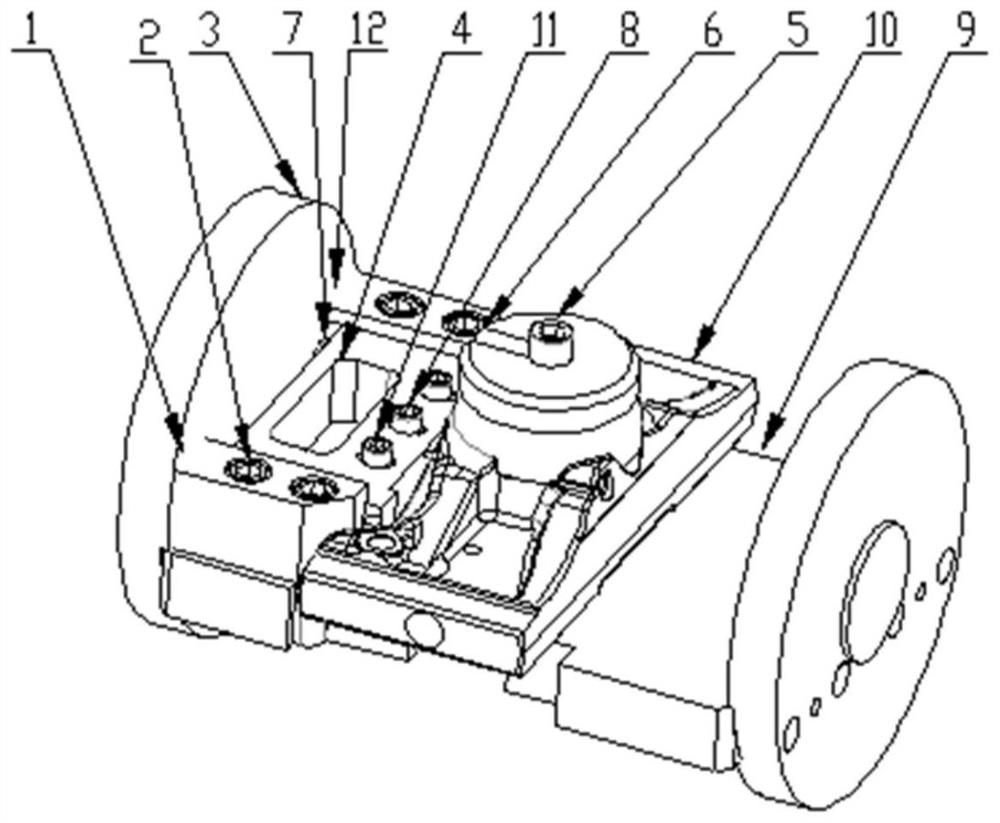
图1为实施例中本发明的结构示意图;
图2为实施例中本发明的俯视结构示意图;
图3为实施例中本发明的剖视结构示意图;
图4为实施例中定位圆柱处的结构示意图。
图中,1-下侧方定位块、2-M16定位螺栓、3-工装连接盘、4-滑动定位块、5- M16x70长螺栓、6-压盖、7-弹簧、8-M10锁紧螺栓、9-底板、10-被加工中心轴承座、11-M8锁紧螺栓、12-上侧方定位块、13-定位圆柱。
具体实施方式
下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进。这些都属于本发明的保护范围。
实施例
一种用于加工中心轴承座钻深孔的装置,其结构如图1-3所示,包括底板9及安装在底板9上的定位机构及与定位机构配合使用的限位机构。在底板9的两端还连接有工装连接盘3。使用的定位机构包括定位圆柱、两组侧方定位块及设置两组侧方定位块之间的滑动定位块4,定位圆柱13抵接在滑动定位块4上,如图4所示。定位圆柱13精准定位了X轴,Y轴两方向上的加工水平位置,并且通过滑动定位块4从一侧顶住,被加工的中心轴承座会不以定位圆柱13为中心发生旋转偏移,确定打孔的位置不会发生偏移,确保产品不会发生报废。两组侧方定位块堆成设置在底板9上表面的两侧,各组侧方定位块由上侧方定位块12及下侧方定位块 1组成,上侧方定位块12及下侧方定位块1经螺栓连接在底板9上。上侧方定位块12及下侧方定位块1为L形结构,滑动定位块4的两端伸入到上侧方定位块12 及下侧方定位块1之间的空间,沿该空间滑动。定位机构在X轴、Y轴、Z轴三个方向上对被加工中心轴承座10进行定位。另外压盖6通过M16x70长螺栓5从正上方将被加工中心轴承座10压接在定位圆柱13上。
使用的限位机构为弹簧7,该弹簧7抵接在滑动定位块4的一侧,弹簧7的另一侧抵接在其中一个工装连接盘3上。滑动定位块4的一侧抵接弹簧7,另一侧抵接被加工中心轴承座10,这样当锁紧上侧方定位块12及下侧方定位块1的螺栓松开时可以带动滑动定位块顶紧被加工中心轴承座,防止其在X轴、Y轴的水平方向上转动。
具体来说,下侧方定位块1及上侧方定位块12经螺栓连接在底板9上,如此一来滑动定位块4就可以在两定位块中间来回移动,之后将弹簧7放入滑动定位块 4上设计开好的左右两深孔内,先把M16定位螺栓2穿过滑动定位块4拧入底板9。在下侧方定位块1及上侧方定位块12上设有开槽,滑动定位块4在自由状态可以来回滑动的,并且滑动定位块4在安装M10与M8的锁紧螺栓的孔是腰孔,会有至少10mm来回滑动的距离,因为滑动定位块4顶接的位置是被加工产品的毛坯位置,该位置不机加工,因此每一件产品此处切边都不一样,所以设计来回滑动的装置以适应不一样的产品毛坯,一般偏差不会超过3mm,滑动定位块4滑动的距离能够完全满足不同的毛坯状态,一般同一个锻造批次的毛坯,调整首件后都不用再调整第二件了,直接锁紧滑动定位块4上的螺栓即可,并且利用M16定位螺栓 2将下侧方定位块1及上侧方定位块12连接在底板9上,再在其左右两侧拧入M10 锁紧螺栓8,此时的弹簧7处于收紧状态,可根据产品毛坯的状态松开螺栓进行Y 轴方向上的调整,如此便限制了被加工产品沿Y向转动。在底板9的两端连接工装连接盘3,弹簧7的一端抵接在一端的工装连接盘3上,另一端抵接在滑动定位块4上,工装连接盘3可带动装置旋转180°,一次装夹完成钻孔,铣孔,铣圆弧,钻孔攻丝工序,减少不必要的累计偏差,使得孔位及尺寸合格稳定。
滑动定位块4用于被加工中心轴承座的工位找正,根据客户图纸的要求以一侧的毛坯面作为加工基准面,再者考虑到毛坯面无法完全以面接触来定位,因此滑动定位块定位端中间挖空,仅留两端10x10的方形定位面来定位被加工中心轴承座,同时也对产品的X轴、Y轴两方向上进行了限位。
定位圆柱13精准定位了X轴,Y轴两方向上的加工水平位置,并且通过滑动定位块4从一侧顶住,被加工中心轴承座会不以圆柱为中心发生旋转偏移,确定打孔的位置不会发生偏移,确保产品不会发生报废。配以滑动定位块4能够将被加工中心轴承座完全定位。
用于Z轴方向上的限位机构主要由压板5来实现,通过在定位圆柱上开的M16 螺纹孔,操作工可以用M16的内六角螺栓旋紧在定位圆柱上,并同时将压板5压紧在被加工中心轴承座10上使得Z轴方向被限位;在此过程中定位圆柱已经将被加工产品的X轴方向的移动限位。
根据被加工零件的加工内容,需要对底板9进行防止加工干涉的线切割处理,由于底板9的平面度与垂直度都对产品的加工有极大的影响,因此我司确定用线切割对底板9的形状尺寸进行加工,保证底板9的型位公差尺寸不受影响。
在本发明的描述中,需要理解的是,术语、“上方”、“底部”、“平行”、“中间”等指示方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的组件或元件必须具有特定的方位,以特定的方位构造和操作,因此不能理解为对本发明的限制。
在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
上述对实施例的描述是为便于该技术领域的普通技术人员能理解和使用发明。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本发明不限于上述实施例,本领域技术人员根据本发明的揭示,不脱离本发明范畴所做出的改进和修改都应该在本发明的保护范围之内。
- 一种用于加工中心轴承座钻深孔的装置
- 一种深孔钻导套自动更换装置及加工中心