一种钛合金模锻件热处理设备及其方法
文献发布时间:2023-06-19 11:22:42
技术领域
本发明涉及工业加工设备技术领域,具体为一种钛合金模锻件热处理设备及其方法。
背景技术
世界工业发达国家的优质钛合金、高温合金和铝合金一半以上产量用于航空航天工业,其中航空工业占三分之二以上。航空航天锻件与普通机械制造用产品的锻件相比较,有以下特点:第一,航空锻件一般选用高比强度、比刚度的材料,常采用新材料,不断对锻造生产技术提出新的、更高的要求。第二,航空锻件在进度和质量方面比普通机械产品锻件要求高,精锻技术及精锻件在飞机、航空发动机和辅机上应用广泛。精密锻造与普通模锻相比,可以提高材料利用率60%以上,节省机加工时50%以上,并保证构件表面完整性与流线连续性,有利于提高零件的疲劳性能和抗应力腐蚀性能,达到减重增效、长寿命、高可靠、减免维修的目的,并提高经济可承受性,在钛合金模锻件加工过程中,钛合金模锻件需要在电炉中氩气保护下、在低于相变点120℃~150℃下加热,氩气是一种无色、无味的单原子气体,相对原子质量为39.948。一般由空气液化后,用分馏法制取氩气。氩气的密度是空气的1.4倍,是氦气的10倍。氩气是一种惰性气体,在常温下与其他物质均不起化学反应,在高温下也不溶于液态金属中,在焊接有色金属时更能显示其优越性。
然而现有的钛合金模锻件热处理设备在使用时没有的氩气泄漏采取专门的防护设施,氩气在常压下无毒,但是高浓度时,氩气使氧分压降低而发生窒息,氩浓度达50%以上,引起严重症状,75%以上时,可在数分钟内死亡。当空气中氩浓度增高时,由于氩气自身无色无味不易被发现,从而会造成人员的生命危险。
发明内容
本发明的目的在于提供一种钛合金模锻件热处理设备及其方法,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:一种钛合金模锻件热处理设备,包括热处理电炉,所述热处理电炉的左侧面下端贯穿开设有通口并固定连接有通气管,所述热处理电炉的左侧面上端贯穿开设有放置通口一,所述放置通口一的内壁开设有滑槽一,所述滑槽一的内壁滑动连接有挡板一,所述挡板一的左侧面下端固定连接有把手一,所述热处理电炉的上表面前后两端均固定连接有把手二,所述热处理电炉的下表面四角固定连接有支撑腿一,所述热处理电炉的上表面中心处设置有气阀,所述热处理电炉的外侧设置有防漏气仓,所述防漏气仓的内壁上端设置有滑板,所述防漏气仓的右侧面下端贯穿开设有侧边通槽,所述竖杆的后侧设置有漏气提示板。
优选的,所述防漏气仓的左侧面上端贯穿开设有放置通口二,所述防漏气仓的左侧面放置通口二上端固定连接有弹簧轴一,所述弹簧轴一的左侧面固定连接有挡板二,所述挡板二的下表面固定连接有气密垫片一,所述防漏气仓的左侧面下端贯穿开设有通口并在通口内壁固定连接有气密垫圈一,所述通气管的圆周侧面贯穿滑动连接气密垫圈一的内壁,所述防漏气仓的下表面四角固定连接有支撑腿二,所述滑板的侧面固定套接有气密垫圈二,所述气密垫圈二的外侧面滑动连接防漏气仓的内壁上端,所述滑板的上表面中心处固定连接有竖杆,所述竖杆的上表面固定连接有圆板,所述滑板的上表面前端贯穿开设有通槽,所述滑板的上表面通槽后侧固定连接有弹簧轴二,所述弹簧轴二的上表面固定连接有挡板三,所述挡板三的前侧面固定连接有气密垫片二,所述滑板的上表面通槽左右两侧均固定连接有连接轴,所述连接轴的上表面通过轴承转动连接有挡块,所述挡块的下表面滑动连接挡板三的后侧面。
优选的,所述防漏气仓的前侧面侧边通槽左右两侧均固定连接有滑槽板,所述滑槽板的内壁滑动连接有挡板四,所述挡板四的前侧面上端固定连接有把手三,所述挡板四的后侧面滑动连接防漏气仓的前侧面侧边通槽处,所述防漏气仓的右侧面上端固定连接有固定板,所述固定板的上表面固定连接有支撑板一,所述支撑板一的左右侧面上端贯穿转动连接有转动轴一,所述转动轴一的左侧面固定连接有齿轮,所述齿轮的后侧面啮合有齿槽板,所述齿槽板的左侧面中心处固定连接有连接杆,所述连接杆的左侧面固定连接竖杆的右侧面,所述转动轴一的右侧面固定连接有转轮一,所述转轮一的圆周侧面转动连接有传动带,所述传动带的内壁下端转动连接有转轮二。
优选的,所述转轮二的左侧面中心处固定连接有转动轴二,所述转动轴二的圆周侧面贯穿转动连接有支撑板二,所述转动轴二的左侧面固定连接有扇片,所述支撑板二的下表面固定连接有L形支撑板,所述L形支撑板的后侧面固定连接防漏气仓的前侧面下端,所述漏气提示板的下表面固定连接防漏气仓的上表面后端,所述漏气提示板的前侧面设置有刻度,所述漏气提示板的前侧面滑动连接有指示杆,所述指示杆的前侧面固定连接圆板的后侧面。
一种钛合金模锻件热处理方法,包括:
第一步:手提把手二将热处理电炉放置于防漏气仓内部并使通气管穿过气密垫圈一内壁,转动打开挡板二并握住把手一向上滑动挡板一,将待处理的钛合金模锻件放置在热处理电炉内的固定结构上,然后向下滑动挡板一关闭放置通口一并转动挡板二关闭放置通口二,将通气管左侧开口接到输气装置上利用输气装置向通气管内通入氩气;
第二步:握住圆板将滑板滑动放置到防漏气仓内壁上端使气密垫圈二外侧面紧贴防漏气仓内壁,使指示杆后侧面沿着漏气提示板前侧面滑动,直到指示杆下降到漏气提示板上刻度的零刻度位置,松开圆板,接着启动热处理电炉对内部待处理的钛合金模锻件进行热处理且通过通气管向热处理电炉内持续通入氩气;
第三步:当热处理电炉出现气体泄漏时,停止热处理电炉的运行,并握住把手三将挡板四上滑开启侧边通槽的开口,下压圆板将防漏气仓内部气体通过侧边通槽排出到装置外侧,扇片旋转向侧边通槽前侧吹风将排出的氩气吹散,然后上拉竖杆将滑板从防漏气仓内壁脱离,手提把手二将热处理电炉取出维修。
与现有技术相比,本发明的有益效果是:
(1)、该一种钛合金模锻件热处理设备及其方法,通过设置滑板和漏气提示板,当热处理电炉出现气体泄漏时,氩气泄漏到热处理电炉外侧防漏气仓内部,防漏气仓内气体变多气压增大将滑板向上顶,指示杆后侧沿着漏气提示板前侧面上滑,工作人员能够及时观察到并采取措施,解决了氩气自身无色无味泄漏时不易被发现,从而会造成人员的生命危险的问题。
(2)、该一种钛合金模锻件热处理设备及其方法,通过将滑板设置在防漏气仓的上方,利用氩气自身密度大于空气的特性,氩气从热处理电炉内泄漏到防漏气仓内后会沉积到防漏气仓下方,这时下压圆板将防漏气仓内部气体通过侧边通槽排出到装置外侧,且竖杆下移的时候通过齿槽板带动齿轮旋转,然后再通过转轮一、传动带和带动扇片转动,扇片旋转向侧边通槽前侧吹风将排出的氩气吹散,提高气体流通,防止室内氧气密度下降造成危险。
(3)、该一种钛合金模锻件热处理设备及其方法,通过设置滑板,在正常使用时,由于热胀冷缩会导致气体膨胀或者缩小体积,当滑板上滑或者下滑在一定范围内可视为热胀冷缩,在滑动超出一定范围后可视为气体发生泄漏,从而在满足提示气体泄漏的功能上,能够适应不同的温度使用环境,提高装置的使用范围。
(4)、该一种钛合金模锻件热处理设备及其方法,通过设置滑板,当防漏气仓本身气密性不足发生泄漏时,滑板也会因为自身重量下滑,从而提醒工作人员检查防漏气仓自身,进一步避免气体泄漏导致危险,提高装置可靠性。
(5)、该一种钛合金模锻件热处理设备及其方法,设置气密垫片一、气密垫圈二和气密垫片二,进一步提高装置的气密性,避免氩气泄漏造成工伤。
(6)、该一种钛合金模锻件热处理设备及其方法,通过将通气管设置在热处理电炉下方,利用氩气密度大于空气的特性,使热处理电炉在运行前能够将内部空气完全排出,防止空气对加工造成不利影响。
附图说明
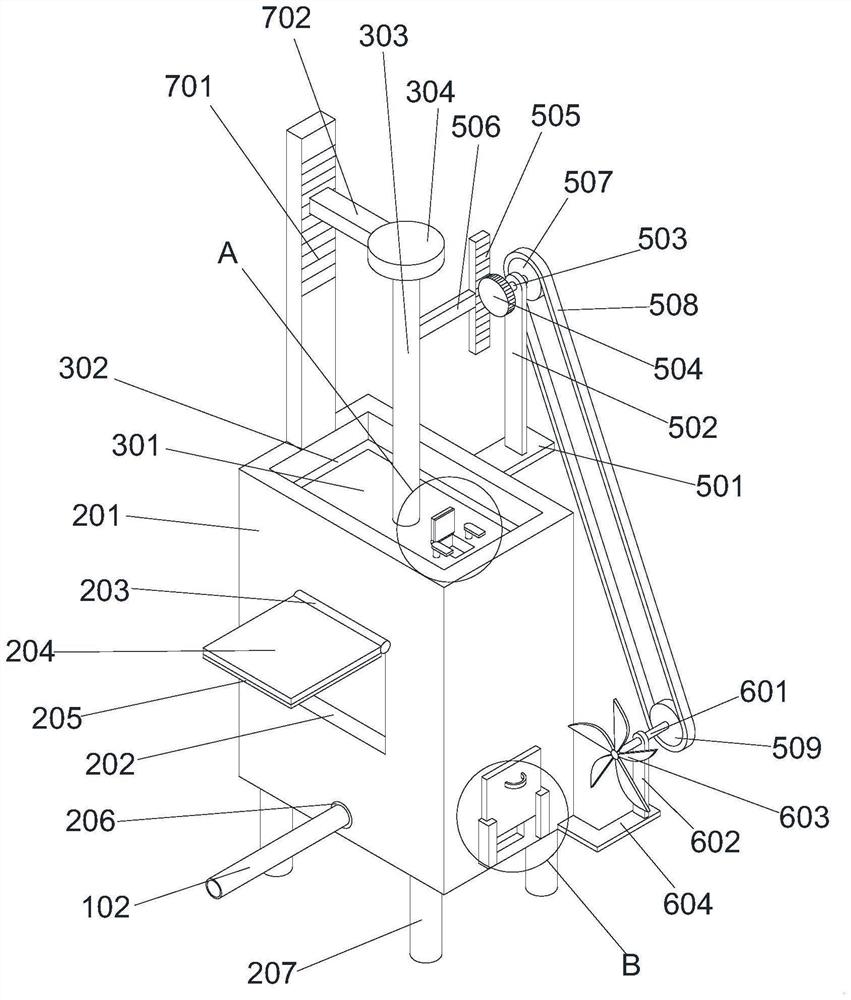
图1为本发明整体结构示意图;
图2为本发明防漏气仓内部结构示意图;
图3为本发明图1中A处局部放大示意图;
图4为本发明图1中B处局部放大示意图。
图中:101热处理电炉、102通气管、103放置通口一、104滑槽一、105挡板一、106把手一、107把手二、108支撑腿一、201防漏气仓、202放置通口二、203弹簧轴一、204挡板二、205气密垫片一、206气密垫圈一、207支撑腿二、301滑板、302气密垫圈二、303竖杆、304圆板、305通槽、306弹簧轴二、307挡板三、308气密垫片二、309连接轴、310挡块、401侧边通槽、402滑槽板、403挡板四、404把手三、501固定板、502支撑板一、503转动轴一、504齿轮、505齿槽板、506连接杆、507转轮一、508传动带、509转轮二、601转动轴二、602支撑板二、603扇片、604L形支撑板、701漏气提示板、702指示杆。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-图4,本发明提供一种技术方案:一种钛合金模锻件热处理设备,包括热处理电炉101,热处理电炉101的左侧面下端贯穿开设有通口并固定连接有通气管102,热处理电炉101的左侧面上端贯穿开设有放置通口一103,放置通口一103的内壁开设有滑槽一104,滑槽一104的内壁滑动连接有挡板一105,挡板一105的左侧面下端固定连接有把手一106,热处理电炉101的上表面前后两端均固定连接有把手二107,热处理电炉101的下表面四角固定连接有支撑腿一108,热处理电炉101的上表面中心处设置有气阀,热处理电炉101的外侧设置有防漏气仓201,防漏气仓201的内壁上端设置有滑板301,防漏气仓201的右侧面下端贯穿开设有侧边通槽401,竖杆303的后侧设置有漏气提示板701,防漏气仓201的左侧面上端贯穿开设有放置通口二202,防漏气仓201的左侧面放置通口二202上端固定连接有弹簧轴一203,弹簧轴一203的左侧面固定连接有挡板二204,挡板二204的下表面固定连接有气密垫片一205,防漏气仓201的左侧面下端贯穿开设有通口并在通口内壁固定连接有气密垫圈一206,通气管102的圆周侧面贯穿滑动连接气密垫圈一206的内壁,防漏气仓201的下表面四角固定连接有支撑腿二207,滑板301的侧面固定套接有气密垫圈二302,气密垫圈二302的外侧面滑动连接防漏气仓201的内壁上端,滑板301的上表面中心处固定连接有竖杆303,竖杆303的上表面固定连接有圆板304,滑板301的上表面前端贯穿开设有通槽305,滑板301的上表面通槽305后侧固定连接有弹簧轴二306,弹簧轴二306的上表面固定连接有挡板三307,挡板三307的前侧面固定连接有气密垫片二308,滑板301的上表面通槽305左右两侧均固定连接有连接轴309,连接轴309的上表面通过轴承转动连接有挡块310,挡块310的下表面滑动连接挡板三307的后侧面。
防漏气仓201的前侧面侧边通槽401左右两侧均固定连接有滑槽板402,滑槽板402的内壁滑动连接有挡板四403,挡板四403的前侧面上端固定连接有把手三404,挡板四403的后侧面滑动连接防漏气仓201的前侧面侧边通槽401处,防漏气仓201的右侧面上端固定连接有固定板501,固定板501的上表面固定连接有支撑板一502,支撑板一502的左右侧面上端贯穿转动连接有转动轴一503,转动轴一503的左侧面固定连接有齿轮504,齿轮504的后侧面啮合有齿槽板505,齿槽板505的左侧面中心处固定连接有连接杆506,连接杆506的左侧面固定连接竖杆303的右侧面,转动轴一503的右侧面固定连接有转轮一507,转轮一507的圆周侧面转动连接有传动带508,传动带508的内壁下端转动连接有转轮二509,转轮二509的左侧面中心处固定连接有转动轴二601,转动轴二601的圆周侧面贯穿转动连接有支撑板二602,转动轴二601的左侧面固定连接有扇片603,支撑板二602的下表面固定连接有L形支撑板604,L形支撑板604的后侧面固定连接防漏气仓201的前侧面下端,漏气提示板701的下表面固定连接防漏气仓201的上表面后端,漏气提示板701的前侧面设置有刻度,漏气提示板701的前侧面滑动连接有指示杆702,指示杆702的前侧面固定连接圆板304的后侧面。
一种钛合金模锻件热处理方法,包括:
第一步:手提把手二107将热处理电炉101放置于防漏气仓201内部并使通气管102穿过气密垫圈一206内壁,转动打开挡板二204并握住把手一106向上滑动挡板一105,将待处理的钛合金模锻件放置在热处理电炉101内的固定结构上,然后向下滑动挡板一105关闭放置通口一103并转动挡板二204关闭放置通口二202,将通气管102左侧开口接到输气装置上利用输气装置向通气管102内通入氩气;
第二步:握住圆板304将滑板301滑动放置到防漏气仓201内壁上端使气密垫圈二302外侧面紧贴防漏气仓201内壁,使指示杆702后侧面沿着漏气提示板701前侧面滑动,直到指示杆702下降到漏气提示板701上刻度的零刻度位置,松开圆板304,接着启动热处理电炉101对内部待处理的钛合金模锻件进行热处理且通过通气管102向热处理电炉101内持续通入氩气;
第三步:当热处理电炉101出现气体泄漏时,停止热处理电炉101的运行,并握住把手三404将挡板四403上滑开启侧边通槽401的开口,下压圆板304将防漏气仓201内部气体通过侧边通槽401排出到装置外侧,扇片603旋转向侧边通槽401前侧吹风将排出的氩气吹散,然后上拉竖杆303将滑板301从防漏气仓201内壁脱离,手提把手二107将热处理电炉101取出维修。
在使用时,手提把手二107将热处理电炉101放置于防漏气仓201内部并使通气管102穿过气密垫圈一206内壁,使通气管102开口位于防漏气仓201外侧,然后转动打开挡板二204并握住把手一106向上滑动挡板一105,热处理电炉101内上端设置有固定结构,将待处理的钛合金模锻件放置在热处理电炉101内的固定结构上,然后向下滑动挡板一105关闭放置通口一103并转动挡板二204关闭放置通口二202,将通气管102左侧开口接到输气装置上利用输气装置向通气管102内通入氩气,此时挡板一105完好遮盖放置通口一103开口,热处理电炉101上方气阀处于开启状态,由于氩气密度大于空气,氩气在进入热处理电炉101内部后沉积在下方将空气向上推动,空气通过气阀排出直到热处理电炉101内全部填充满氩气并关闭热处理电炉101上方气阀。
握住圆板304将滑板301滑动放置到防漏气仓201内壁上端使气密垫圈二302外侧面紧贴防漏气仓201内壁,使指示杆702后侧面沿着漏气提示板701前侧面滑动,弹簧轴一203的轴向力大于弹簧轴二306,当滑板301向下滑动时,防漏气仓201内滑板301下方的空气将挡板三307顶开并排到外侧,直到指示杆702下降到漏气提示板701上刻度的零刻度位置,挡板三307扣在通槽305上以后,转动挡块310将挡板三307压住防止挡板三307再转动,此时松开圆板304,滑板301被防漏气仓201内部空气顶住无法下滑,且内部气压无法将挡板二204顶开,气密垫片一205、气密垫圈二302和气密垫片二308都能提高装置的气密性防止气体泄漏,接着启动热处理电炉101对内部待处理的钛合金模锻件进行热处理且通过通气管102向热处理电炉101内持续通入氩气。
当热处理电炉101出现气体泄漏时,氩气泄漏到热处理电炉101外侧防漏气仓201内部,防漏气仓201内气体变多气压增大将滑板301向上顶,指示杆702后侧沿着漏气提示板701前侧面上滑,工作人员能够及时观察到,从而停止热处理电炉101的运行,并握住把手三404将挡板四403上滑开启侧边通槽401的开口,由于氩气密度大于空气,氩气从热处理电炉101内泄漏到防漏气仓201内后会沉积到防漏气仓201下方,这时下压圆板304将防漏气仓201内部气体通过侧边通槽401排出到装置外侧,且竖杆303下移的时候通过齿槽板505带动齿轮504旋转,然后再通过转轮一507、传动带508和609带动扇片603转动,扇片603旋转向侧边通槽401前侧吹风将排出的氩气吹散,提高气体流通,防止室内氧气密度下降造成危险,此时防漏气仓201内氩气被排空,然后上拉竖杆303将滑板301从防漏气仓201内壁脱离,手提把手二107将热处理电炉101取出维修即可。
在正常使用时,由于热胀冷缩会导致气体膨胀或者缩小体积,当滑板301上滑或者下滑在一定范围内可视为热胀冷缩,在滑动超出一定范围后可视为气体发生泄漏,从而在满足提示气体泄漏的功能上,能够适应不同的温度使用环境,提高装置的使用范围,且当防漏气仓201本身气密性不足发生泄漏时,滑板301也会因为自身重量下滑,从而提醒工作人员检查防漏气仓201自身,进一步避免气体泄漏导致危险,提高装置可靠性。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种钛合金模锻件热处理设备及其方法
- 一种带有翘曲薄板钛合金锻件的近净成形方法