一种双联齿轮齿槽快速对中方法及系统
文献发布时间:2023-06-19 10:51:07
技术领域
本发明属于工程机械领域,具体涉及一种双联齿轮齿槽快速对中方法及系统。
背景技术
在齿轮传动领域,常面临双联齿轮精加工时要求两个齿圈的某两个齿槽位置有严格对中关系的情况,传统的方法是将两个齿圈分别精加工后套装,在套装时利用对齿工装保证齿槽位置度,因套装一般是过盈配合,对中工装结构复杂,对中精度低。当两个齿圈无法套装而设计成一体式时,必须采用加工手段保证两个齿槽的对中位置度。目前加工时常采用的对中方法有手动测量补偿对中、传感器自动测量补偿对中等,都需要多次测量及循环补偿才能达到要求的对中精度,对中流程繁琐,检测时间长,精度稳定性较低。
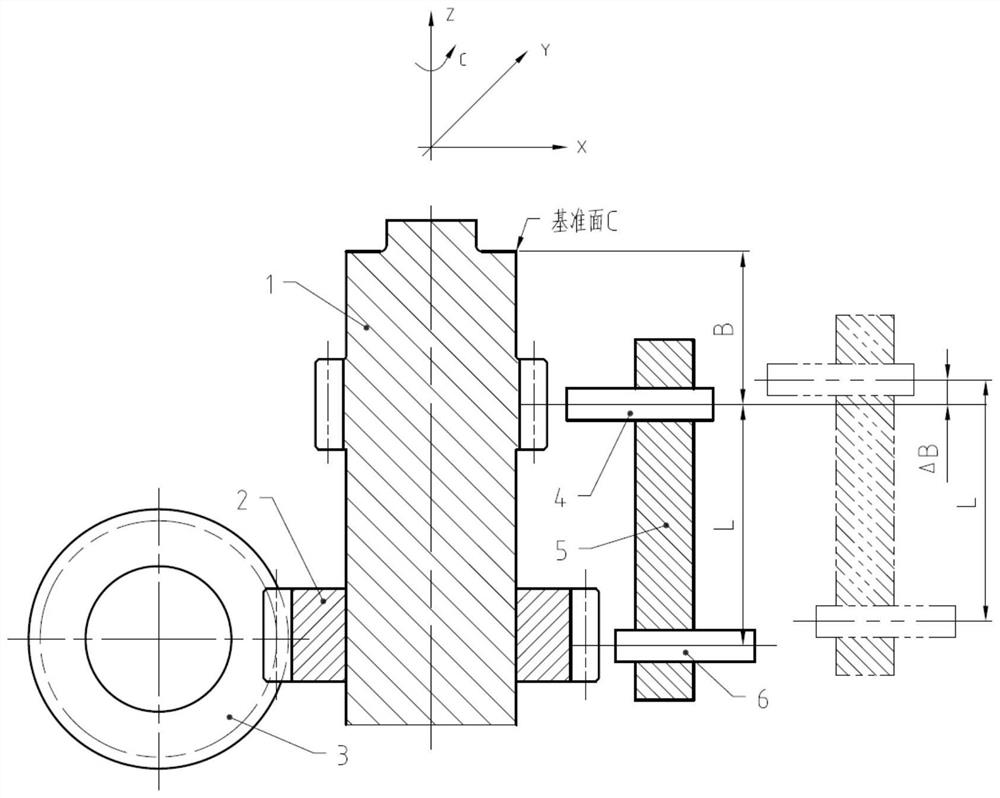
如图1、图2所示的一典型的双联齿轮零件,其中两个齿圈上某两个齿槽要求严格的对中关系(可以是位置度、角度等),以距离基准面C长度为B的截面上第一齿轮1的分度圆齿槽中心线为基准(图示A基准),要求距离基准A长度为L的截面上第二齿轮2的一个分度圆齿槽需要与基准A对中,图2中示例的双联齿轮要求两分度圆齿槽中心偏差在0.1mm以内。示例的双联齿轮由第二齿轮2套装在第一齿轮1上组成,也可以是两齿轮为一体式结构。
该类双联齿轮加工时,首先进行滚齿或铣齿粗加工,制出双联齿轮齿坯,粗加工齿坯也需要一定的对中精度,通常将对中的两个齿槽打上标记以便区分。齿坯粗加工时两齿圈对齿中方法已较为成熟。精加工时,一般先将基准齿轮(图中为第一齿轮1)正常加工至要求的精度和尺寸,然后以基准齿轮的标记齿槽中心线为基准,测量待加工齿轮标记齿槽中心线的位置偏差,再根据偏差值及偏差方向在设备中进行补偿,实现对中要求。目前国内外同行业采取的方案是,使用单传感器测头先测量第一齿轮1的齿槽位置,再轴向(图中Z向)移动距离L测量第二齿轮2的齿槽位置,最后计算偏差值与偏差方向进行反向补偿。此类方案需要传感器能精确移动和定位,一般将其安装在设备的数控轴上,容易引起加工及运动干涉,而且传感器需要测量两次,对中时间较长。
发明内容
针对上述现有技术中存在的不足,一方面,本发明提供一种双联齿轮齿槽快速对中方法,具体包括如下步骤:
步骤1:准备校准件及双传感器测量装置;其中:
校准件的外形及尺寸与待加工件相同;
双传感器测量装置包括传感器支架、第一传感器和第二传感器;第一传感器和第二传感器安装在传感器支架上,且第一传感器和第二传感器的测头之间的距离等于第一齿轮和第二齿轮之间的距离;
步骤2:将校准件装夹在待加工件的夹具上,安装双传感器测量装置使得第一传感器和第二传感器分别对应标准件的第一齿轮和第二齿轮的齿顶圆,且使得两个传感器的测头之间连线为竖直方向;
步骤3:启动加工设备工件旋转轴,第一传感器和第二传感器分别采集校准件上第一齿轮和第二齿轮的所有齿槽的位置信号,并将该位置信号传输至齿槽位置计算模块;
步骤4:齿槽位置计算模块根据步骤3得到的校准件所有齿槽的位置信号,找出校准件上第一齿轮与第二齿轮的所有齿槽中中心最接近的两个齿槽,以第一齿轮的齿槽中心为基准,计算校准件第二齿轮的齿槽中心的偏置大小及方向,即校准件偏置角度及方向;
步骤5:取下校准件,安装待加工件;启动加工设备工件旋转轴,使用双传感器测量装置采集待加工件上第一齿轮和第二齿轮的所有齿槽的位置信号,并将该位置关系信号传输至齿槽位置计算模块;
步骤6:齿槽位置计算模块根据步骤5得到的待加工件所有齿槽的位置信号,找出待加工件上第一齿轮与第二齿轮的所有齿槽中中心最接近的两个齿槽,以第一齿轮的齿槽中心为基准,计算待加工件第二齿轮的齿槽中心的偏置角度及方向,即待加工件偏置角度及方向。
步骤7:齿槽位置计算模块以步骤4得到的校准件偏置大小及方向为基准,计算步骤6得到的待加工件偏置角度及方向相对于标准件的偏离角度及偏离方向,也即需要补偿的角度及方向;
步骤8:齿槽位置计算模块根据步骤7得到的需要补偿的偏置值大小及偏置方向,通过加工设备控制器向设备工件旋转轴发出补偿信号,工件旋转轴根据该偏置值及方向进行补偿,自动对中及补偿完成。
进一步的,所述步骤1中,校准件两个基准齿槽的位置度误差在产品要求公差的1/10以内。
进一步的,所述加工设备是磨齿机、滚齿机、铣齿机。
进一步的,所述待加工件的第一齿轮是已精加工的基准齿,第二齿轮是待加工齿。
进一步的,所述第一传感器和第二传感器采用基于电磁感应、激光测距原理的能够检测齿轮齿槽中心分度位置的传感器。
另一方面,本发明提供一种双联齿轮齿槽快速对中系统,包括标准件、双传感器测量装置和齿槽位置计算模块,其中:
校准件的外形及尺寸与待加工件相同;
双传感器测量装置包括传感器支架、第一传感器和第二传感器;第一传感器和第二传感器安装在传感器支架上,且第一传感器和第二传感器的测头之间的距离等于第一齿轮和第二齿轮之间的距离;
双传感器测量装置的第一传感器和第二传感器分别对应标准件/待加工件的第一齿轮和第二齿轮的齿顶圆;且两个传感器的测头之间连线为竖直方向;
齿槽位置计算模块连接第一传感器、第二传感器和加工设备控制器;包括信息收发模块、校准件计算模块、待加工件计算模块和偏离位置及方向计算模块,其中:
信息接收模块用于实现如下功能:接收第一传感器、第二传感器发送的位置信号;
校准件计算模块用于实现如下功能:根据第一传感器、第二传感器发送的校准件的所有齿槽的位置信号,找出校准件上第一齿轮与第二齿轮的所有齿槽中中心最接近的两个齿槽,以第一齿轮的齿槽中心为基准,计算校准件第二齿轮的齿槽中心的偏置大小及方向,即校准件偏置角度及方向;
待加工件计算模块用于实现如下功能:根据第一传感器、第二传感器发送的待加工件的所有齿槽的位置信号,找出待加工件上第一齿轮与第二齿轮的所有齿槽中中心最接近的两个齿槽,以第一齿轮的齿槽中心为基准,计算待加工件第二齿轮的齿槽中心的偏置角度及方向,即待加工件偏置角度及方向。
偏离位置及方向计算模块用于实现如下功能:以校准件偏置大小及方向为基准,计算待加工件偏置角度及方向相对于标准件偏置大小及方向的偏离角度及偏离方向,也即需要补偿的角度及方向;
信息发送模块:根据偏离位置及方向计算模块得到的需要补偿的角度及方向,通过加工设备控制器向设备工件旋转轴发出补偿信号。
进一步的,所述校准件两个基准齿槽的位置度误差在产品要求公差的1/10以内。
进一步的,所述加工设备是磨齿机、滚齿机、铣齿机等能够进行齿部精加工的设备。
进一步的,所述待加工件的第一齿轮是已精加工的基准齿,第二齿轮是待加工齿。
进一步的,所述第一传感器和第二传感器采用基于电磁感应、激光测距原理的能够检测齿轮齿槽中心分度位置的传感器。
与现有技术相比,本发明的优点如下:
1、提高对中精度。
本发明采用外形尺寸与工件相同的高精度校准件,校准时装夹在待加工零件的夹具上,校准件的基准及定位位置与待加工零件相同,从而减小因零件或传感器测头定位不准确带来的误差,只要两个传感器的测头在各自对应的齿圈的有效齿宽范围内,即使测头在实际安装及调试过程中位置偏移可能达到数毫米,也不影响加工后的工件两齿槽位置精度,因此能够有效减小或消除传感器支架整体位置偏移带来的对中精度降低。该方案经过现场验证,对齿位置精度能稳定达到0.05mm以内,目前已应用于同类型零件的大批量生产加工。
2、提高对中工作效率。
本发明采用双传感器测头,只需在调试阶段使用校准件对两齿圈位置关系进行一次检测记录,后续加工时对每个待加工零件只进行一次检测动作,即可完成齿槽对中,对中时间等同于单个齿轮对中时间,相比单测头对中减少一次对中动作,大幅缩短对中时间。避免了传统误差补偿技术需要多次啮合磨削及检测并反复补偿才能达到要求精度的复杂过程,一次调试即可达到产品要求的精度。经现场批量应用验证,在保证产品要求精度的情况下,本发明的对中时间在10s以内,传统的单测头两次对齿方法对中时间在25s,效率提高1倍以上。
附图说明
附图是用来提供对本发明的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本发明,但并不构成对本发明的限制。附图包括:
图1是双联齿轮零件的剖视图;
图2是双联齿轮零件的俯视图。
图中各标号含义如下:
1-第一齿轮(已加工);2-第二齿轮(待加工);3-加工刀具;4-第一传感器;5-传感器支架;6-第二传感器。
以下结合附图和具体实施方式对本发明进一步解释说明。
具体实施方式
遵从上述技术方案,以下给出本发明的具体实施例。需要说明的是本发明并不局限于以下具体实施例,凡在本申请技术方案基础上做的等同变换均落入本发明的保护范围。
如无特殊说明,本申请中提到的“内外”、“上下”、“左右”等方位词,均以附图的“内外”、“上下”、“左右”为准。
实施例1:
本实施例给出一种双联齿轮齿槽快速对中方法,具体包括如下步骤:
步骤1:准备校准件及双传感器测量装置。其中:
校准件的外形及尺寸与待加工件相同,可直接装夹在待加工零件的夹具上;
双传感器测量装置包括传感器支架5、第一传感器4和第二传感器6;第一传感器4和第二传感器6安装在传感器支架5上,且第一传感器4和第二传感器6的测头之间的距离等于第一齿轮1和第二齿轮2之间的距离L,该距离根据产品设计要求确定。
步骤2:将校准件装夹在待加工件的夹具上,安装双传感器测量装置使得第一传感器4和第二传感器6分别对应标准件的第一齿轮1和第二齿轮2的齿顶圆,并离齿顶圆有一定距离,该距离根据所采用传感器的最佳感应距离给定;调整双传感器测量装置使得第一传感器4距离标准件基准面C的距离在尺寸B±1mm范围内,使用常规直尺测量即可保证该距离的调整;且使得两个传感器的测头之间连线为竖直方向;
步骤3:启动加工设备工件旋转轴(图1中的C坐标轴),第一传感器4和第二传感器6分别采集校准件上第一齿轮1和第二齿轮2的所有齿槽的位置信号,并将该位置信号传输至齿槽位置计算模块;
步骤4:齿槽位置计算模块根据步骤3得到的校准件所有齿槽的位置信号,找出校准件上第一齿轮1与第二齿轮2的所有齿槽中中心最接近的两个齿槽(如图2中第一齿轮1的齿槽F1和第二齿轮2的齿槽F2),以第一齿轮1的齿槽F1中心为基准(图2中基准A),计算校准件第二齿轮的齿槽F2中心的偏置大小及方向,即校准件偏置角度及方向;
步骤5:取下校准件,安装待加工件。启动加工设备工件旋转轴,使用双传感器测量装置采集待加工件上第一齿轮1和第二齿轮2的所有齿槽的位置信号,并将该位置关系信号传输至齿槽位置计算模块;
本发明中的待加工件,其第一齿轮1是已经过精加工的基准齿,第二齿轮2是待加工齿,具体根据产品设计者要求以哪个齿轮为基准进行调换,第一齿轮1和第二齿轮2为套装组合结构或者一体式结构。
步骤6:齿槽位置计算模块根据步骤5得到的待加工件所有齿槽的位置信号,找出待加工件上第一齿轮1与第二齿轮2的所有齿槽中中心最接近的两个齿槽,以第一齿轮1的齿槽F1中心为基准(图2中基准A),计算待加工件第二齿轮2的齿槽F2中心的偏置角度及方向,即待加工件偏置角度及方向。
步骤7:齿槽位置计算模块以步骤4得到的校准件偏置大小及方向为基准,计算步骤6得到的待加工件偏置角度及方向相对于标准件的偏离角度及偏离方向,也即需要补偿的角度及方向;
步骤8:齿槽位置计算模块根据步骤7得到的需要补偿的偏置值大小及偏置方向,通过加工设备控制器向设备工件旋转轴(图1中的C坐标轴)发出补偿信号,工件旋转轴根据该偏置值及方向进行补偿,自动对中及补偿完成。
利用上述方法对中结束后,加工设备控制加工刀具的齿进入补偿后的待加工件齿槽位置,加工设备开始切削加工,由本发明的方法进行对中后进行切削加工的零件,能够大大提高加工精度。
上述技术方案采用校准件+双传感器检测,不但能快速找出要求对中的两个齿槽并确定两个齿轮齿槽的初始位置关系,还能减小或消除传感器支架整体位置偏移(如图1中尺寸B变动误差ΔB)带来的对中精度降低。具体说明如下:
如果不使用校准件,当第一齿轮1和第二齿轮2为不同螺旋角的斜齿轮时,因两齿轮的导程不同,传感器支架5整体位置在偏移ΔB后两测头对应的两齿槽中心偏置量是不一样的,会产生偏置误差。测头在实际安装及调试过程中ΔB值可能达到数毫米,产生的偏置误差较大,严重影响加工精度。
采用本发明的校准件情况下,当传感器支架5安装产生整体位置偏移ΔB时,虽然双传感器检测的校准件两基准齿槽会产生偏置误差,但可利用齿槽位置计算模块记录校准件两基准齿槽的偏置大小及方向,在对待加工件齿槽位置偏置补偿时,将其补偿至与双传感器检测的校准件两基准齿槽的偏置大小及方向相同,即加工后的工件齿槽位置关系是与校准件完全一样的,因校准件是按照产品的理论尺寸B和L加工并检测合格的,所以加工后的工件也是合格的,这样,便有效地消除了传感器支架整体位置偏移ΔB带来的齿槽偏置误差,而且,只要传感器测头在两个齿圈的有效齿宽范围内,即使测头在实际安装及调试过程中ΔB值可能达到数毫米,也不影响加工后的工件两齿槽位置精度。
该方案经过现场验证,对齿位置精度能稳定达到0.05mm以内,目前已应用于同类型零件的大批量生产加工。
另外,上述方案采用双传感器测头,只需在调试阶段使用校准件对两齿圈位置关系进行一次检测记录,后续加工时对每个待加工零件只进行一次检测动作,即可完成齿槽对中,对中时间等同于单个齿轮对中时间,相比单测头对中减少一次对中动作,大幅缩短对中时间。避免了传统误差补偿技术需要多次啮合磨削及检测并反复补偿才能达到要求精度的复杂过程,一次调试即可达到产品要求的精度。经现场批量应用验证,在保证产品要求精度的情况下,本发明的对中时间在10s以内,传统的单测头两次对齿方法对中时间在25s,效率提高1倍以上。
优选的,步骤1中,校准件两个基准齿槽的位置度误差在产品要求公差的1/10以内,如要求位置度0.05mm,则校准工件的位置度误差应≤0.005mm。
优选的,双传感器测量装置安装在加工设备上的较大空间处,能够相对于双联齿轮移动或者摆动。具体的,可将传感器支架5通过连杆机构或合页铰接在加工设备上,使得传感器支架5和两个传感器整体相对于双联齿轮的距离可调。或者传感器支架5安装在一可移动的平台上,从而实现传感器相对于双联齿轮的位置可调。
优选的,本发明中的加工设备是磨齿机、滚齿机、铣齿机等能够进行齿部精加工的常用设备,但不限于上述设备。
优选的,第一传感器4和第二传感器6采用基于电磁感应、激光测距原理的能够检测齿轮齿槽中心分度位置的传感器,但不限于上述传感器。
实施例2:
本实施例给出一种双联齿轮齿槽快速对中系统,包括标准件、双传感器测量装置和齿槽位置计算模块,其中:
校准件的外形及尺寸与待加工件相同,可装夹在待加工零件的夹具上;
双传感器测量装置包括传感器支架5、第一传感器4和第二传感器6;第一传感器4和第二传感器6安装在传感器支架5上,且第一传感器4和第二传感器6的测头之间的距离等于第一齿轮1和第二齿轮2之间的距离L,该距离根据产品设计要求确定。
双传感器测量装置的第一传感器4和第二传感器6分别对应标准件/待加工件的第一齿轮1和第二齿轮2的齿顶圆;第一传感器4距离工件基准面C的距离在尺寸B±1mm范围内,且两个传感器的测头之间连线为竖直方向;
齿槽位置计算模块连接第一传感器4、第二传感器6和加工设备控制器;包括信息收发模块、校准件计算模块、待加工件计算模块和偏离位置及方向计算模块,其中:
信息接收模块用于实现如下功能:接收第一传感器4、第二传感器6发送的位置信号;
校准件计算模块用于实现如下功能:根据第一传感器4、第二传感器6发送的校准件的所有齿槽的位置信号,找出校准件上第一齿轮1与第二齿轮2的所有齿槽中中心最接近的两个齿槽(如图2中第一齿轮1的齿槽F1和第二齿轮2的齿槽F2),以第一齿轮1的齿槽F1中心为基准(图2中基准A),计算校准件第二齿轮的齿槽F2中心的偏置大小及方向,即校准件偏置角度及方向;
待加工件计算模块用于实现如下功能:根据第一传感器4、第二传感器6发送的待加工件的所有齿槽的位置信号,找出待加工件上第一齿轮1与第二齿轮2的所有齿槽中中心最接近的两个齿槽,以第一齿轮1的齿槽F1中心为基准,计算待加工件第二齿轮2的齿槽F2中心的偏置角度及方向,即待加工件偏置角度及方向。
偏离位置及方向计算模块用于实现如下功能:以校准件偏置大小及方向为基准,计算待加工件偏置角度及方向相对于标准件偏置大小及方向的偏离角度及偏离方向,也即需要补偿的角度及方向;
信息发送模块:根据偏离位置及方向计算模块得到的需要补偿的角度及方向,通过加工设备控制器向设备工件旋转轴(图1中的C坐标轴)发出补偿信号。以使工件旋转轴根据补偿信号进行补偿。
优选的,校准件两个基准齿槽的位置度误差在产品要求公差的1/10以内,如要求位置度0.05mm,则校准工件的位置度误差应≤0.005mm。
本发明中的待加工件,其第一齿轮1是已经过精加工的基准齿,第二齿轮2是待加工齿,具体根据产品设计者要求以哪个齿轮为基准进行调换,第一齿轮1和第二齿轮2为套装组合结构或者一体式结构。
优选的,双传感器测量装置还包括传感器支架5,第一传感器4和第二传感器6安装在传感器支架5上,且第一传感器4和第二传感器6的测头之间的距离等于第一齿轮1和第二齿轮2之间的距离L,该距离根据产品设计要求确定。
优选的,双传感器测量装置安装在加工设备上的较大空间处,能够相对于双联齿轮移动或者摆动。具体的,可将传感器支架5通过连杆机构或合页铰接在加工设备上,使得传感器支架5和两个传感器整体相对于双联齿轮的距离可调。或者传感器支架5安装在一可移动的平台上,从而实现传感器相对于双联齿轮的位置可调。
优选的,本发明中的加工设备是磨齿机、滚齿机、铣齿机等能够进行齿部精加工的常用设备,但不限于上述设备。
优选的,第一传感器4和第二传感器6采用基于电磁感应、激光测距原理的能够检测齿轮齿槽中心分度位置的传感器,但不限于上述传感器。
- 一种双联齿轮齿槽快速对中方法及系统
- 一种压合双联齿轮齿槽对中磨削方法