混凝土预制叠合板自动化生产线
文献发布时间:2023-06-19 11:17:41
技术领域
本发明属于混凝土预制构件生产设备领域,主要是涉及生产混凝土预制构件,特别是生产叠合楼板预制构件的混凝土预制叠合板自动化生产线。
背景技术
现有混凝土预制叠合板生产线由于是各工位相对独立作业,所以自动化程度不高,整个生产过程不能统一控制,仅限于局部实现模台手动控制流转。大部分工位需要人工操作,不仅劳动强度很大,生产节奏不统一,还容易出现产品的质量问题。各个工位包括模台模具的清理摆放、脱模剂的喷涂、骨架的安置,以及浇筑布料和预制件的养护等,都需要人工的干预。边模拆除后的清理工作同样多为人工处理,并且拆除后的边模堆放杂乱、清理不净、易于损坏。由于人工作业环节比较多,执行产品标准的误差较大,所以产品的质量和生产的效率都得不到保证。
发明内容
本发明的目的是提供一种混凝土预制叠合板自动化生产线,该生产线的作业过程规范、操作简单,生产的预制构件产品质量稳定,作业效率高。
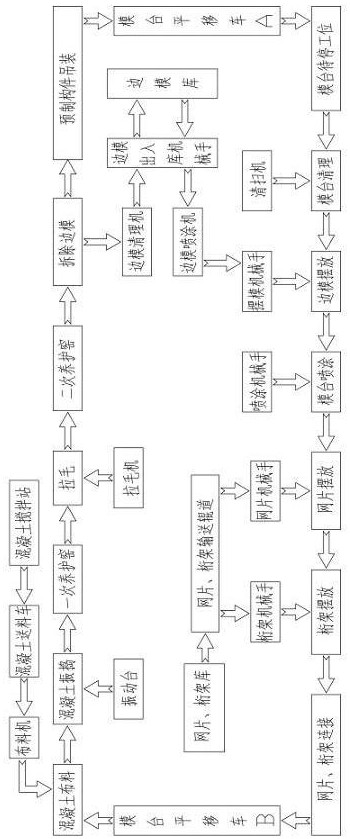
本发明是通过以下技术方案实现的,包括模台移动线,边模清理、模台清理、模具及骨架摆放、混凝土布料、构件养护和成品吊装工位,其特征是:所述的模台移动线包括一条前期准备线、一条浇筑养护线、一台模台平移车A和一台模台平移车B;模台平移车位于两条线的端部,模台位于前期准备线和浇筑养护线上由支撑轮和驱动轮形成的滚道上面;
在所述的前期准备线上,依次设置有模台清理、边模摆放、模台喷涂、网片摆放、桁架摆放和网片、桁架连接工位;在模台清理工位处,装有一台由刮板和滚刷组成的清扫机;在边模摆放工位处,设置有一台将边模摆放到模台上的摆模机械手;在模台喷涂工位,装有一台将脱模剂喷涂到模台上的喷涂机械手;在网片摆放工位处,设置有一台将网片从网片输送辊道摆放到模台上的网片机械手;在桁架摆放工位处,设置有一台将桁架从桁架输送辊道摆放到模台上的桁架机械手;进入网片、桁架连接工位的模台通过模台平移车B与混凝土布料工位连接;
在所述的浇筑养护线上,依次设置有混凝土布料、混凝土振捣、一次养护窑、拉毛、二次养护窑、边模拆除和预制构件吊装工位;在混凝土布料工位处,设置有一台三维移动的布料机,布料机通过混凝土送料车与混凝土搅拌站连接;在混凝土振捣工位处,装有一台由振动电机驱动的振动台;在一次养护窑工位处,设置有养护窑;在拉毛工位处,装有一台改变构件表面粗糙度的拉毛机;在二次养护窑工位处,设置有养护预制构件的立体养护窑;立体养护窑与拆除边模工位和预制构件吊装工位连接;预制构件吊装后的模台通过模台平移车A与前期准备线的模台待停工位连接;
从浇筑养护线的边模拆除工位到前期准备线的边模摆放工位之间是边模流转线,边模流转线上依次设置有边模清理机、边模出入库机械手和边模喷涂机;边模出入库机械手与边摸库衔接,边模喷涂机通过摆模机械手与边模摆放工位衔接;
在网片摆放工位处设置有网片机械手,在桁架摆放工位处设置有桁架机械手;网片机械手和桁架机械手与网片、桁架输送辊道衔接;网片、桁架输送辊道与网片、桁架库连接。
所述的边模流转线上的边模清理机,是在其输送辊道中间位置的清理机框架内,设置有对边模表面进行清理的装置,包括位于辊道上面的、清理边模上表面与两侧面的一对阶梯状滚刷机构,位于辊道下面的下滚刷清扫机构,以及位于边模侧面的对中夹紧驱动机构。
所述的边模流转线上的边模出入库机械手,包括横向行走梁A和纵向行走梁A,升降装置A安装在纵向行走梁A上;升降装置A的下面,装有一个连接框架,连接框架下面的两端,装有由气缸控制的模具抓手A。
所述的边模流转线上的边模喷涂机,是在其输送辊道的中间位置,设置有与喷涂液工作站连接的喷嘴;输送辊道包括辊道边框架、辊轮和辊道驱动装置;喷嘴通过连接板安装在辊道边框架上。
所述的边模流转线上的摆模机械手,包括横向行走梁B和纵向行走梁B,升降装置B安装在纵向行走梁B上;升降装置B的下面,通过旋转机构B与旋转框架B连接,旋转框架B下面的两端,装有由气缸控制的模具抓手B;旋转机构B与旋转电机连接。
所述的网片摆放工位的网片机械手,包括轨道梁、大车连接梁和小车行走装置,提升电动缸安装在小车行走装置上;提升电动缸的下面通过升降框架与气缸连接架连接,气缸与装有电磁铁的电磁铁框架连接。
所述的桁架摆放工位的桁架机械手,包括横向行走梁C和纵向行走梁C,升降装置C安装在纵向行走梁C上;升降装置C的下面,通过旋转机构C与旋转框架C连接,旋转框架C下面的两端,装有由气缸控制的桁架抓取机构;旋转机构C与旋转电机连接。
所述的浇筑养护线上的二次养护窑是立体养护窑,在二次养护窑处设置有将模台送入二次养护窑的堆码机。
各工位的作业装置均与控制系统连接。
预制叠合板自动化生产线作业时,模台首先运行到模台清理工位,由清扫机将模台清理干净。模台继续运行到边模摆放工位,摆模机械手将边模按要求摆放到模台上的指定位置。到模台喷涂工位时,喷涂机械手将脱模剂均匀的喷涂到模台的表面。在网片摆放工位,网片机械手通过电磁铁将网片、桁架输送辊道上的网片吸附,准确的放到模台上的指定位置。在桁架摆放工位,桁架机械手抓取网片、桁架输送辊道上的桁架,准确的放到模台上的指定位置。网片和桁架经连接后,摆放有边模、网片和桁架的模台继续运行到前期准备线的端部,通过模台平移车B将其转移到浇筑养护线的混凝土布料工位。在此工位经布料机浇筑后的模台经位于模台下面的振动台振动,使其达到均匀结实;然后进入一次养护窑,使混凝土达到初凝状态。模台继续运行到拉毛工位,从拉毛机的下面通过,拉毛机上的拉毛板使预制构件的表面粗糙。模台上的预制构件经拉毛后,运行到堆码机上,通过堆码机将模台分别送入立体养护窑的养护工位,对其进行养护。养护好的预制构件拆除边模后,用吊车调离模台,模台经平移车A转移到前期准备线进行下一个作业的循环。拆除的边模经边模清理机清理后,由边模出入库机械手送入边摸库;在需要使用边模时,由边模出入库机械手从边摸库里移出到边模喷涂机上喷涂脱模剂,再由摆模机械手进行摆模作业。
本发明的有益效果是,生产线的生产过程中,通过控制系统统一控制作业,各工位的作业设备有条不紊的按照工艺要求进行,不但能提高产品的质量,还大大减轻了作业人员的劳动强度,提高了生产效率。具有结构紧凑、性能良好、运行平稳和自动化程度高的特点,适用于各种规格的混凝土预制叠合板的生产。
附图说明
图1是本发明的结构示意框图;
图2是边模清理机的结构示意图;
图3是边模出入库机械手的结构示意图;
图4是边模喷涂机的结构示意图;
图5是摆模机械手的结构示意图;
图6是网片机械手的结构示意图;
图7是桁架机械手的结构示意图。
图中1-1是输送辊道、1-2是清理机框架、1-3是下滚刷清扫机构、1-4是一对阶梯状滚刷机构、1-5对中夹紧驱动机构;2-1是横向行走梁A、2-2是纵向行走梁A、2-3是升降装置A、2-4是连接框架、2-5是模具抓手A;3-1是辊道驱动装置、3-2是辊道边框架、3-3是辊轮、3-4是辊道支架、3-5是喷涂液收集箱、3-6是喷嘴、3-7是连接板、3-8是喷涂液工作站;4-1是横向行走梁B、4-2是纵向行走梁B、4-3是升降装置B、4-4是旋转机构B、4-5是旋转框架B、4-6是模具抓手B;5-1是立柱、5-2是轨道梁、5-3是大车驱动装置、5-4是大车连接梁、5-5是大车行走梁、5-6是小车行走装置、5-7是小车驱动装置、5-8是提升电动缸、5-9是小车连接梁、5-10是升降框架、5-11是气缸连接架、5-12是气缸、5-13是电磁铁框架、5-14是电磁铁;6-1是横向行走梁C、6-2是纵向行走梁C、6-3是升降装置C、6-4是旋转机构C、6-5是旋转框架C、6-6是桁架抓取机构。
具体实施方式
以下结合附图说明本发明的具体实施方式:
包括模台移动线,边模清理、模台清理、模具及骨架摆放、混凝土布料、构件养护和成品吊装工位。所述的模台移动线包括一条前期准备线、一条浇筑养护线、一台模台平移车A和一台模台平移车B;模台平移车位于两条线的端部,模台位于前期准备线和浇筑养护线上由支撑轮和驱动轮形成的滚道上面。
在所述的前期准备线上,依次设置有模台清理、边模摆放、模台喷涂、网片摆放、桁架摆放和网片、桁架连接工位;在模台清理工位处,装有一台由刮板和滚刷组成的清扫机。在边模摆放工位处,设置有一台将边模摆放到模台上的摆模机械手。在模台喷涂工位,装有一台将脱模剂喷涂到模台上的喷涂机械手。在网片摆放工位处,设置有一台将网片从网片输送辊道摆放到模台上的网片机械手。在桁架摆放工位处,设置有一台将桁架从桁架输送辊道摆放到模台上的桁架机械手;进入网片、桁架连接工位的模台通过模台平移车B与混凝土布料工位连接。
在所述的浇筑养护线上,依次设置有混凝土布料、混凝土振捣、一次养护窑、拉毛、二次养护窑、边模拆除和预制构件吊装工位。在混凝土布料工位处,设置有一台三维移动的布料机,布料机通过混凝土送料车与混凝土搅拌站连接。在混凝土振捣工位处,装有一台由振动电机驱动的振动台。在一次养护窑工位处,设置有养护窑;在拉毛工位处,装有一台改变构件表面粗糙度的拉毛机。在二次养护窑工位处,设置有养护预制构件的立体养护窑;立体养护窑与拆除边模工位和预制构件吊装工位连接。预制构件吊装后的模台通过模台平移车A与前期准备线的模台待停工位连接。
从浇筑养护线的边模拆除工位到前期准备线的边模摆放工位之间是边模流转线,边模流转线上依次设置有边模清理机、边模出入库机械手和边模喷涂机。边模出入库机械手与边摸库衔接,边模喷涂机通过摆模机械手与边模摆放工位衔接。
在网片摆放工位处设置有网片机械手,在桁架摆放工位处设置有桁架机械手;网片机械手和桁架机械手与网片、桁架输送辊道衔接;网片、桁架输送辊道与网片、桁架库连接。
所述的边模流转线上的边模清理机,是在其输送辊道1-1中间位置的清理机框架1-2内,设置有对边模表面进行清理的装置,包括位于辊道上面的、清理边模上表面与两侧面的一对阶梯状滚刷机构1-4,位于辊道下面的下滚刷清扫机构1-3,以及位于边模侧面的对中夹紧驱动机构1-5。
所述的边模流转线上的边模出入库机械手,包括横向行走梁A2-1和纵向行走梁A2-2,升降装置A2-3安装在纵向行走梁A2-2上。升降装置A2-3的下面,装有一个连接框架2-4,连接框架2-4下面的两端,装有由气缸控制的模具抓手A2-5。
所述的边模流转线上的边模喷涂机,是在其输送辊道的中间位置,设置有与喷涂液工作站3-8连接的喷嘴3-6。输送辊道包括辊道边框架3-2、辊轮3-3和辊道驱动装置3-1;喷嘴3-6通过连接板3-7安装在辊道边框架3-2上。
所述的边模流转线上的摆模机械手,包括横向行走梁B4-1和纵向行走梁B4-2,升降装置B4-3安装在纵向行走梁B4-2上。升降装置B4-3的下面,通过旋转机构B4-4与旋转框架B4-5连接,旋转框架B4-5下面的两端,装有由气缸控制的模具抓手B4-6;旋转机构B4-4与旋转电机连接。
所述的网片摆放工位的网片机械手,包括轨道梁5-2、大车连接梁5-4和小车行走装置5-6,提升电动缸5-8安装在小车行走装置5-6上。提升电动缸5-8的下面通过升降框架5-10与气缸连接架5-11连接,气缸5-12与装有电磁铁5-14的电磁铁框架5-13连接。
所述的桁架摆放工位的桁架机械手,包括横向行走梁C6-1和纵向行走梁C6-2,升降装置C6-3安装在纵向行走梁C6-2上。升降装置C6-3的下面,通过旋转机构C6-4与旋转框架C6-5连接,旋转框架C6-5下面的两端,装有由气缸控制的桁架抓取机构6-6;旋转机构C6-4与旋转电机连接。
所述的浇筑养护线上的二次养护窑是立体养护窑,在二次养护窑处设置有将模台送入二次养护窑的堆码机。
各工位的作业装置均与控制系统连接。
- 混凝土预制叠合板自动化生产线
- 一种预制混凝土叠合板生产线及其制备方法