一种铝箔卷自动压边包装装置
文献发布时间:2023-06-19 11:13:06
技术领域
本发明涉及铝箔卷包装设备领域,尤其涉及一种铝箔卷自动压边包装装置。
背景技术
铝光箔在放进退火炉里做退火处理前,需要进行备料处理,采用用耐高温材料对铝箔卷进行包裹密封。现有技术对铝箔卷的包装一般是用铝皮卷住铝箔卷的圆柱面,无法对铝箔卷的侧面进行包装,而铝箔卷的侧面包装通常采用人工操作,作业步骤如下:
1)先裁切好8张铝皮,中间穿孔。从铝箔的卷芯卷两端每端各套进4张铝皮,使每张铝皮间角度约45°;
2)人工逐渐按压拍打的方式使铝皮和铝箔卷端面贴合,接着将高出铝箔卷的部分铝皮弯折与铝箔卷两侧外圈贴合;
3)最后在地上铺好一张长铝皮,将铝箔卷从其上滚过即可完成整个包裹过程。
人工操作存在的主要问题是:高出铝箔卷的部分铝皮不易按压拍打弯折,该部分铝皮与铝箔卷外圈很难完全贴合,致使整个人工按压拍打的过程费时费力,员工作业强度大,生产效率不高。
发明内容
本发明提供一种铝箔卷自动压边包装装置,可自动对铝箔卷的两侧及外圈边部进行压边包装工作,使铝皮紧密贴合包裹铝箔卷两侧以及两侧外圈,实现自动化操作,解决了高出铝箔卷的部分铝皮不易按压拍打、不易完全贴合的问题,使备料过程省时省力,提高生产效率。
为了实现上述目的,本发明采用的技术方案为:
一种铝箔卷自动压边包装装置,包括基座、支撑机构、夹紧机构和压边机构;所述支撑机构安装在所述基座顶部,所述支撑机构将铝箔卷架设在所述基座上方;所述夹紧机构安装在所述基座上,所述压边机构安装在所述夹紧机构上;所述压边机构包括两压边驱动模组和两压边模组;其中一所述压边模组位于所述支撑机构的一侧,另一所述压边模组位于所述支撑机构的另一侧,所述夹紧机构带动两所述压边模组向所述铝箔卷的两侧相互靠近或远离;每一压边驱动模组安装在一所述压边模组上,所述压边驱动模组用于驱动所述压边模组压紧铝箔卷的端面外圈。
进一步地,所述压边模组包括喉箍、蜗杆和蜗杆安装座;所述蜗杆安装座固定连接在所述夹紧机构上;所述喉箍呈圆环状,所述喉箍的一端与所述蜗杆安装座固定连接,所述喉箍的另一端与所述蜗杆安装座滑动连接;所述喉箍外表面沿圆周方向等距开设有若干个斜向卡槽,所述斜向卡槽与所述蜗杆匹配连接;所述蜗杆与所述蜗杆安装座固旋转连接;所述压边驱动模组包括一压边伺服电机和一联轴器;所述压边伺服电机通过所述联轴器与所述蜗杆驱动连接。
进一步地,所述夹紧机构包括两夹紧挡板、两弹性伸缩杆、两平移底座和平移驱动模组;每一所述平移底座通过一直线滑台与所述基座滑动连接;每一所述夹紧挡板通过一所述弹性伸缩杆与一所述平移底座的顶部升降滑动连接;其中一所述夹紧挡板位于所述支撑机构的一侧,另一所述夹紧挡板位于所述支撑机构的另一侧,每一所述蜗杆安装座固定安装在对应一所述夹紧挡板上;所述平移驱动模组安装在所述基座上并与两所述平移底座驱动连接,所述平移驱动机构用于驱动两所述平移底座相互靠近或远离。
进一步地,所述夹紧机构还包括一压力传感器,每一所述压力传感器分别嵌装在对应一所述夹紧挡板上,所述压力传感器用于反馈压向铝箔卷两侧的夹紧力。
进一步地,所述平移驱动模组包括一平移伺服电机、一传动齿轮组、两滚珠丝杠和两丝杠螺母;每一所述平移底座与一所述丝杠螺母固定连接;每一所述丝杠螺母对应安装在一所述滚珠丝杠上;两所述滚珠丝杠与所述基座旋转连接,两所述滚珠丝杠通过所述传动齿轮组传动连接;所述平移伺服电机与其中一所述滚珠丝杠驱动连接。
进一步地,所述支撑机构包括两支撑座,两所述支撑座对向布置在所述基座顶部,其中一所述夹紧挡板与一所述支撑座同一侧,另一所述夹紧挡板与另一所述支撑座同一侧。
进一步地,每一所述夹紧挡板的中部设有一让位孔,每一所述支撑座贯穿于对应一所述让位孔布置。
进一步地,每一所述支撑座呈倒立的L型结构,所述支撑座的L型竖端与所述基座固定连接;所述支撑座的L型横端端部设有一放置槽;所述铝箔卷沿轴向设有一卷芯,所述卷芯的两侧均延伸出所述铝箔卷的两侧端面;所述卷芯的两端分别嵌装在对应一所述放置槽上。
本发明的有益效果是:
1)铝箔卷经支撑机构架设在基座上方,并通过夹紧机构把铝皮夹紧在铝箔卷的两侧,通过两个压边模组将铝皮压紧贴合在铝箔卷的两侧外圈,使铝皮紧密贴合包裹铝箔卷两侧以及两侧外圈,实现自动化操作,解决了高出铝箔卷的部分铝皮不易按压拍打、不易完全贴合的问题,使备料过程省时省力,提高生产效率;
2)采用电机带动蜗杆旋转,进而收缩或张开喉箍,从而实现压紧或松开铝箔卷的两侧外圈;
3)平移伺服电机通过滚珠丝杠带动平移底座沿直线滑台滑动,通过传动齿轮组实现平移底座同距反向移动,进而实现夹紧功能;
4)压力传感器反馈压向铝箔卷的夹紧力,到达固紧作用就自动停止夹紧;
5)弹性伸缩杆可在喉箍压紧铝箔卷外圈的过程中调整喉箍的中心位置,使喉箍与铝箔卷外圈紧密贴合;
6)支撑座的放置槽用于铝箔卷装卸和固定铝箔卷位置。
附图说明
以下结合附图对本发明的具体实施方式作进一步的详细说明,其中:
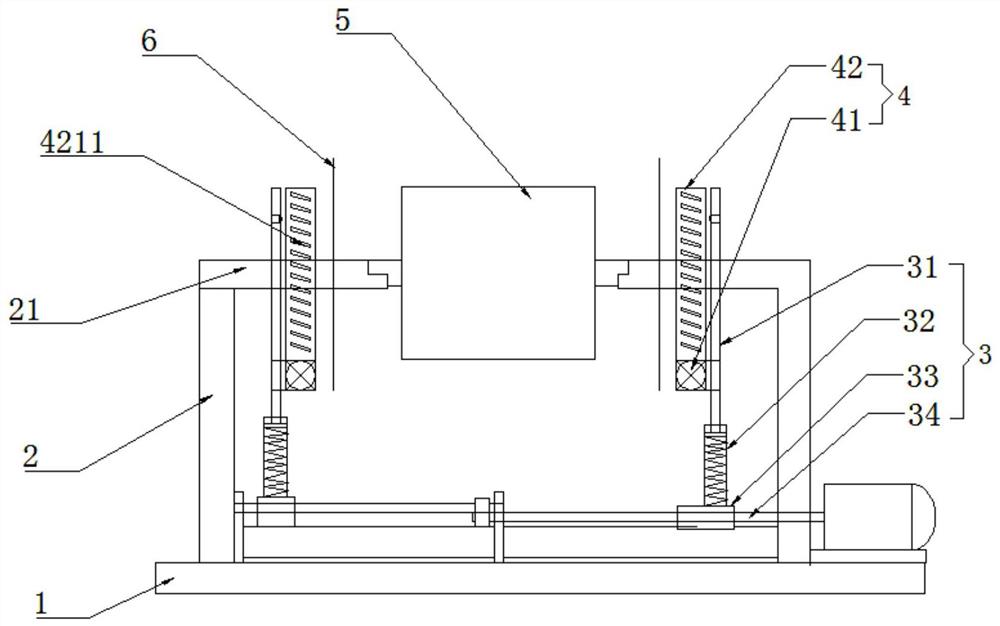
图1为本发明的结构示意图;
图2为本发明中压边机构的结构示意图;
图3为本发明中夹紧机构的结构示意图;
图4为本发明中平移驱动模组的结构示意图;
图5为本发明中铝皮安装的示意图;
附图标识:
1—基座,2—支撑机构,
3—夹紧机构,4—压边机构,
5—铝箔卷,6—铝皮,
21—支撑座,31—夹紧挡板,
32—弹性伸缩杆,33—平移底座,
34—平移驱动模组,35—直线滑台,
36—压力传感器,311—让位孔,
341—平移伺服电机,342—传动齿轮组,
343—滚珠丝杠,344—丝杠螺母,
41—压边驱动模组,42—压边模组,
411—压边伺服电机,412—联轴器,
421—喉箍,422—蜗杆,
423—蜗杆安装座,4211—斜向卡槽。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
需要说明的是,当组件被称为“固定于”另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件,当部件被称为“设置在中部”,不仅仅是设置在正中间位置,只要不是设置在两端部都属于中部所限定的范围内。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
参照图1至图5所示,一种铝箔卷自动压边包装装置,包括基座1、支撑机构2、夹紧机构3和压边机构4;所述支撑机构2安装在所述基座1顶部,所述支撑机构2将铝箔卷5架设在所述基座1上方;所述夹紧机构3安装在所述基座1上,所述压边机构4安装在所述夹紧机构3上;所述压边机构4包括两压边驱动模组41和两压边模组42;其中一所述压边模组42位于所述支撑机构2的一侧,另一所述压边模组42位于所述支撑机构2的另一侧,所述夹紧机构3带动两所述压边模组42向所述铝箔卷5的两侧相互靠近或远离;每一压边驱动模组41安装在一所述压边模组42上,所述压边驱动模组41用于驱动所述压边模组42压紧铝箔卷5的端面外圈。具体地,所述支撑机构2用于将铝箔卷5架设在基座1上方,使用时,先将若干铝皮6安装在支撑机构2的两侧,再将铝箔卷5移栽至支撑机构2上;所述夹紧机构3把支撑机构2两侧的铝皮6夹紧在铝箔卷5的端面;所述压边模组42在夹紧后将高于铝箔卷5端面的铝皮6压紧贴合在铝箔卷5的外圈上,通过解决了高出铝箔卷的部分铝皮不易按压拍打、不易完全贴合的问题,使备料过程省时省力,提高生产效率。
请参照图1和图2所示,所述压边模组42包括喉箍421、蜗杆422和蜗杆安装座423;所述蜗杆安装座423固定连接在所述夹紧机构2上;所述喉箍421呈圆环状,所述喉箍421的一端与所述蜗杆安装座423固定连接,所述喉箍421的另一端与所述蜗杆安装座423滑动连接;所述喉箍421外表面沿圆周方向等距开设有若干个斜向卡槽4211,所述斜向卡槽4211与所述蜗杆422匹配连接;所述蜗杆422与所述蜗杆安装座423固旋转连接;所述压边驱动模组41包括一压边伺服电机411和一联轴器412;所述压边伺服电机411通过所述联轴器412与所述蜗杆422驱动连接。具体地,所述蜗杆安装座423位于所述喉箍421底部,所述蜗杆安装座423开设一旋转槽,所述蜗杆422位于所述旋转槽内并与所述蜗杆安装座423旋转连接;所述蜗杆422的一端贯穿至旋转槽外侧,并通过联轴器412与压边伺服电机411连接。所述压边伺服电机411带动蜗杆422旋转,蜗杆422上的斜齿和斜向卡槽4211配合把旋转运动转变为直线运动,进而带动喉箍421的一端与蜗杆安装座423相对滑动,实现喉箍421的收缩和张开。喉箍421收缩时,把铝皮6压紧在铝箔卷5两端的外圈。
请参照图1和图3所示,所述夹紧机构3包括两夹紧挡板31、两弹性伸缩杆32、两平移底座33和平移驱动模组34;每一所述平移底座33通过一直线滑台35与所述基座1滑动连接;每一所述夹紧挡板31通过一所述弹性伸缩杆32与一所述平移底座33的顶部升降滑动连接;其中一所述夹紧挡板31位于所述支撑机构2的一侧,另一所述夹紧挡板31位于所述支撑机构2的另一侧,每一所述蜗杆安装座423固定安装在对应一所述夹紧挡板31上;所述平移驱动模组34安装在所述基座上并与两所述平移底座驱动连接,所述平移驱动机构34用于驱动两所述平移底座33相互靠近或远离。所述夹紧机构3还包括一压力传感器36,每一所述压力传感器36分别嵌装在对应一所述夹紧挡板31上,所述压力传感器36用于反馈压向铝箔卷5两侧的夹紧力。请参照图4所示,所述平移驱动模组34包括一平移伺服电机341、一传动齿轮组342、两滚珠丝杠343和两丝杠螺母344;每一所述平移底座33与一所述丝杠螺母344固定连接;每一所述丝杠螺母344对应安装在一所述滚珠丝杠343上;两所述滚珠丝杠343与所述基座1旋转连接,两所述滚珠丝杠343通过所述传动齿轮组342传动连接;所述平移伺服电机341与其中一所述滚珠丝杠343驱动连接。具体地,所述平移底座33底部与直线滑台35顶部连接,直线滑台35的底部与基座1顶部固定连接;所述平移底座33的一侧与所述丝杠螺母344固定连接;所述传动齿轮组342包括两相互啮合的齿轮,每一齿轮与一滚珠丝杠343固定连接;所述基座1中部设有一旋转安装座,每一滚珠丝杠343旋转连接在旋转安装座和基座1的对应一侧之间;所述平移伺服电机341与其中一滚珠丝杠343通过联轴器连接,通过传动齿轮组,平移伺服电机341带动两个滚珠丝杠343旋转,且两个滚珠丝杠343旋向相反,实现丝杠螺母344同距反向移动,进而实现夹紧功能。每一所述蜗杆安装座423和每一压边伺服电机411固定连接在对应一夹紧挡板31内侧底部;喉箍421位于蜗杆安装座423的上方;夹紧挡板31带动喉箍421向铝箔卷5夹紧移动,高出喉箍421的部分的铝皮6会被喉箍421自动压弯,喉箍421收缩可将压弯部分的铝皮6夹紧在铝箔卷5端面的外圈上,实现自动压边包装。所述弹性伸缩杆32用于在喉箍421收缩时,自动调整喉箍421圆心的高度位置,以喉箍421可以紧密贴合在铝箔卷5端面的外圈上,提高压紧效果。
请继续参照图1所示,所述支撑机构2包括两支撑座21,两所述支撑座21对向布置在所述基座1顶部,其中一所述夹紧挡板31与一所述支撑座21同一侧,另一所述夹紧挡板31与另一所述支撑座21同一侧。每一所述夹紧挡板31的中部设有一让位孔311,每一所述支撑座21贯穿于对应一所述让位孔311布置。每一所述支撑座21呈倒立的L型结构,所述支撑座21的L型竖端与所述基座1固定连接;所述支撑座21的L型横端端部设有一放置槽;所述铝箔卷5沿轴向设有一卷芯51,所述卷芯51的两侧均延伸出所述铝箔卷5的两侧端面;所述卷芯51的两端分别嵌装在对应一所述放置槽上。具体地,所述支撑座21的L型横端为圆柱型,端部设为半圆型,放置槽为半圆型凹槽,所述卷芯51的两端为圆柱型结构,可卡在两侧的放置槽内定位;所述让位孔311为圆型通孔。
所述平移伺服电机341、所述压边伺服电机411、所述压力传感器36共同电性连接至同一外部控制系统。
本发明的工作步骤:
1)先在两支撑座21上均安装四块铝皮,每块铝皮的角度间隔为45°,铝皮6布置如图5所示;
2)将铝箔卷5移栽至支撑结构2上;
3)启动平移伺服电机341,带动两夹紧挡板31向铝箔卷的两端靠近夹紧,高出高出喉箍421的部分的铝皮6会被喉箍421自动压弯,此时铝皮贴紧铝箔卷的两端;
4)启动压边伺服电机411,带动喉箍421收缩,把高出喉箍421的部分的铝皮6压紧贴合在铝箔卷的两端外圈上,完成自动压边包装工作;
5)夹紧机构3和压边机构4退回原位,进行卸料工作;
6)取出完成压边包装后的铝箔卷5,在地上铺好一张长铝皮,将压边包装后的铝箔卷5从长铝皮上滚过完成整个包装工作。
以上实施例仅用以说明本发明的技术方案而并非对其进行限制,凡未脱离本发明精神和范围的任何修改或者等同替换,其均应涵盖在本发明技术方案的范围内。
- 一种铝箔卷自动压边包装装置
- 一种全自动铝箔卷薄膜包装装置