轴承外套圈多参数自动检测装置及方法
文献发布时间:2023-06-19 11:40:48
技术领域
本发明涉及轴承外套圈检测技术,具体涉及一种轴承外套圈多参数自动检测装置及方法。
背景技术
轴承外套圈从毛坯生产后要经过一系列切削加工,针对加工过程中由于车刀磨损、机器故障等多种原因造成加工过程中轴承外套圈的尺寸不合格,经过车加工后的轴承外套圈尺寸精度会直接影响后续加工的质量和生产效率,所以经过车加工后的轴承外套圈需要进行检测。目前,对不同技术标准、尺寸规格和精度等级的轴承外套圈,其加工后检查方式和方法基本是一致的,均采用人工使用测量仪器进行手动抽检,检查内容分为尺寸精度、形状精度和位置精度等,人工测量易受测量人员操作经验影响测量误差,而且由于人工的成本与效率的原因只能进行抽检,抽检容易导致部分不良品混入成品中。为了及时发现轴承外套圈加工的质量问题,以反馈加工质量及时作出加工调整,将生产损失降到最低,需要一种实时在线的轴承外套圈自动检测的装置,但在现有技术中乏相应的装置,因此,针对现有问题,有必要研发一种轴承外套圈多参数自动检测装置及方法。
发明内容
针对现有技术的不足之处,本发明提供了一种轴承外套圈多参数自动检测装置及方法。本发明的轴承外套圈多参数自动检测装置具有多功能、高精度、自动化程度高的优点;本发明的轴承外套圈多参数自动检测方法易于实施。
本发明技术方案如下:
轴承外套圈多参数自动检测装置,包括工作台,所述工作台上安装有水平移动模块、检测模块、底座安装模块;所述水平移动模块包括支架和底板;所述支架固定在工作台上,所述底板固定在支架上,所述底板上设有滑动装置A和位移传感器A;所述检测模块固定在所述滑动装置A上,可以水平移动;所述检测模块包括T型支架、滑动装置B、滑动装置C、左安装板和右安装板;所述滑动装置B和滑动装置C分别设于所述T型支架上的长板两侧;所述左安装板和右安装板分别固定在所述滑动装置B和滑动装置C上,可以上下移动;所述左安装板和右安装板上分别安装有测量装置A和测量装置B;所述T型支架与左安装板之间安装有位移传感器B,所述T型支架与右安装板之间安装有位移传感器C;所述T型支架的短板下方固定有高度测量装置;所述底座安装模块设置在检测模块的下方,所述底座安装模块包括定位支架、驱动轮装置、轴承旋转装置;所述定位支架和驱动轮装置分别设置在轴承旋转装置的两侧,相互配合对放置在轴承旋转装置上的待检测工件进行定位,并约束其在水平面上的移动;所述轴承旋转装置设置在定位支架、驱动轮装置之间。
本发明的轴承外套圈多参数自动检测装置包括协调工作的三个模块,分别是水平移动模块、检测模块以及底座安装模块,轴承外套圈安装在底座安装模块上,安装在水平移动模块上的检测模块与底座安装模块相互配合,能够对轴承外套圈的滚道底部直径、防尘槽直径、滚道曲率半径、外直径、外周面锥度以及高度进行检测;安装在底板上的位移传感器A,以及安装在T型支架与左安装板和右安装板之间的位移传感器B和位移传感器C,能够对测量时的位移进行实时监测与反馈,从而调节电机转动时的误差,保证了检测时的精度;同时装置的自动化程度高,避免了人工检测可能出现的误差,提高了检测效率。
作为优化,前述的轴承外套圈多参数自动检测装置中,所述滑动装置A包括电机Ⅰ和丝杆滑块机构Ⅰ,所述电机与丝杆滑块机构Ⅰ连接,所述检测模块固定在丝杆滑块机构Ⅰ的滑块上。丝杆滑块机构的设置,能够简化传动结构,保证传动的平稳。
作为优化,前述的轴承外套圈多参数自动检测装置中,所述测量装置A包括电机Ⅱ、双头丝杆滑块机构Ⅰ;所述电机Ⅱ与双头丝杆滑块机构Ⅰ通过齿轮皮带传动,所述双头丝杆滑块机构Ⅰ的滑块上安装有两个测脚Ⅰ,所述测脚Ⅰ的外侧水平安装有两个测头Ⅰ;所述测头Ⅰ旁安装有位移传感器D,用来检测测头Ⅰ的位移。双头丝杆滑块机构Ⅰ的设置,能够简化传动结构,同时位移传动器D能够精确检测并反馈测头Ⅰ的位移,从而调节电机转动时的误差,保证了检测时的精度。
作为优化,前述的轴承外套圈多参数自动检测装置中,所述测量装置B包括电机Ⅲ、双头丝杆滑块机构Ⅱ;所述电机Ⅲ与双头丝杆滑块机构Ⅱ通过齿轮皮带传动,所述双头丝杆滑块机构Ⅱ的滑块上安装有两个测脚Ⅱ,所述测脚Ⅱ的内侧水平安装有两个测头Ⅱ;所述测头Ⅱ旁安装有位移传感器E,用来检测测头Ⅱ的位移。双头丝杆滑块机构Ⅱ的设置,能够简化传动结构,同时位移传动器E能够精确检测并反馈测头Ⅱ的位移,从而调节电机转动时的误差,保证了检测时的精度。
作为优化,前述的轴承外套圈多参数自动检测装置中,所述高度测量装置包括电机Ⅳ、丝杆滑块机构Ⅱ、高度测头Ⅰ、高度测头Ⅱ,所述电机Ⅳ与丝杆滑块机构Ⅱ相连,所述高度测头Ⅰ与高度测头Ⅱ的位置相互平行并固定在丝杆滑块机构Ⅱ的滑块上。高度测头Ⅱ用来检测轴承外套圈的端面位置,高度测头Ⅰ用来检测工作台面的位置,二者相互配合,能够精确地检测出轴承外套圈的高度。
作为优化,前述的轴承外套圈多参数自动检测装置中,所述驱动轮装置包括电机Ⅴ、丝杆滑块机构Ⅲ、驱动轮,所述电机Ⅴ与丝杆滑块机构Ⅲ相连,所述驱动轮固定在丝杆滑块机构Ⅲ的滑块上。丝杆滑块机构Ⅲ的设置,能够简化传动结构,保证传动的平稳。
作为优化,前述的轴承外套圈多参数自动检测装置中,所述轴承旋转装置包括电机Ⅵ、电机座、旋转台,所述电机Ⅵ通过电机座固定在工作台上,所述电机Ⅵ与旋转台直连。电机Ⅵ与旋转台直连,能够简化传动结构。
作为优化,前述的轴承外套圈多参数自动检测装置中,所述定位支架包括两个安装块和两个定位轴承,所述定位轴承的内圈固定在安装块上。安装块与定位轴承的配合使用,能够对轴承外套圈进行精确的定位。
作为优化,前述的轴承外套圈多参数自动检测装置中,所述工作台上安装有推料装置,所述推料装置由推料气缸和推料板组成,所述推料气缸的传动轴与推料板直连。推料装置的设置,有利于将检测完后的样品取出,提高换样的便捷性。
轴承外套圈多参数自动检测方法,该方法是使用轴承外套圈多参数自动检测装置检测轴承外套圈的滚道底部直径、防尘槽直径、滚道曲率半径、外直径、外周面锥度以及高度;
检测过程如下:
①轴承外套圈滚道底部直径测量方法
在底座安装模块上安装好轴承外套圈,根据待检测轴承外套圈的国标设置测量装置A的高度以及水平预置位置,滑动装置A带动检测模块水平移动,滑动装置B带动左安装板上下移动;测量装置A到达预设位置后,对轴承外套圈滚道底部直径进行测量;重复测量,每一次重复测量前,轴承旋转装置带动轴承外套圈进行旋转,从而可以测量轴承外套圈的不同位置的滚道底部直径。
②轴承外套圈防尘槽直径测量方法
在底座安装模块上安装好轴承外套圈,根据待检测轴承外套圈的国标设置测量装置A的高度以及水平预置位置,滑动装置A带动检测模块水平移动,滑动装置B带动左安装板上下移动;测量装置A到达预设位置后,对轴承外套圈防尘槽直径进行测量;重复测量,每一次重复测量前,轴承旋转装置带动轴承外套圈进行旋转,从而可以测量轴承外套圈的不同位置的防尘槽直径。
③轴承外套圈滚道曲率半径测量方法
在底座安装模块上安装好轴承外套圈,根据待检测轴承外套圈的国标设置测量装置A的高度以及水平预置位置,滑动装置A带动检测模块水平移动,滑动装置B带动左安装板上下移动;测量装置A到达预设位置后,对轴承外套圈进行测量,测得的滚道底部偏下方位置的直径为第一次滚道直径,滚道底部位置的直径为第二次滚道直径,滚道底部偏上方位置的直径为第三次滚道直径;利用测得的三个滚道直径便能计算出滚道曲率半径,然后再重复操作,每一次重复测量前,轴承旋转装置带动轴承外套圈进行旋转,从而可以测量轴承外套圈的不同位置的滚道曲率半径。
④轴承外套圈外直径测量方法
在底座安装模块上安装好轴承外套圈,根据待检测轴承外套圈的国标设置测量装置B的高度以及水平预置位置,滑动装置A带动检测模块水平移动,滑动装置C带动右安装板上下移动;测量装置B到达预设位置后,对轴承外套圈外直径进行测量;重复测量,每一次重复测量前,轴承旋转装置带动轴承外套圈进行旋转,从而可以测量轴承外套圈的不同位置的外直径。
⑤轴承外套圈外周面锥度测量方法
在底座安装模块上安装好轴承外套圈,根据待检测轴承外套圈的国标设置测量装置B的高度以及水平预置位置,滑动装置A带动检测模块水平移动,滑动装置C带动右安装板上下移动;测量装置B到达预设位置后,对轴承外套圈进行两次测量,分别测得轴承外套圈中部的外直径和顶部的外直径;利用测得的两个外直径便能计算出外周面锥度,然后重复操作,每一次重复测量前,轴承旋转装置带动轴承外套圈进行旋转,从而可以测量轴承外套圈的不同位置的外周面锥度。
⑥轴承外套圈高度测量方法
在底座安装模块上安装好轴承外套圈,根据待检测轴承外套圈的国标设置高度测量装置的高度以及水平预置位置,滑动装置A带动检测模块水平移动;高度测量装置到达预设位置后,对工作台面的位置高度和轴承外套圈顶部的位置高度进行测量;两次测量的位置高度差便为轴承外套圈高度,重复操作,每一次重复测量前,轴承旋转装置带动轴承外套圈进行旋转,从而可以测量轴承外套圈的不同位置的高度。
附图说明
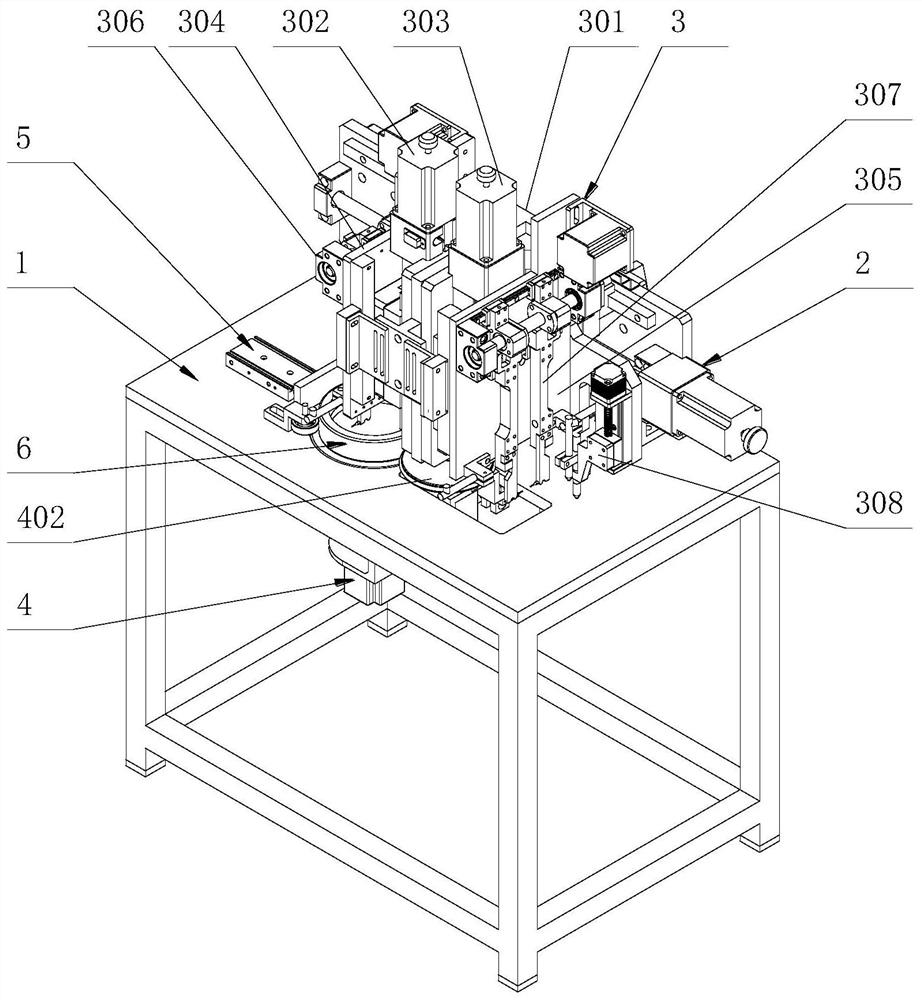
图1为本发明的轴承外套圈多参数自动检测装置的轴视图;
图2为本发明的轴承外套圈多参数自动检测装置的正视图;
图3为本发明的轴承外套圈多参数自动检测装置的俯视图;
图4为本发明的轴承外套圈多参数自动检测装置的仰视图;
图5为本发明的检测模块的轴视图;
图6为本发明的检测模块的正视图;
图7为图发明的检测模块的左视图;
图8为图发明的检测模块的右视图;
附图中的标记为:1-工作台;2-水平移动模块、201-支架、202-底板、203-滑动装置、203A-电机Ⅰ、203B-丝杆滑块机构Ⅰ、204-位移传感器A;3-检测模块、301-T型支架、302-滑动装置B、303-滑动装置C、304-左安装板、305-右安装板、306-测量装置A、306A-电机Ⅱ、306B-双头丝杆滑块机构Ⅰ、306C-测脚Ⅰ、306D-测头Ⅰ、306E-位移传感器D、307-测量装置B、307A-电机Ⅲ、307B-双头丝杆滑块机构Ⅱ、307C-测脚Ⅱ、307D-测头Ⅱ、307E-位移传感器D、308-高度测量装置、308A-电机Ⅳ、308B-丝杆滑块机构Ⅱ、308C-高度测头Ⅰ、308D-高度测头Ⅱ、309-位移传感器B、310-位移传感器C;4-底座安装模块、401-定位支架、401A-安装块、401B-定位轴承、402-驱动轮装置、402A-电机Ⅴ、402B-丝杆滑块机构Ⅲ、402C-驱动轮、403-轴承旋转装置、403A-电机Ⅵ、403B-电机座、403C-旋转台;5-推料装置、501-推料气缸、502-推料板;6-轴承外套圈。
具体实施方式
下面结合附图和具体实施方式包括实施例对本发明作进一步的说明,但并不作为对本发明限制的依据。
实施例:
参见图1-8,本发明的轴承外套圈多参数自动检测装置,包括工作台1,所述工作台1上安装有水平移动模块2、检测模块3、底座安装模块4;所述水平移动模块2包括支架201和底板202;所述支架201固定在工作台1上,所述底板202固定在支架201上,所述底板202上设有滑动装置A203和位移传感器A204;所述检测模块3固定在所述滑动装置A203上,可以水平移动;所述检测模块3包括T型支架301、滑动装置B302、滑动装置C303、左安装板304和右安装板305;所述滑动装置B302和滑动装置C303分别设于所述T型支架301上的长板301A两侧;所述左安装板304和右安装板305分别固定在所述滑动装置B302和滑动装置C303上,可以上下移动;所述左安装板304和右安装板305上分别安装有测量装置A306和测量装置B307;所述T型支架301与左安装板304之间安装有位移传感器B309,所述T型支架301与右安装板305之间安装有位移传感器C310;所述T型支架301的短板301B下方固定有高度测量装置308;所述底座安装模块4设置在检测模块3的下方,所述底座安装模块4包括定位支架401、驱动轮装置402、轴承旋转装置403;所述定位支架401和驱动轮装置402分别设置在轴承旋转装置403的两侧,相互配合对放置在轴承旋转装置403上的待检测工件进行定位,并约束其在水平面上的移动;所述轴承旋转装置403设置在定位支架401、驱动轮装置402之间。
在本实施例中,所述滑动装置A203包括电机Ⅰ203A和丝杆滑块机构Ⅰ203B,所述电机Ⅱ03A与丝杆滑块机构Ⅰ203B连接,所述检测模块3固定在丝杆滑块机构Ⅰ203B的滑块上。
在本实施例中,所述测量装置A306包括电机Ⅱ306A、双头丝杆滑块机构Ⅰ306B;所述电机Ⅱ306A与双头丝杆滑块机构Ⅰ306B通过齿轮皮带传动,所述双头丝杆滑块机构Ⅰ306B的滑块上安装有两个测脚Ⅰ306C,所述测脚Ⅰ306C的外侧水平安装有两个测头Ⅰ306D;所述测头Ⅰ306D旁安装有位移传感器D306E,用来检测测头Ⅰ306D的位移。
在本实施例中,所述测量装置B307包括电机Ⅲ307A、双头丝杆滑块机构Ⅱ307B;所述电机Ⅲ307A与双头丝杆滑块机构Ⅱ307B通过齿轮皮带传动,所述双头丝杆滑块机构Ⅱ307B的滑块上安装有两个测脚Ⅱ307C,所述测脚Ⅱ307C的内侧水平安装有两个测头Ⅱ307D;所述测头Ⅱ307D旁安装有位移传感器E307E,用来检测测头Ⅱ307D的位移。
在本实施例中,所述高度测量装置308包括电机Ⅳ308A、丝杆滑块机构Ⅱ308B、高度测头Ⅰ308C、高度测头Ⅱ308D,所述电机Ⅳ308A与丝杆滑块机构Ⅱ308B相连,所述高度测头Ⅰ308C与高度测头Ⅱ308D的位置相互平行并固定在丝杆滑块机构Ⅱ308B的滑块上。
在本实施例中,所述驱动轮装置402包括电机Ⅴ402A、丝杆滑块机构Ⅲ402B、驱动轮402C,所述电机Ⅴ402A与丝杆滑块机构Ⅲ402B相连,所述驱动轮402C固定在丝杆滑块机构Ⅲ402B的滑块上。
在本实施例中,所述轴承旋转装置403包括电机Ⅵ403A、电机座403B、旋转台403C,所述电机Ⅵ403A通过电机座403B固定在工作台1上,所述电机Ⅵ403A与旋转台403C直连。
在本实施例中,所述定位支架401包括两个安装块401A和两个定位轴承401B,所述定位轴承401B的内圈固定在安装块401A上。
使用本实施例的装置检测时,先将轴承外套圈6放置在旋转台403C的中心位置,通过电机Ⅴ402A推动驱动轮402C,驱动轮402C配合定位支架401上的两个定位轴承401B对轴承外套圈6进行定位,并约束其在水平面上的移动;套圈位于指定工位后,水平移动模块2带动检测模块水平3移动,同时检测模块3的电机旋转,从而使得相应的测头到达预设的位置,再对轴承外套圈6的滚道底部直径、防尘槽直径、滚道曲率半径、外直径、外周面锥度以及高度进行测量。
各参数的测量方法可以如下:
(1)轴承外套圈滚道底部直径测量方法
在底座安装模块4上安装好轴承外套圈6,根据待检测轴承外套圈6的国标设置测头Ⅰ306D的高度以及测头Ⅰ306D的水平预置位置,电机Ⅰ203A带动检测模块3水平移动,滑动装置B302带动左安装板304上下移动,测头Ⅰ306D到达预设位置后,电机Ⅱ306A带动双头丝杆滑块机构Ⅰ306B上的测脚Ⅰ306C往两侧移动,从而使得固定在测脚Ⅰ306C的上的测头Ⅰ306D抵住轴承外套圈6的滚道底部,此时测得数据即为轴承外套圈滚道底部直径。重复操作,每一次重复测量前,轴承旋转装置403带动轴承外套圈6进行旋转,从而可以测量轴承外套圈6的不同位置的滚道底部直径。
(2)轴承外套圈防尘槽直径测量方法
在底座安装模块4上安装好轴承外套圈6,根据待检测轴承外套圈6的国标设置测头Ⅰ306D的高度以及测头Ⅰ306D的水平预置位置,电机Ⅰ203A带动检测模块3水平移动,滑动装置B302带动左安装板304上下移动,测头Ⅰ306D到达预设位置后,电机Ⅱ306A带动双头丝杆滑块机构Ⅰ306B上的测脚Ⅰ306C往两侧移动,从而使得固定在测脚Ⅰ306C的上的测头Ⅰ306D抵住轴承外套圈6的防尘槽底部,此时测得数据即为轴承外套圈防尘槽直径。重复操作,每一次重复测量前,轴承旋转装置403带动轴承外套圈6进行旋转,从而可以测量轴承外套圈6的不同位置的防尘槽直径。
(3)轴承外套圈滚道曲率半径测量方法
在底座安装模块4上安装好轴承外套圈6,根据待检测轴承外套圈6的国标设置测头Ⅰ306D的高度以及测头Ⅰ306D的水平预置位置,电机Ⅰ203A带动检测模块3水平移动,滑动装置B302带动左安装板304向下移动,使得测头Ⅰ306D到达到滚道底部偏下方位置,电机Ⅱ306A带动双头丝杆滑块机构Ⅰ306B上的测脚Ⅰ306C往两侧移动,测脚Ⅰ306C的上的测头Ⅰ306D抵住滚道时停止,此时测得数据即为一次滚道直径;将测头Ⅰ306D向内移动,然后滑动装置B302带动左安装板304向上移动,使得测头Ⅰ306D移动到滚道底部附近位置,再将测头Ⅰ306D向两侧移动,测头Ⅰ306D抵住滚道底部时停止,此时测得数据即为二次滚道直径;将测头Ⅰ306D向内移动,然后滑动装置B302再带动左安装板304向上移动,使得测头Ⅰ306D移动到滚道底部偏上方位置,再将测头Ⅰ306D向两侧移动,测头Ⅰ306D抵住滚道时停止,此时测得数据即为三次滚道直径。利用测得的三个滚道直径便能计算出滚道曲率半径,然后再重复操作,每一次重复测量前,轴承旋转装置403带动轴承外套圈6进行旋转,从而可以测量轴承外套圈6的不同位置的滚道曲率半径。
(4)轴承外套圈外直径测量方法
在底座安装模块4上安装好轴承外套圈6,根据待检测轴承外套圈6的国标设置测头Ⅱ307D的高度以及测头Ⅱ307D的水平预置位置,电机Ⅰ203A带动检测模块3水平移动,滑动装置C303带动右安装板304上下移动,测头Ⅱ307D到达预设位置后,电机Ⅲ307A带动双头丝杆滑块机构Ⅱ307B上的测脚Ⅱ307C向内移动,从而使得固定在测脚Ⅱ307C的上的测头Ⅱ307D抵住轴承外套圈6的外表面,此时测得数据即为轴承外套圈外直径。重复操作,每一次重复测量前,轴承旋转装置403带动轴承外套圈6进行旋转,从而可以测量轴承外套圈6的不同位置的外直径。
(5)轴承外套圈外周面锥度测量方法
在底座安装模块4上安装好轴承外套圈6,根据待检测轴承外套圈6的国标设置测头Ⅱ307D的高度以及测头Ⅱ307D的水平预置位置,电机Ⅰ203A带动检测模块3水平移动,滑动装置C303带动右安装板304向下移动,测头Ⅱ307D移动到轴承外部中间附近位置后,电机Ⅲ307A带动双头丝杆滑块机构Ⅱ307B上的测脚Ⅱ307C向内移动,从而使得固定在测脚Ⅱ307C的上的测头Ⅱ307D抵住轴承外套圈6的外表面,此时测得数据即为轴承外套圈中部外直径;将测头Ⅱ307D向两侧移动,然后滑动装置C303再带动右安装板305向上移动,使得测头Ⅱ307D移动到套圈外表面顶部附近位置,再将测头Ⅱ307D向内移动,测头Ⅱ307D抵住套圈外表面时停止,此时测得数据即为轴承外套圈顶部外直径。利用测得的两个外直径便能计算出外周面锥度,然后重复操作,每一次重复测量前,轴承旋转装置403带动轴承外套圈6进行旋转,从而可以测量轴承外套圈6的不同位置的外周面锥度。
(6)轴承外套圈高度测量方法
在底座安装模块4上安装好轴承外套圈6,首先电机Ⅳ308A带动高度测头Ⅰ308C向下移动,直至高度测头Ⅰ308C与工作台面相抵,记录下工作台面的位置高度;根据待检测轴承外套圈6的国标设置高度测头Ⅱ308D的高度以及高度测头Ⅱ308D的水平预置位置,电机Ⅰ203A带动检测模块3水平移动,电机Ⅳ308A带动高度测头Ⅱ308D上下移动,高度测头Ⅱ308D到达预设位置后,电机Ⅳ308A带动高度测头Ⅱ308D向下移动,直至高度测头Ⅱ308D抵住轴承外套圈6的顶部时停止,记录下轴承外套圈顶部的位置高度。两次测量的位置高度差便为轴承外套圈高度,重复操作,每一次重复测量前,轴承旋转装置403带动轴承外套圈6进行旋转,从而可以测量轴承外套圈6的不同位置的高度。
上述对左、右方位的描述是基于图2的轴承外套圈多参数自动检测装置的正视图的状态而言,不应理解为是对该发明技术方案构成的限制。
上述对本申请中涉及的发明的一般性描述和对其具体实施方式的描述不应理解为是对该发明技术方案构成的限制。本领域所属技术人员根据本申请的公开,可以在不违背所涉及的发明构成要素的前提下,对上述一般性描述或/和具体实施方式(包括实施例)中的公开技术特征进行增加、减少或组合,形成属于本申请保护范围之内的其它的技术方案。
- 轴承外套圈多参数自动检测装置及方法
- 轴承钢球与内外套圈的摩擦力及滑滚比测量装置及方法