具有多个抗剪腹板的风力涡轮机叶片
文献发布时间:2023-06-19 11:21:00
技术领域
本发明涉及一种具有多个抗剪腹板(shear web)的风力涡轮机叶片,并且涉及一种用于至少由第一叶片部段和第二叶片部段组装风力涡轮机叶片的方法。
背景技术
风力发电提供一种清洁并且有利于环境保护的能源。现代风力涡轮机通常包括塔架、发电机、变速箱、机舱以及一个或多个转子叶片。风力涡轮机叶片使用已知的翼型原理(foil principle)捕获风的动能。现代风力涡轮机可以具有长度超过90米的转子叶片。
风力涡轮机叶片通常通过由机织物(woven fabric)和树脂层形成两个外壳部件来制造。梁帽(spar cap)或主层压件(main laminate)放置或集成在外壳部件中,并且与抗剪腹板组合以形成结构支撑构件。梁帽或主层压件可以接合到外壳的吸力和压力半部件的内部或集成在其之内。抗剪腹板和梁帽或主层压件一般沿叶片的内部在展向上延伸,并且通常为I形。附加的后缘抗剪腹板也可以并入叶片中。
与叶片的其余部分相比,主层压件一般包括大量纤维层,并且至少关于若干纤维层可以形成局部加厚的风力涡轮机外壳。因此,主层压件可以形成叶片中的纤维插入部。在这种设计中,主层压件构成承载结构。叶片外壳一般设计有集成在压力侧外壳部件中的第一主层压件和集成在吸力侧外壳部件中的第二主层压件。第一主层压件和第二主层压件一般通过一个或多个抗剪腹板连接,所述一个或多个抗剪腹板例如可以具有C形或I形横截面。对于非常长的叶片,叶片外壳可以进一步沿至少一部分的纵向范围包括压力侧外壳中的附加第一主层压件和吸力侧外壳中的附加第二主层压件。这些附加主层压件也可以通过一个或多个抗剪腹板连接。这种设计具有的优点是更容易通过叶片外壳部件的模制来控制叶片的空气动力学形状。
抗剪腹板的作用是加强叶片结构,并防止过度弯曲或翘曲。一些叶片设计使用由具有I形或C形横截面的梁构件形成的抗剪腹板,这些构件具有主体,所述主体具有在主体的相对置端部处从其延伸的承重凸缘。
随着风力涡轮机尺寸的增大,叶片部件(例如外壳本体和抗剪腹板)的制造和组装变得更具挑战性并且成本更高。为了解决这一问题,已知将风力涡轮机叶片设置成两个或更多个部段。这可以导致更容易的制造工艺,并且可以降低运输和装配风力涡轮机的成本。叶片部段可以运输到装配现场,在那里它们可以组装以形成风力涡轮机叶片。然而,若干挑战与这种设计相关,不仅与外壳部段的接合有关,而且特别是与设计承重结构(例如抗剪腹板)有关。
US 2013/0091705 A1公开了一种用于由两个叶片部段组装风力涡轮机叶片的方法,所述两个叶片部段包括沿压力侧和吸力侧外壳构件的梁帽以及在梁帽之间跨越的抗剪腹板。叶片部段沿接头线(joint line)被接合,其包括:抗剪腹板的暴露区段,该暴露区段在压力侧或吸力侧外壳构件中的一个处在展向上延伸超过相应的梁帽;以及相对置的梁帽的区段,该区段在吸力侧或压力侧外壳构件的相对置的一个处在展向上延伸超过所述抗剪腹板。成角度的抗剪腹板面定义了成角度的接头线,用于接合外壳构件之间的抗剪腹板。
对齐和接合不同的抗剪腹板部件以提供充分结合的已知技术可能是耗时且乏味的。因此,特别是对于分段式风力涡轮机转子叶片,需要改进的叶片和抗剪腹板设计,以实现稳定、简单和成本效益高的组装。
因此,本发明的目的是提供一种稳定性提高、易于制造、处理和组装的风力涡轮机叶片。
本发明的另一个目的是提供一种用于至少由第一叶片部段和第二叶片部段组装风力涡轮机叶片的有效方法,用于形成风力涡轮机叶片的抗剪腹板。
发明内容
已经发现,一个或多个上述目的可以通过一种风力涡轮机叶片获得,所述风力涡轮机叶片具有成型轮廓,所述成型轮廓包括压力侧和吸力侧、以及具有弦的前缘和后缘,所述弦具有在所述前缘和所述后缘之间延伸的弦长,所述风力涡轮机叶片在根端与末梢端之间在展向方向上延伸,其中,所述叶片包括具有至少一个压力侧外壳构件和至少一个吸力侧外壳构件的外壳本体以及布置在外壳本体之内的多个抗剪腹板,每个抗剪腹板包括面向末梢端的端面和面向叶片的根端的相对端面,其中,每个抗剪腹板包括在面向末梢端的端面中的凹槽和/或在面向叶片的根端的相对端面中的凹槽,所述凹槽优选地具有抛物线或半圆形形状,如在抗剪腹板的侧视图中可见,多个抗剪腹板在展向上连续布置在外壳本体之内,使得相邻的抗剪腹板沿其展向范围(L)的一部分重叠,所述重叠包括在一个抗剪腹板中形成的一个面向末梢端的凹槽和在相邻的抗剪腹板中形成的一个面向根端的凹槽,其中,在相邻的抗剪腹板之间设置了在弦向方向上的间隙。
本发明人已经发现,包括重叠凹槽的这种布置有利地被构造成确保载荷平稳地移入和移出腹板。因此,凹槽避免了由于几何结构的突然变化而导致的应力集中。凹槽可以被机加工成腹板的端部。凹槽被构造成用于将载荷从一个抗剪腹板转移到其相邻的抗剪腹板。
凹槽的形状可以由基底区段和相对的末梢区段限定,从侧面看,每个末梢区段朝向抗剪腹板的端部逐渐变细。优选的是相邻的抗剪腹板重叠,使得在一个抗剪腹板中形成的面向末梢端的凹槽的最向内点(即通常是凹槽的基底或抛物线的中点)并未越过在相邻的抗剪腹板中形成的面向根端的凹槽的最向内点延伸超过1000 mm、500 mm、250 mm或最优选100 mm。已经发现,这种布置导致载荷在抗剪腹板之间特别平稳地转移。
优选地,每个抗剪腹板包括在面向末梢端的端面中的凹槽和在面向叶片的根端的相对端面中的凹槽,如在抗剪腹板的侧视图中可见,每个凹槽具有抛物线或半圆形形状。
优选的是叶片包括2-20个抗剪腹板,更优选的4-20个抗剪腹板,最优选的4-16个抗剪腹板。通常,多个抗剪腹板沿着或邻近在叶片的根端与末梢端之间延伸的直线或曲线路径在展向上连续布置,使得相邻的抗剪腹板沿其展向范围的一部分重叠。因此,布置得最靠近叶片的根端的抗剪腹板可以与更靠近叶片的末梢端的相邻的抗剪腹板重叠。后者可以再次与还要更靠近叶片的末梢端的相邻的抗剪腹板重叠,依此类推,直至最靠近末梢端的抗剪腹板。
在一些实施例中,多个抗剪腹板的第一子集形成前缘抗剪腹板布置或排列(line-up),而多个抗剪腹板的第二子集形成后缘抗剪腹板布置。
有利地,在沿着直线或曲线路径的抗剪腹板的所述连续布置或排列之内,在相邻的抗剪腹板之间设置了在弦向方向上的间隙。因此,可以在布置得最靠近叶片的根端的抗剪腹板与更靠近叶片的末梢端的相邻的抗剪腹板之间设置弦向的间隙。类似地,可以在后者与还要更靠近叶片的末梢端的相邻的抗剪腹板之间设置弦向的间隙,依此类推,直至最靠近末梢端的抗剪腹板。本发明人已经发现,这构成了抗剪腹板的简单而有效的布置,其导致改进的结构稳定性并易于制造和组装,特别是对于分段式风力涡轮机叶片。
优选地,抗剪腹板基本上彼此平行布置,即,使得抗剪腹板的相应侧面基本上彼此平行。在一些实施例中,多个抗剪腹板的第一子集形成前缘抗剪腹板布置或排列,而多个抗剪腹板的第二子集形成后缘抗剪腹板布置,其中,每个相应子集中的抗剪腹板基本上彼此平行布置。在其他实施例中,两个子集的抗剪腹板基本上彼此平行布置。
优选的是抗剪腹板基本上垂直于叶片的弦向方向布置。在具有多个抗剪腹板的两个或更多个组、子集或排列的实施例中,优选的是两个或所有组、子集或排列基本上垂直于叶片的弦向方向布置。
优选的是抗剪腹板基本上平行于外壳本体的纵向轴线布置。纵向轴线是在外壳本体(例如压力侧外壳半部件)的根部与末梢之间延伸的线。对于具有直线、线性设计的外壳本体,纵向轴线可以是直线;对于具有非线性设计的外壳本体,纵向轴线可以是至少一部分弯曲的线。在多个抗剪腹板的第一子集形成前缘抗剪腹板布置或排列而多个抗剪腹板的第二子集形成后缘抗剪腹板布置的实施例中,优选的是两个子集的抗剪腹板基本上平行于外壳本体的纵向轴线布置。
压力侧外壳构件和吸力侧外壳构件一般在前缘附近和后缘附近彼此粘附或结合。外壳本体可以包括纵向/展向延伸的承载结构,例如一个或多个主层压件或梁帽。有利地,多个抗剪腹板或其子集沿这种主层压件或梁帽连续布置。
诸如主层压件的承载结构一般形成为包括多个纤维增强层(例如,在20与50层之间)的纤维插入部。在承载结构的每一侧上,叶片一般包括夹层结构,所述夹层结构具有芯材料、例如轻木或泡沫聚合物,并且具有由纤维增强聚合物制成的内表皮和外表皮。外壳本体一般由纤维增强聚合物材料制成。增强纤维例如可以是玻璃纤维、碳纤维、芳族聚酰胺纤维、金属纤维(例如钢纤维)或植物纤维,而聚合物例如可以是环氧树脂、聚酯或乙烯基酯。
在一些实施例中,本发明的抗剪腹板基本上是I形的。替代地,抗剪腹板可以基本上是C形的。每个抗剪腹板一般包括芯构件,所述芯构件通常包括泡沫聚合物和/或轻木。抗剪腹板还可以包括腹板表皮,所述腹板表皮一般包括玻璃纤维、芳族聚酰胺纤维、碳纤维或其组合。优选地,腹板表皮包括玻璃纤维或由玻璃纤维组成。抗剪腹板一般是伸长的元件。抗剪腹板本体通常是伸长的本体,当安装在风力涡轮机叶片外壳中时,所述本体在风力涡轮机叶片的纵向或展向方向上延伸。
本发明的抗剪腹板可以具有0.5-25米、例如0.5-15米的长度。它们一般使用抗剪腹板模具系统来制造,所述抗剪腹板模具系统包括用于形成至少一部分腹板本体的中心模制部分、用于形成至少一部分第一腹板脚凸缘(foot flange)的第一模制板、以及用于形成至少一部分第二腹板脚凸缘的第二模制板。优选的是经由真空辅助树脂转移模制(VARTM)工艺制造本发明的抗剪腹板。替代地,可以使用RTM工艺,其中通过使用超压将树脂注入到型腔中。
本发明的抗剪腹板还可以包括一个或多个插入件,以提供从腹板本体到第一和/或第二腹板脚凸缘的逐渐过渡。例如,第一插入件可以设置在芯材料的第一侧处,并且第二插入件在芯材料的第二侧处。有利地,一个或多个插入件可以是基本上楔形的。因此,插入件可以具有整体梯形外观。在有利的实施例中,插入件具有圆形外表面,使得从腹板本体到腹板脚凸缘获得圆形过渡。
相应抗剪腹板的高度通常会从根端到末梢端减小。此外,在更靠近根端的端部处的抗剪腹板的高度通常等于或高于在其相对端部(更靠近叶片的末梢端)处的抗剪腹板的高度。
在优选的实施例中,相邻的抗剪腹板沿其相应的展向范围的5-25%、优选地10-20%的距离重叠。
根据另一个实施例,在弦向方向上的间隙的宽度为在间隙位置处的弦长的0.5-10%,例如0.5-8%、0.5-5%或1-5%。在其他实施例中,弦向方向上的间隙的宽度为500 mm或更小,例如250 mm或100 mm或更小。优选的是在弦向方向上的间隙的宽度为1-100 mm。
在优选的实施例中,多个抗剪腹板被分组为前缘抗剪腹板排列和后缘抗剪腹板排列,后缘抗剪腹板排列比前缘抗剪腹板排列更靠近后缘,其中,在每个所述排列中,一组抗剪腹板在外壳本体之内在展向上连续布置,使得相邻的抗剪腹板沿着其展向范围的一部分重叠,所述重叠包括在一个抗剪腹板中形成的一个面向末梢端的凹槽和在相邻的抗剪腹板中形成的一个面向根端的凹槽,其中,在弦向方向上的间隙88设置在相邻的抗剪腹板70之间。优选的是前缘抗剪腹板排列基本上平行于后缘抗剪腹板排列。前缘抗剪腹板排列可以包括2-10个抗剪腹板,例如2-7个抗剪腹板,并且后缘抗剪腹板排列可以包括2-10个抗剪腹板,例如2-7个抗剪腹板。前缘抗剪腹板排列与后缘抗剪腹板排列之间的弦向距离可以是至少1米、至少3米或至少5米。
根据另一个实施例,叶片包括按照前缘抗剪腹板排列或后缘抗剪腹板排列的2-10个抗剪腹板,优选地4-8个抗剪腹板。
在优选的实施例中,叶片包括第一叶片部段和第二叶片部段,其中,第一叶片部段和第二叶片部段中的每一个包括压力侧外壳构件、吸力侧外壳构件和多个抗剪腹板中的至少一个。第一叶片部段和第二叶片部段可以包括具有互补接头区段的相应端部,所述互补接头区段可以在弦向接头处接合。优选的是第一叶片部段和第二叶片部段中的每一个包括多个抗剪腹板中的至少两个抗剪腹板。在优选的实施例中,第一叶片部段的至少一个、优选地至少两个抗剪腹板延伸到第二叶片部段中,反之亦然。优选的是第一叶片部段接合或粘附至第二叶片部段。
根据另一个实施例,布置在第一叶片部段之内的抗剪腹板中的至少一个沿着其展向范围的一部分与布置在第二叶片部段之内的抗剪腹板中的至少一个重叠,所述重叠包括在第一叶片部段的抗剪腹板中形成的一个面向末梢端的凹槽、以及在第二叶片部段的相邻的抗剪腹板中形成的一个面向根端的凹槽,其中,在布置在第一叶片部段之内的抗剪腹板与布置在第二叶片部段之内的相邻的抗剪腹板之间设置了在弦向方向上的间隙。
在优选的实施例中,叶片包括沿相应的压力侧和吸力侧外壳构件设置的梁帽或主层压件。梁帽通常固定在外壳构件的内面上。有利地,抗剪腹板跨越在梁帽之间。
根据另一个实施例,每个抗剪腹板包括腹板本体、在腹板本体的第一端处的第一腹板脚凸缘和在腹板本体的第二端处的第二腹板脚凸缘。
根据另一个实施例,腹板本体包括第一腹板表皮和第二腹板表皮以及夹在第一腹板表皮与第二腹板表皮之间的芯构件,每个腹板表皮包括一个或多个纤维层。
在另一个方面,本发明涉及一种用于至少由第一叶片部段和第二叶片部段组装风力涡轮机叶片的方法,其中,每个叶片部段具有压力侧外壳构件、吸力侧外壳构件和布置在每个叶片部段之内的一个或多个抗剪腹板,所述方法包括将叶片部段移动到接合构形中,其中,第一叶片部段的抗剪腹板布置为在展向上与第二叶片部段的抗剪腹板相邻,使得第一叶片部段的抗剪腹板沿着所述抗剪腹板的展向范围的一部分与第二叶片部段的抗剪腹板重叠,其中,在所述抗剪腹板之间设置了在弦向方向上的间隙,并接合叶片部段。本发明还涉及一种能够通过所述方法获得的风力涡轮机叶片。
接合步骤可以使用任何合适的接合机制或工艺(其包括粘合剂、结合材料、机械紧固件以及它们的任何组合)来执行。
根据一个实施例,多个抗剪腹板中的一个或多个包括在其面向根端的端部处和/或在其面向叶片的末梢端的端部处的凹槽。在优选的实施例中,所述凹槽具有抛物线或半圆形形状。
在所述方法的优选的实施例中,每个抗剪腹板包括面向末梢端的端面和面向叶片的根端的相对端面,其中,每个抗剪腹板包括在面向末梢端的端面中的凹槽和/或在面向叶片的根端的相对端面中的凹槽,如在抗剪腹板的侧视图中可见,所述凹槽具有抛物线或半圆形形状,多个抗剪腹板在外壳本体之内在展向上连续布置,使得相邻的抗剪腹板沿其展向范围的一部分重叠,所述重叠包括在一个抗剪腹板中形成的一个面向末梢端的凹槽、以及在相邻的抗剪腹板中形成的一个面向根端的凹槽,其中,在相邻的抗剪腹板之间设置了在弦向方向上的间隙。
以上关于本发明的风力涡轮机叶片所讨论的所有特征和/或实施例同样适用于根据本发明的用于组装风力涡轮机叶片的方法。
如本文所使用的,术语“展向”用于描述沿叶片从其根端到其末梢端的测量或元件的取向。术语“弦向”用于描述沿叶片从其前缘到其后缘的测量或元件的取向。
如本文所使用的,术语“侧视图”是指水平地且直接在抗剪腹板的一侧处看的视图、即直接在抗剪腹板的侧表面处看的视图,所述侧表面通常是抗剪腹板的主要且最大的表面。侧表面通常位于基本上竖直的平面内,所述平面包括抗剪腹板的纵向轴线或展向范围。
附图说明
下面将参考附图中所示的实施例详细解释本发明,其中
图1示出了风力涡轮机,
图2示出了风力涡轮机叶片的示意图,
图3示出了风力涡轮机叶片的横截面示意图,
图4是根据本发明的抗剪腹板的示意性侧视图,
图5是根据本发明布置的具有多个抗剪腹板的外壳构件的示意性俯视图,
图6是根据本发明另一个实施例布置的具有多个抗剪腹板的外壳构件的示意性俯视图,
图7是根据本发明的抗剪腹板的布置的透视图,以及
图8是根据本发明的抗剪腹板的布置的示意性侧视图。
具体实施方式
图1图示了根据所谓的“丹麦概念”的常规的现代迎风式风力涡轮机,其具有塔架4、机舱6以及具有基本上水平的转子轴的转子。转子包括轮毂8和从轮毂8径向延伸的三个叶片10,每个叶片具有最靠近轮毂的叶片根部16和最远离轮毂8的叶片末梢14。转子具有用R表示的半径。
图2示出了风力涡轮机叶片10的示意图。风力涡轮机叶片10具有常规的风力涡轮机叶片的形状,并且包括:最靠近轮毂的根部区域30、最远离轮毂的成型或翼型区域34、以及位于根部区域30与翼型区域34之间的过渡区域32。叶片10包括前缘18和后缘20,当叶片安装在轮毂上时,所述前缘18面向叶片10的旋转方向,所述后缘20面向前缘18的相反方向。
翼型区域34(也称为成型区域)具有关于产生升力方面的理想的或近乎理想的叶片形状,而根部区域30由于结构方面的考虑具有基本上圆形或椭圆形的横截面,例如使之更容易和更安全地将叶片10安装到轮毂上。根部区域30的直径(或弦)沿整个根部区域30可以是恒定的。过渡区域32具有从根部区域30的圆形或椭圆形形状向翼型区域34的翼型轮廓逐渐变化的过渡轮廓。过渡区域32的弦长一般随着距轮毂的距离r的增加而增加。翼型区域34具有翼型轮廓,所述翼型轮廓具有在叶片10的前缘18与后缘20之间延伸的弦。弦的宽度随着距轮毂的距离r的增加而减小。
叶片10的肩部40被限定为叶片10具有其最大弦长的位置。肩部40一般设置在过渡区域32与翼型区域34之间的边界处。
应注意到,叶片的不同区段的弦通常不位于共同的平面中,因为叶片可能扭转和/或弯曲(即,预弯),从而提供具有相应地扭转和/或弯曲的行程(course)的弦平面,这是最常见的情况,以便补偿取决于距轮毂的半径的叶片的局部速度。
叶片一般由压力侧外壳部件36和吸力侧外壳部件38制成,压力侧外壳部件和吸力侧外壳部件沿叶片20的前缘18和后缘处的结合线彼此粘合。
图3示出了沿图2中所示的线I-I的叶片横截面的示意图。如前所述,叶片10包括压力侧外壳部件36和吸力侧外壳部件38。压力侧外壳部件36包括梁帽41(也称为主层压件),所述梁帽构成压力侧外壳部件36的承重部件。梁帽41包括多个纤维层42,所述多个纤维层主要包括沿叶片的纵向方向对齐的单向纤维,以便为叶片提供刚度。吸力侧外壳部件38也包括梁帽45,所述梁帽包括多个纤维层46。压力侧外壳部件38还可以包括夹芯材料43,夹芯材料一般由轻木或泡沫聚合物制成,并且夹在若干纤维增强表皮层之间。夹芯材料43用来为外壳提供刚度,以便确保外壳在叶片的旋转期间基本上保持其空气动力学轮廓。类似地,吸力侧外壳部件38也可以包括夹芯材料47。
压力侧外壳部件36的梁帽41和吸力侧外壳部件38的梁帽45经由第一抗剪腹板50和第二抗剪腹板55连接。在所示实施例中,抗剪腹板50、55的形状为基本上I形的腹板。第一抗剪腹板50包括抗剪腹板本体和两个腹板脚凸缘。抗剪腹板本体包括由若干表皮层52覆盖的夹芯材料51,如轻木或泡沫聚合物,所述若干表皮层由若干纤维层制成。第二抗剪腹板55具有带有抗剪腹板本体和两个腹板脚凸缘的类似设计,抗剪腹板本体包括由若干表皮层57覆盖的夹芯材料56,所述若干表皮层由若干纤维层制成。两个抗剪腹板50、55的夹芯材料51、56可以在凸缘附近被斜切(chamfer),以便在抗剪腹板本体与腹板脚凸缘之间的接头中没有破损和破裂的风险的情况下将载荷从腹板50、55转移到主层压件41、45。但是,这种设计通常在腿部与凸缘之间的接头区域中导致富树脂区域。另外,由于在树脂固化过程期间的高放热峰值,这种富树脂区域包括转而导致机械弱点的燃烧树脂。
为了补偿这一点,包括玻璃纤维的若干填充绳60通常布置在这些接头区域处。另外,这些绳60也将有助于将载荷从抗剪腹板本体的表皮层转移到凸缘。但是,根据本发明,替代的结构设计是可行的。
叶片外壳36、38可以包括在前缘和后缘处的其他纤维增强件。一般地,外壳部件36、38经由可以在其中使用附加的填充绳的粘合凸缘(未示出)而彼此结合。此外,非常长的叶片可以包括具有附加梁帽的区段部件,这些附加梁帽经由一个或多个附加抗剪腹板连接。
图4是根据本发明的抗剪腹板70的示意性侧视图。抗剪腹板70具有在上边缘66、下边缘64、第一端面68与第二端面69之间延伸的侧表面62。当布置在叶片外壳本体之内时,第一端面68一般面向叶片的根端,而第二端面69一般面向叶片的末梢端。
图4的抗剪腹板70包括在其面向叶片的根端的端面68处的凹槽72a以及在其面向叶片的末梢端的端面69处的凹槽72b。两个凹槽72a、72b都具有抛物线形状,所述抛物线形状由基底区段74和相对的末梢区段76a、76b限定,每个凹槽都朝向抗剪腹板的端部逐渐变细。图4还图示了抗剪腹板的长度L或展向范围,以及抗剪腹板的第一端68处的高度H1和抗剪腹板的第二端69处的高度H2。
图5是根据本发明布置的具有多个抗剪腹板70a-d的外壳构件78(例如压力侧外壳构件)的示意性俯视图。外壳构件78在末梢端14与根端16之间在展向方向上延伸。多个抗剪腹板70a-d在外壳本体之内在展向上连续布置,使得相邻的抗剪腹板(例如抗剪腹板70b和抗剪腹板70c)沿其展向范围或长度L的一部分重叠,如由重叠的距离90所指示的那样。相邻的抗剪腹板可以沿其相应的展向范围L的例如10-20%的距离重叠。
如图5中进一步所图示的那样,在相邻的抗剪腹板之间设置了在弦向方向上的间隙88(仅针对抗剪腹板70b、70c图示)。在弦向方向上的间隙88的宽度w可以在间隙88位置处的弦长的0.5-10%的范围内。在所图示的实施例中,外壳构件78包括两个叶片部段84、86,所述两个叶片部段及其相应的吸力侧外壳构件可以接合在一起以形成风力涡轮机叶片。第一叶片部段84包括三个抗剪腹板70a-c,并且第二叶片部段86包括一个抗剪腹板。当沿着线92接合在一起时,第二叶片部段的抗剪腹板70d延伸到第一叶片部段84中,并且第一叶片部段84的抗剪腹板70c延伸到第二叶片部段86中。因此,可以通过将叶片部段84、86移动到匹配构形中来组装叶片,其中,抗剪腹板70c布置成在展向上与第二叶片部段86的抗剪腹板70d相邻,使得相邻的抗剪腹板70c、70d沿其展向范围L的一部分重叠,其中,在相邻的抗剪腹板70c、70d之间设置了在弦向方向上的间隙。然后可以接合叶片区段。
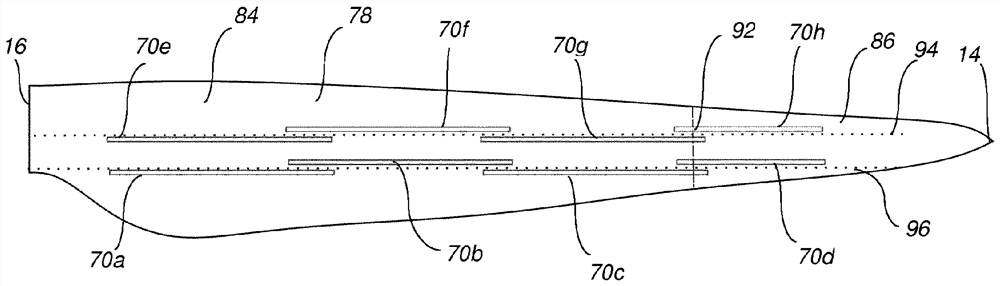
图6图示了本发明的另一个实施例。在此,多个抗剪腹板的第一子集70e-h形成前缘抗剪腹板布置或排列,而多个抗剪腹板的第二子集70a-d形成后缘抗剪腹板布置。在每个子集中,抗剪腹板沿着或邻近在叶片的根端16与末梢端14之间延伸的直线或曲线路径94、96在展向上连续布置,使得相邻的抗剪腹板沿其展向范围的一部分重叠。
图7是根据本发明的抗剪腹板的布置的透视图。抗剪腹板70a-d布置在沿相应的压力侧外壳构件和吸力侧外壳构件(图7中未示出)设置的梁帽79a、79b之间,使得在相邻的抗剪腹板、例如抗剪腹板70d和抗剪腹板70c之间设置了在弦向方向上的间隙88。
图8是根据本发明的抗剪腹板的另一个布置的切开侧视图。前三个抗剪腹板70a-c具有大致相同的展向范围L1、L2、L3,而更靠近叶片的末梢端82的抗剪腹板70d、70e具有更短的展向范围L4、L5。相邻的抗剪腹板、例如腹板70a和70b沿其展向范围L1、L2的一部分在90处指示的距离上重叠。
本发明不限于本文中所描述的实施例,而是可以在不脱离本发明范围的情况下进行改型或调整。
参考标记列表
4 塔架
6 机舱
8 轮毂
10 叶片
14 叶片末梢
16 叶片根部
18 前缘
20 后缘
30 根部区域
32 过渡区域
34 翼型区域
36 压力侧外壳部件
38 吸力侧外壳部件
40 肩部
41 梁帽
42 纤维层
43 夹芯材料
45 梁帽
46 纤维层
47 夹芯材料
50 第一抗剪腹板
51 芯构件
52 表皮层
55 第二抗剪腹板
56 第二抗剪腹板的夹芯材料
57 第二抗剪腹板的表皮层
60 填充绳
62 抗剪腹板的侧表面
64 下边缘
66 上边缘
68 第一端面
69 第二端面
70 抗剪腹板
72 凹槽
74 基底区段
76 末梢区段
78 外壳构件
79 梁帽
80 根端
82 末梢端
84 第一叶片部段
86 第二叶片部段
88 间隙
90 重叠的距离
92 分隔线
94 第一路径
96 第二路径
H 高度
L 长度
r 距轮毂的距离
R 转子半径
w 间隙的宽度
- 具有多个抗剪腹板的风力涡轮机叶片
- 制造具有抗剪腹板的风力涡轮机转子叶片的方法