一种蜗壳状铸件铸造成型方法
文献发布时间:2023-06-19 11:34:14
技术领域
本发明涉及铸造工艺技术领域,特别是指一种蜗壳状铸件铸造成型方法。
背景技术
在熔模初坯铸件生产过程,需要先制备型壳,型壳内预设有型腔,再向型腔内浇注熔炼为液态的金属材料,待该金属材料冷凝为固体时即获得初坯铸件,随着铸造技术的不断发展,人们对铸件产品的形状、结构的需求越来越复杂,例如,一种蜗壳状铸件,具有环形流道,流道直径较大,熔模铸造过程中,按照现有技术,可先用水溶性材料制成水溶芯模具,再根据水溶芯模具制备出相应的蜡模,然后在蜡模的基础上制备出相应的型壳,最后向型壳内浇注熔炼为液体的金属材料获得铸件,然而,由于该铸件形状十分特殊,相应的型壳内金属材料流过的流道狭长,不易于充满整个型腔,并且金属材料在冷凝成铸件的过程中,由于金属材料没有受到相应的支撑,相当于处于“悬空”形态,容易出现断裂,影响最终成型的铸件尺寸精度,此外,狭长形状的流道在金属材料的冲击作用下,还容易出现跑火缺陷,影响了铸件成型质量。
发明内容
为解决上述技术问题,本发明提供了一种蜗壳状铸件铸造成型方法。
本发明通过以下技术方案得以实现。
本发明提供了一种蜗壳状铸件铸造成型方法,包括以下步骤:
步骤一:根据设计图纸中的图样形状、尺寸制备水溶芯模具,所述水溶芯模具上设置有若干个支撑台A;
步骤二:在步骤一中所述水溶芯模具表面粘结适量蜡料后形成蜡模,所述支撑台A在所述蜡模上形成工艺孔A,再通过水溶方法使所述水溶芯模具融化去除;
步骤三:在步骤二中所述蜡模表面涂覆粘结剂和型砂,使型砂通过粘结剂粘结为型壳,所述工艺孔A在型壳上形成支撑台B,通过加热使所述蜡模融化去除;
步骤四:焙烧步骤三中所述型壳,增强其强度和刚度;
步骤五:将熔炼为液体状态的金属材料浇注于步骤四中经过焙烧后的型壳内,待金属材料冷凝为固体后获得初坯铸件,所述支撑台B在初坯铸件上形成工艺孔B;
步骤六:采用焊接方法将步骤五中获得的初坯铸件表面上的所有工艺孔B封堵填平后获得成品铸件。
所述工艺孔A或工艺孔B的横断面面积为100mm
所述工艺孔A或工艺孔B孔径大于10mm。
步骤五中,所述工艺孔B设置于所述铸件上侧和下侧,沿着金属材料在所述型壳内的流动方向,上侧工艺孔B与下侧工艺孔B彼此相间布置。
任意相邻的上侧工艺孔B与下侧工艺孔B间距不大于50mm。
任意相邻两个上侧工艺孔B或下侧工艺孔B之间的间距为100mm~150mm。
所述工艺孔A或工艺孔B数量为6个以上。
步骤六中对初坯铸件表面上的所有工艺孔B封堵填平的顺序与步骤五中将熔炼为液体状态的金属材料浇注于经过焙烧后的型壳内时,金属材料在型壳内的流动方向一致。
本发明的有益效果在于:采用本发明的技术方案,通过在水溶芯模具上设置支撑台A,使制备的型壳上形成相应的工艺孔B,当浇注金属材料后,相应的工艺孔B又形成相应的支撑台B,支撑台B对铸件起到支撑作用,从而能够防止铸件出现断裂,另外,由于型壳上设置有相应的工艺孔B,使金属材料中夹杂的空气能够通过工艺孔B逸出,使金属材料能够充满型壳的整个型腔,为提升铸件成型质量奠定了基础。
附图说明
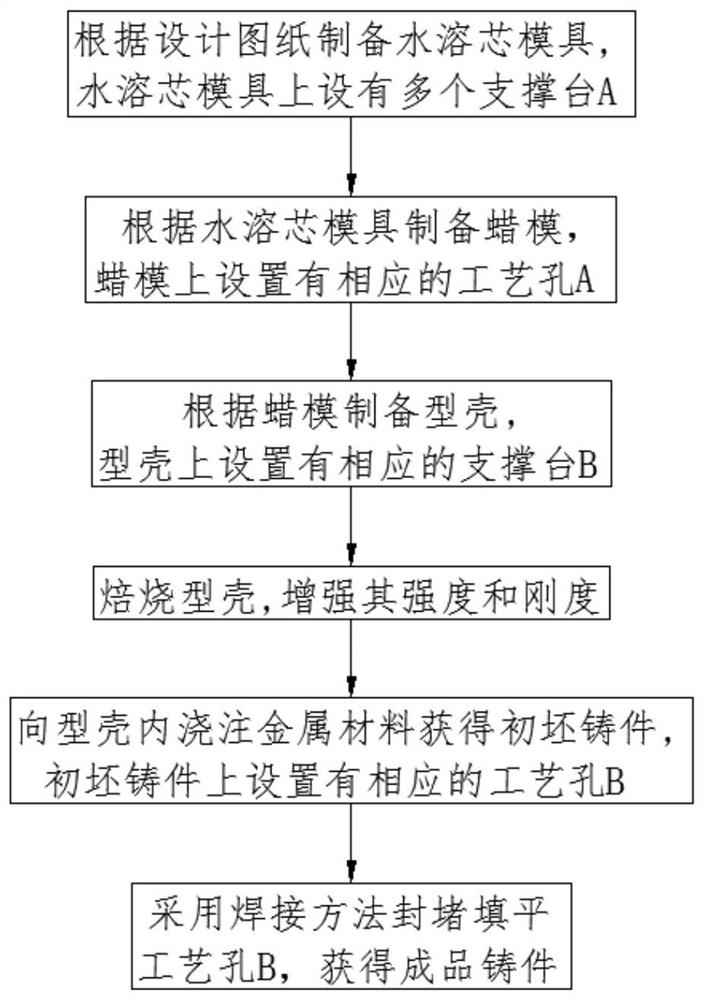
图1是本发明的工艺流程图。
具体实施方式
下面进一步描述本发明的技术方案,但要求保护的范围并不局限于所述。
如图1所示,本发明提供了一种蜗壳状铸件铸造成型方法,包括以下步骤:
步骤一:根据设计图纸中的图样形状、尺寸制备水溶芯模具,水溶芯模具上设置有若干个支撑台A;
步骤二:在步骤一中水溶芯模具表面粘结适量蜡料后形成蜡模,支撑台A在蜡模上形成工艺孔A,再通过水溶方法使水溶芯模具融化去除;
步骤三:在步骤二中蜡模表面涂覆粘结剂和型砂,使型砂通过粘结剂粘结为型壳,工艺孔A在型壳上形成支撑台B,通过加热使蜡模融化去除;
步骤四:焙烧步骤三中型壳,增强其强度和刚度;
步骤五:将熔炼为液体状态的金属材料浇注于步骤四中经过焙烧后的型壳内,待金属材料冷凝为固体后获得初坯铸件,支撑台B在初坯铸件上形成工艺孔B;步骤五中,工艺孔B设置于铸件上侧和下侧,沿着金属材料在型壳内的流动方向,上侧工艺孔B与下侧工艺孔B彼此相间布置。任意相邻的上侧工艺孔B与下侧工艺孔B间距不大于50mm。任意相邻两个上侧工艺孔B或下侧工艺孔B之间的间距为100mm~150mm。
步骤六:采用焊接方法将步骤五中获得的初坯铸件表面上的所有工艺孔B封堵填平后获得成品铸件。步骤六中对初坯铸件表面上的所有工艺孔B封堵填平的顺序与步骤五中将熔炼为液体状态的金属材料浇注于经过焙烧后的型壳内时,金属材料在型壳内的流动方向一致。
进一步地,优选工艺孔A或工艺孔B的横断面面积为100mm
采用本发明的技术方案,通过在水溶芯模具上设置支撑台A,使制备的型壳上形成相应的工艺孔B,当浇注金属材料后,相应的工艺孔B又形成相应的支撑台B,支撑台B对铸件起到支撑作用,从而能够防止铸件出现断裂,另外,由于型壳上设置有相应的工艺孔B,使金属材料中夹杂的空气能够通过工艺孔B逸出,使金属材料能够充满型壳的整个型腔,为提升铸件成型质量奠定了基础。
- 一种蜗壳状铸件铸造成型方法
- 离心式压缩机蜗壳铸造用蜗道支架