一种铜箔涂胶收卷一体设备及实施方式
文献发布时间:2023-06-19 11:21:00
技术领域
本发明涉及铜箔涂胶收卷技术领域,特别涉及一种铜箔涂胶收卷一体设备及实施方式。
背景技术
铜箔具有低表面氧气特性,可以附着与各种不同基材,如金属,绝缘材料等,拥有较宽的温度使用范围,主要应用于电磁屏蔽及抗静电,将导电铜箔置于衬底面,结合金属基材,具有优良的导通性,并提供电磁屏蔽的效果。可分为:自粘铜箔、双导铜箔、单导铜箔等,电子级铜箔是电子工业的基础材料之一电子信息产业快速发展,电子级铜箔的使用量越来越大,产品广泛应用于工业用计算铜箔具有低表面氧气特性,可以附着与各种不同基材,如金属,绝缘材料等,拥有较宽的温度使用范围,主要应用于电磁屏蔽及抗静电,将导电铜箔置于衬底面,结合金属基材,具有优良的导通性,并提供电磁屏蔽的效果。
目前的铜箔涂胶收卷设备,当进行涂胶完毕后,必将进行胶体的烘干作业,若在涂胶时出现涂刷不均匀的现象,某一处或几处的涂胶未能及时烘干,影响铜箔的生产品质,且在涂胶的过程中因铜箔为一种平面状的结构,涂胶过厚容易出现胶体滴落的问题。
针对以上问题,对现有装置进行了改进,提出了一种铜箔涂胶收卷一体设备及实施方式。
发明内容
本发明的目的在于提供一种铜箔涂胶收卷一体设备及实施方式,通过填充层的表面设置封装层,填充层的底面两侧设置隔离块,填充层的内部开设有填充空腔,且填充空腔的内部设置胶水,封装层和填充层均为一种纸质材质制成的构件,隔离块为一种橡胶材质制成的构件,封装层和填充层的表面设置防粘涂层,替代了传统的桶装胶水的涂刷工艺,在铜箔进行收卷的过程中通过刀头划破填充层的底部时,使填充空腔内部的胶水通过下料口流至铜箔卷的表面,配合刷头进行涂刷作业,配合胶体组件同步进行密封收卷,简化了收卷过程中的烘干流程,当铜箔收卷至收卷仓的内部时,能够通过热风扇配合加热空腔和连通空腔,使收卷和烘干同步进行,提高铜箔的收卷效率,解决了背景技术中的问题。
为实现上述目的,本发明提供如下技术方案:一种铜箔涂胶收卷一体设备,包括涂胶机构和收卷机构,收卷机构设置在涂胶机构的一侧,涂胶机构包括箱体、铜箔组件、胶体组件和涂刷组件,箱体的内腔一侧设置铜箔组件和胶体组件,且铜箔组件位于胶体组件的下方,箱体的内腔设置涂刷组件,且涂刷组件位于胶体组件的下方;
收卷机构包括收卷仓、收卷组件、导向辊轮组、密封组件和热风扇,收卷仓的内腔设置收卷组件和导向辊轮组,收卷仓的外圆周面安装密封组件,且密封组件的侧面设置热风扇。
进一步地,箱体包括第一外壳、夹持伸缩杆、第一导向辊轮、第二导向辊轮、复压辊轮组和第二外壳,第一外壳和第二外壳的内壁均设置夹持伸缩杆,第一外壳的内壁设置第一导向辊轮,且第一导向辊轮与胶体组件的表面相贴合,第一外壳的内壁设置第二导向辊轮,且第二导向辊轮与铜箔组件的表面相贴合,第一外壳的内壁设置复压辊轮组,且复压辊轮组位于涂刷组件的一侧。
进一步地,铜箔组件包括铜箔卷、连接柱和衔接环,连接柱的外圆周面设置衔接环,且衔接环的外圆周面设置铜箔卷,连接柱的两端与夹持伸缩杆的一端相匹配。
进一步地,胶体组件包括封装层、填充层和隔离块,填充层的表面设置封装层,填充层的底面两侧设置隔离块,胶体组件还包括连接柱和衔接环。
进一步地,填充层的内部开设有填充空腔,且填充空腔的内部设置胶水,封装层和填充层均为一种纸质材质制成的构件,隔离块为一种橡胶材质制成的构件,封装层和填充层的表面设置防粘涂层。
进一步地,涂刷组件包括承托块、刷头、阻隔块和拉划件,承托块的表面侧设置拉划件,承托块的底面设置刷头,且刷头的两端设置阻隔块,阻隔块与铜箔卷的两侧相贴合。
进一步地,承托块包括承托区、下料区和下料口,承托块的表面设置承托区和下料区,且承托区的横向长度与填充空腔的横向长度相一致,下料区的底部开设有下料口,拉划件包括安装块、刀头和电动伸缩杆,安装块通过电动伸缩杆安装在下料区的底部,安装块的表面设置刀头。
进一步地,收卷仓包括收卷口、连通空腔和散热口,收卷仓的外圆周面开设有收卷口,收卷仓的内壁开设有连通空腔和散热口,密封组件包括密封板、隔离板和连接块,隔离板通过连接块安装在密封板的内壁,密封板与隔离板之间相配合构成加热空腔,且加热空腔与连通空腔之间相连通。
进一步地,收卷组件包括电机、收卷轴、牵引块和连接轴,电机安装在收卷仓的背面,且电机的一端设置收卷轴,收卷轴的内部开设有卡槽,牵引块之间通过连接轴构成活动转动连接,牵引块之间配合构成夹持槽,牵引块之间配合与卡槽相匹配,且牵引块的一端呈一种倾斜状结构。
本发明提出的另一种技术方案:提供一种铜箔涂胶收卷一体设备的实施方式,包括以下步骤:
S1:将铜箔组件和胶体组件通过夹持伸缩杆固定在箱体的内腔一侧,再将铜箔组件和胶体组件收卷的端口处通过牵引块进行夹持,在夹持牵引的过程中铜箔组件和胶体组件分别通过第二导向辊轮和第一导向辊轮进行导向,配合复压辊轮组,使铜箔组件保持水平状态,胶体组件保持倾斜状态;
S2:胶体组件保持倾斜状态的同时,填充层的底面与承托块的表面相贴合,控制电动伸缩杆带动刀头上升,刀头与填充层的底面相贴合,再通过牵引块带动填充层继续进行移动,使刀头划破填充层的底部,牵引块最终人工移动至卡槽处进行卡合,配合电机进行收卷;
S3:刀头划破填充层的底部时,填充空腔内部的胶水通过下料口流至铜箔卷的表面,配合刷头进行涂刷作业,至此,完成所有实施步骤。
与现有技术相比,本发明的有益效果是:
1.本发明提出的一种铜箔涂胶收卷一体设备及实施方式,通过填充层的表面设置封装层,填充层的底面两侧设置隔离块,填充层的内部开设有填充空腔,且填充空腔的内部设置胶水,封装层和填充层均为一种纸质材质制成的构件,隔离块为一种橡胶材质制成的构件,封装层和填充层的表面设置防粘涂层,替代了传统的桶装胶水的涂刷工艺,在铜箔进行收卷的过程中通过刀头划破填充层的底部时,使填充空腔内部的胶水通过下料口流至铜箔卷的表面,配合刷头进行涂刷作业,配合胶体组件同步进行密封收卷,简化了收卷过程中的烘干流程,当铜箔收卷至收卷仓的内部时,能够通过热风扇配合加热空腔和连通空腔,使收卷和烘干同步进行,提高铜箔的收卷效率。
2.本发明提出的一种铜箔涂胶收卷一体设备及实施方式,当铜箔的一面涂刷完毕后,通过隔离块配合铜箔卷和填充层在复压辊轮组的夹持滚动下进行密封,便于胶体的烘干流程以及防止胶体出现滴落现象,通过刷头的两端设置阻隔块,阻隔块与铜箔卷的两侧相贴合,避免在进行涂刷时,出现胶体相两侧外溢的现象,通过承托块的表面设置承托区,承托区的横向长度与填充空腔的横向长度相一致,避免因胶水自身的重力使填充层的底部出现下坠的现象,当填充层的底部脱离承托区时,能够及时通过刀头划破填充层,避免出现因下坠现象造成封装层的划破现象,保障涂刷区域的密封性。
3.本发明提出的一种铜箔涂胶收卷一体设备及实施方式,牵引块之间通过连接轴构成活动转动连接,牵引块之间配合构成夹持槽,牵引块之间配合与卡槽相匹配,且牵引块的一端呈一种倾斜状结构,两处牵引块通过连接轴对铜箔组件和胶体组件收卷的端口进行闭合夹持,夹持完毕后,两处牵引块的一端呈一种三角状结构,在对铜箔组件和胶体组件进行牵引的过程中,牵引块能够通过三角状结构的末端,贯穿复压辊轮组的夹持处进行暂时性的夹持固定,控制电动伸缩杆带动刀头上升,刀头与填充层的底面相贴合,再移动牵引块进行牵引卡合,减少铜箔组件和胶体组件的原材料的浪费,提高利用率。
附图说明
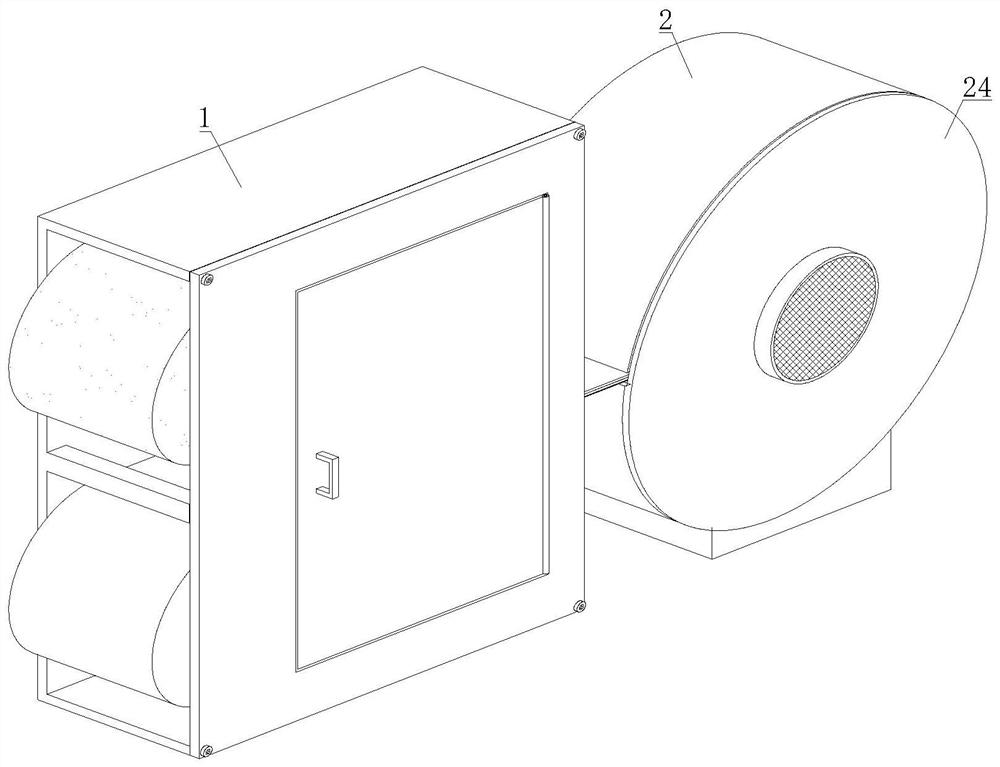
图1为本发明铜箔涂胶收卷一体设备整体结构示意图;
图2为本发明铜箔涂胶收卷一体设备整体内部结构示意图;
图3为本发明铜箔涂胶收卷一体设备箱体结构示意图;
图4为本发明铜箔涂胶收卷一体设备涂刷组件结构示意图;
图5为本发明铜箔涂胶收卷一体设备A处放大结构示意图;
图6为本发明铜箔涂胶收卷一体设备胶体组件结构示意图;
图7为本发明铜箔涂胶收卷一体设备收卷仓结构示意图;
图8为本发明铜箔涂胶收卷一体设备密封组件结构示意图;
图9为本发明铜箔涂胶收卷一体设备收卷组件结构示意图。
图中:1、涂胶机构;11、箱体;111、第一外壳;112、夹持伸缩杆;113、第一导向辊轮;114、第二导向辊轮;115、复压辊轮组;116、第二外壳;12、铜箔组件;121、铜箔卷;122、连接柱;123、衔接环;13、胶体组件;131、封装层;132、填充层;1321、填充空腔;133、隔离块;14、涂刷组件;141、承托块;1411、承托区;1412、下料区;1413、下料口;142、刷头;143、阻隔块;144、拉划件;1441、安装块;1442、刀头;1443、电动伸缩杆;2、收卷机构;21、收卷仓;211、收卷口;212、连通空腔;213、散热口;22、收卷组件;221、电机;222、收卷轴;2221、卡槽;223、牵引块;2231、夹持槽;224、连接轴;23、导向辊轮组;24、密封组件;241、密封板;2411、加热空腔;242、隔离板;243、连接块;25、热风扇。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
参阅图1和7-9,一种铜箔涂胶收卷一体设备,包括涂胶机构1和收卷机构2,收卷机构2设置在涂胶机构1的一侧,涂胶机构1包括箱体11、铜箔组件12、胶体组件13和涂刷组件14,箱体11的内腔一侧设置铜箔组件12和胶体组件13,且铜箔组件12位于胶体组件13的下方,箱体11的内腔设置涂刷组件14,且涂刷组件14位于胶体组件13的下方,收卷机构2包括收卷仓21、收卷组件22、导向辊轮组23、密封组件24和热风扇25,收卷仓21的内腔设置收卷组件22和导向辊轮组23,收卷仓21的外圆周面安装密封组件24,且密封组件24的侧面设置热风扇25,收卷仓21包括收卷口211、连通空腔212和散热口213,收卷仓21的外圆周面开设有收卷口211,收卷仓21的内壁开设有连通空腔212和散热口213,密封组件24包括密封板241、隔离板242和连接块243,隔离板242通过连接块243安装在密封板241的内壁,密封板241与隔离板242之间相配合构成加热空腔2411,且加热空腔2411与连通空腔212之间相连通,收卷组件22包括电机221、收卷轴222、牵引块223和连接轴224,电机221安装在收卷仓21的背面,且电机221的一端设置收卷轴222,收卷轴222的内部开设有卡槽2221,牵引块223之间通过连接轴224构成活动转动连接,牵引块223之间配合构成夹持槽2231,牵引块223之间配合与卡槽2221相匹配,且牵引块223的一端呈一种倾斜状结构,牵引块223之间通过连接轴224构成活动转动连接,牵引块223之间配合构成夹持槽2231,牵引块223之间配合与卡槽2221相匹配,且牵引块223的一端呈一种倾斜状结构,两处牵引块223通过连接轴224对铜箔组件12和胶体组件13收卷的端口进行闭合夹持,夹持完毕后,两处牵引块223的一端呈一种三角状结构,在对铜箔组件12和胶体组件13进行牵引的过程中,牵引块223能够通过三角状结构的末端,贯穿复压辊轮组115的夹持处进行暂时性的夹持固定,控制电动伸缩杆1443带动刀头1442上升,刀头1442与填充层132的底面相贴合,再移动牵引块223进行牵引卡合,减少铜箔组件12和胶体组件13的原材料的浪费,提高利用率。
参阅图2-4,一种铜箔涂胶收卷一体设备,箱体11包括第一外壳111、夹持伸缩杆112、第一导向辊轮113、第二导向辊轮114、复压辊轮组115和第二外壳116,第一外壳111和第二外壳116的内壁均设置夹持伸缩杆112,第一外壳111的内壁设置第一导向辊轮113,且第一导向辊轮113与胶体组件13的表面相贴合,第一外壳111的内壁设置第二导向辊轮114,且第二导向辊轮114与铜箔组件12的表面相贴合,第一外壳111的内壁设置复压辊轮组115,且复压辊轮组115位于涂刷组件14的一侧,铜箔组件12包括铜箔卷121、连接柱122和衔接环123,连接柱122的外圆周面设置衔接环123,且衔接环123的外圆周面设置铜箔卷121,连接柱122的两端与夹持伸缩杆112的一端相匹配,胶体组件13包括封装层131、填充层132和隔离块133,填充层132的表面设置封装层131,填充层132的底面两侧设置隔离块133,胶体组件13还包括连接柱122和衔接环123,填充层132的内部开设有填充空腔1321,且填充空腔1321的内部设置胶水,封装层131和填充层132均为一种纸质材质制成的构件,隔离块133为一种橡胶材质制成的构件,封装层131和填充层132的表面设置防粘涂层,在铜箔进行收卷的过程中通过刀头1442划破填充层132的底部时,使填充空腔1321内部的胶水通过下料口1413流至铜箔卷121的表面,配合刷头142进行涂刷作业,配合胶体组件13同步进行密封收卷,简化了收卷过程中的烘干流程,当铜箔收卷至收卷仓21的内部时,能够通过热风扇25配合加热空腔2411和连通空腔212,使收卷和烘干同步进行,提高铜箔的收卷效率。
参阅图4-6,一种铜箔涂胶收卷一体设备,涂刷组件14包括承托块141、刷头142、阻隔块143和拉划件144,承托块141的表面侧设置拉划件144,承托块141的底面设置刷头142,且刷头142的两端设置阻隔块143,阻隔块143与铜箔卷121的两侧相贴合,承托块141包括承托区1411、下料区1412和下料口1413,承托块141的表面设置承托区1411和下料区1412,且承托区1411的横向长度与填充空腔1321的横向长度相一致,下料区1412的底部开设有下料口1413,拉划件144包括安装块1441、刀头1442和电动伸缩杆1443,安装块1441通过电动伸缩杆1443安装在下料区1412的底部,安装块1441的表面设置刀头1442,当铜箔的一面涂刷完毕后,通过隔离块133配合铜箔卷121和填充层132在复压辊轮组115的夹持滚动下进行密封,便于胶体的烘干流程以及防止胶体出现滴落现象,通过刷头142的两端设置阻隔块143,阻隔块143与铜箔卷121的两侧相贴合,避免在进行涂刷时,出现胶体相两侧外溢的现象,通过承托块141的表面设置承托区1411,承托区1411的横向长度与填充空腔1321的横向长度相一致,避免因胶水自身的重力使填充层132的底部出现下坠的现象,当填充层132的底部脱离承托区1411时,能够及时通过刀头1442划破填充层132,避免出现因下坠现象造成封装层131的划破现象,保障涂刷区域的密封性。
为了进一步更好的解释说明上述实施例,本发明还提供了一种实施方案,一种铜箔涂胶收卷一体设备的实施方式,包括以下步骤:
步骤一:将铜箔组件12和胶体组件13通过夹持伸缩杆112固定在箱体11的内腔一侧,再将铜箔组件12和胶体组件13收卷的端口处通过牵引块223进行夹持,在夹持牵引的过程中铜箔组件12和胶体组件13分别通过第二导向辊轮114和第一导向辊轮113进行导向,配合复压辊轮组115,使铜箔组件12保持水平状态,胶体组件13保持倾斜状态;
步骤二:胶体组件13保持倾斜状态的同时,填充层132的底面与承托块141的表面相贴合,控制电动伸缩杆1443带动刀头1442上升,刀头1442与填充层132的底面相贴合,再通过牵引块223带动填充层132继续进行移动,使刀头1442划破填充层132的底部,牵引块223最终人工移动至卡槽2221处进行卡合,配合电机221进行收卷;
步骤三:刀头1442划破填充层132的底部时,填充空腔1321内部的胶水通过下料口1413流至铜箔卷121的表面,配合刷头142进行涂刷作业,至此,完成所有实施步骤。
综上所述:本发明提供的一种铜箔涂胶收卷一体设备及实施方式,收卷机构2设置在涂胶机构1的一侧,通过填充层132的表面设置封装层131,填充层132的底面两侧设置隔离块133,填充层132的内部开设有填充空腔1321,且填充空腔1321的内部设置胶水,封装层131和填充层132均为一种纸质材质制成的构件,隔离块133为一种橡胶材质制成的构件,封装层131和填充层132的表面设置防粘涂层,替代了传统的桶装胶水的涂刷工艺,在铜箔进行收卷的过程中通过刀头1442划破填充层132的底部时,使填充空腔1321内部的胶水通过下料口1413流至铜箔卷121的表面,配合刷头142进行涂刷作业,配合胶体组件13同步进行密封收卷,简化了收卷过程中的烘干流程,当铜箔收卷至收卷仓21的内部时,能够通过热风扇25配合加热空腔2411和连通空腔212,使收卷和烘干同步进行,提高铜箔的收卷效率,当铜箔的一面涂刷完毕后,通过隔离块133配合铜箔卷121和填充层132在复压辊轮组115的夹持滚动下进行密封,便于胶体的烘干流程以及防止胶体出现滴落现象,通过刷头142的两端设置阻隔块143,阻隔块143与铜箔卷121的两侧相贴合,避免在进行涂刷时,出现胶体相两侧外溢的现象,通过承托块141的表面设置承托区1411,承托区1411的横向长度与填充空腔1321的横向长度相一致,避免因胶水自身的重力使填充层132的底部出现下坠的现象,当填充层132的底部脱离承托区1411时,能够及时通过刀头1442划破填充层132,避免出现因下坠现象造成封装层131的划破现象,保障涂刷区域的密封性,牵引块223之间通过连接轴224构成活动转动连接,牵引块223之间配合构成夹持槽2231,牵引块223之间配合与卡槽2221相匹配,且牵引块223的一端呈一种倾斜状结构,两处牵引块223通过连接轴224对铜箔组件12和胶体组件13收卷的端口进行闭合夹持,夹持完毕后,两处牵引块223的一端呈一种三角状结构,在对铜箔组件12和胶体组件13进行牵引的过程中,牵引块223能够通过三角状结构的末端,贯穿复压辊轮组115的夹持处进行暂时性的夹持固定,控制电动伸缩杆1443带动刀头1442上升,刀头1442与填充层132的底面相贴合,再移动牵引块223进行牵引卡合,减少铜箔组件12和胶体组件13的原材料的浪费,提高利用率。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明披露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种铜箔涂胶收卷一体设备及实施方式
- 一种铜箔涂胶收卷一体设备及实施方式