一种全自动皮带上料装置
文献发布时间:2023-06-19 11:44:10
技术领域
本发明属于皮带生产加工技术领域,特别涉及一种全自动皮带上料装置。
背景技术
皮带在生产加工中,需要进行上料和下料,现有的皮带在生产加工中主要采用人工进行上料与下料,导致生产效率低下,生产成本高。
目前,市场也存在一些简单的皮带上下料装置,但这些装置只能实现上下料中某一个环节的自动化,很难实现全自动上料与下料,依然存在生产效率低下的问题。
例如,现有技术中公开了专利号为CN111532725A的一种皮带上料装置,包括皮带式输料机构以及料斗机构,料斗机构设于输料机构上方,并相互连通,其中,料斗机构包括一簸箕形状的储料部,储料部的下部设为锥形形状,且储料部的下部设有连通输料机构的下料口;输料机构包括输料用皮带、皮带支撑架以及皮带驱动机构,皮带支撑架位于皮带下部,皮带驱动机构位于皮带中下部,并带动皮带运动;输料机构尾部设有用于长、短距离移动的吊装部;输料机构和料斗机构之间还设有调平部,用于调节输料机构水平度。本产品发明新颖、工作效率高,极具创造性,且实用性更强,能够广泛应用在物料运输设备技术领域。该皮带上料装置虽然实现皮带上料,但结构过于简单,不能完全实现皮带的自动上料。
发明内容
为解决上述问题,本发明的首要目的在于提供一种全自动皮带上料装置,该上料装置可以实现皮带上料过程的全自动,提升生产效率,降低生产成本;
本发明的另一个目的在于提供一种全自动皮带上料装置,该上料装置能够实现不停机上料,节省上料时间,提升生产效率;
本发明的又一个目的在于提供一种全自动皮带上料装置,该上料装置能够能够适配不同宽度的料件的上料;
本发明的最后一个目的是提供一种全自动皮带上料装置,该上料装置结构简单、成本低,便于推广和使用。
为实现上述目的,本发明的技术方案如下:
本发明提供一种全自动皮带上料装置,该上料装置包括:
换仓上料机构,用于实现皮带的不停机上料;
搬运输送机构,用于实现皮带的搬运输送;
所述换仓上料机构与搬运输送机构衔接形成完整的皮带上料装置。
所述换仓上料机构包括储料仓组件、储料仓上料传动组件,所述储料仓组件包括有工作料仓、备用料仓、储料仓切换模组,所述工作料仓、备用料仓均与储料仓切换模组驱动连接,且所述工作料仓与储料仓上料传动组件驱动连接。在本发明中,工作料仓与备用料仓可进行切换使用,工作料仓料件上料完成后,切换为备用料仓重新进行装料,备用料仓切换为工作料仓进行上料,从而实现不停机上料,节省上料时间,提升上料效率。
所述搬运输送机构包括有吸料组件与辊轮传送组件,所述辊轮传送组件衔接在吸料组件之后。
进一步地,所述储料仓组件还包括有料仓固定座,所述工作料仓与备用料仓均固定在料仓固定座上。
进一步地,所述储料仓切换模组包括有平移滑轨、平移滑块、切换驱动件,所述料仓固定座固定在平移滑块上,所述平移滑块滑动连接在平移滑轨上,且所述切换驱动件与平移滑块驱动连接。所述切换驱动件包括有储料仓切换气缸。切换驱动件能够驱动平移滑块在平移滑轨上滑动,从而带动工作料仓与备用料仓前后移动,实现工作料仓与备用料仓位置的切换,实现不停机上料。
进一步地,所述工作料仓与备用料仓均包括有底板与限位杆,所述限位杆设置有两组,所述底板上设置有两排相平行的限位孔,所述两组限位杆分别穿过两排相平行的限位孔,且所述底板可通过限位孔沿着限位杆上下移动。
进一步地,所述两组限位杆之间设置有料件装载位,所述料件装载位上装载有皮带。
进一步地,所述料仓固定座上设置有限位杆支撑件,所述限位杆支撑件设置有四组,且所述工作料仓的两组限位杆与备用料仓的两组限位杆分别固定连接在四组限位杆支撑件上。
进一步地,所述储料仓组件还包括有料仓宽度调节模组,所述料仓宽度调节模组包括同步轮、同步带以及用于控制同步带转动的可调把手,所述同步带绕设在同步轮上并可在同步轮上转动,四组所述限位杆支撑件均固定连接在同步带上且可通过转动同步带调节料件装载位的宽度。
进一步地,所述储料仓上料传动组件包括有上料传动驱动件、传动轴、升降同步带,所述上料传动驱动件与传动轴驱动连接,所述升降同步带绕设在传动轴上,所述升降同步带上还固定连接有顶块,所述顶块设置在工作料仓的底板之下并对工作料仓的底板进行支撑。在本发明中,上料传动驱动件能够带动工作料仓的底板上下移动,移动到储料仓组件的顶端,吸料组件吸取最上层的料件,当工作料仓中料件取完后,储料仓上料传动组件带动工作料仓向下移动,进行重新装料。
进一步地,所述升降同步带设置有两组,所述两组升降同步带相平行且分别设置在传动轴的两端,所述工作料仓的底板设置在两组升降同步带上的顶块之间,并通过顶块夹持固定。
进一步地,所述上料传动驱动件包括有驱动电机与减速电机,所述驱动电机与减速电机连接。所述上料传动驱动件为储料仓升降提供动力。
进一步地,所述吸料组件包括有X轴移动模组与Z轴吸料模组,所述X轴移动模组与Z轴吸料模组驱动连接。所述X轴移动模组包括X轴导轨、X轴滑块、X轴驱动件,所述X轴滑块滑动连接在X轴导轨上,所述X轴驱动件与X轴滑块驱动连接;所述Z轴吸料模组包括有Z轴驱动件与真空吸盘,所述Z轴驱动件与X轴滑块固定连接,所述Z轴驱动件与真空吸盘驱动连接。在本发明中,X轴移动模组能够带动Z轴吸料模组移动,移动到储料仓位置后,真空吸盘下降吸取料件。
进一步地,所述辊轮传送组件包括有主动轮、从动轮,所述主动轮与从动轮之间设置有用于夹持料件的夹持位,所述夹持位后设置有传送通道。
进一步地,所述主动轮上连接有带动主动轮转动的调速电机,所述从动轮上连接有升降气缸。所述升降气缸能够带动从动轮升降,与主动轮形成夹持位将料件夹住,调速电机带动主动轮转动,实现料件的传输,将料件传动到传送通道。
进一步地,所述储料仓组件的上方还设置有光电对射传感器。所述光电对射传感器能够感应所在高度的位置是否有料件,当判断有料件时,真空吸盘将料件吸走;当判断没有料件时,储料仓上料传动组件带动工作料仓上升,以便真空吸盘取料;当工作料仓上升到顶端,光电对射传感器依旧检测不到料件时,进而判断工作料仓中的料件已经完,储料仓上料传动组件带动工作料仓下降刀设置高度,储料仓切换模组进行工作料仓与备用料仓的切换,将备用料仓切换为工作料仓,将工作料仓切换为备用料仓并进行重新装料。
进一步地,本装置的上料流程为:
1、储料仓上料传动组件带动工作料仓上升,光电对射传感器检测工作料仓中是否有料件,当检测到有料件时,真空吸盘吸取料件到辊轮传送组件的夹持位,主动轮与从动轮夹住料件将料件输送道传送通道,进入下一道工序。
2、当光电对射传感器检测到工作仓中没有料件时,储料仓上料传动组件带动工作料仓下降,下降到底部时,储料仓切换模组进行工作料仓与备用料仓的切换,将备用料仓切换为工作料仓,空的工作料仓切换为备用料仓,储料仓上料传动组件带动切换后的工作料仓上升,实现不停机上料。工人将切换后备用料仓重新装满料件备用。
本发明的优势在于,相比于现有技术:
首先,本发明的自动上料装置设置有换仓上料机构与搬运输送机构,能够实现皮带全自动上料,降低生产成本,提高生产效率;
其次,本装置还设置有工作料仓与备用料仓,工作料仓中的料件上料完成后,能够通过储料仓切换模组进行工作料仓与备用料仓的自动切换,实现不停机上料,节省上料时间,提高生产效率;
再次,本装置还设置有料仓宽度调节模组,所述料仓宽度调节模组能够同时调节工作料仓与备用料仓中的料件装载位的宽度,方便适配不同宽度料件的装载;
最后,本上料装置结构简单、制作成本地,便于使用和推广。
附图说明
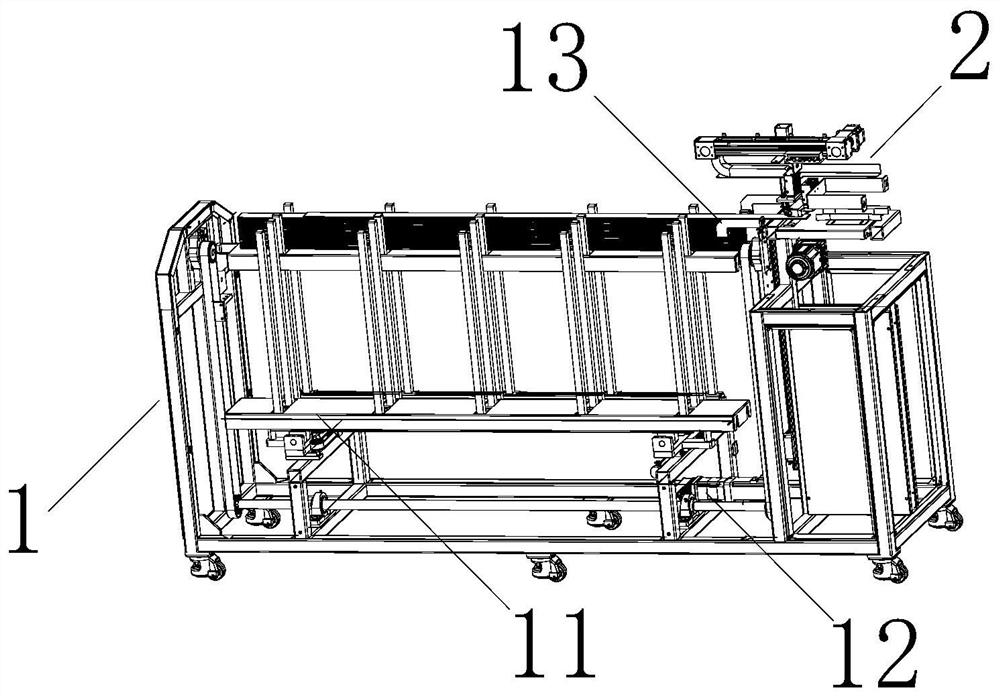
图1是本发明的结构示意图。
图2是本发明的换仓上料机构的第一视角的结构示意图。
图3是本发明的换仓上料机构的第二视角的结构示意图。
图4是图3中A的局部放大图。
图5是图3中C的局部放大图。
图6是图3中B的局部放大图。
图7是本发明的换仓上料机构的第三视角的结构示意图。
图8是图7中D的局部放大图。
图9是本发明的搬运输送机构的结构示意图。
图10是图9中E的局部放大图。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图1-10及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
为实现上述目的,本发明的技术方案如下:
一种全自动皮带上料装置,该上料装置包括:
换仓上料机构1,用于实现皮带的不停机上料;
搬运输送机构2,用于实现皮带的搬运输送;
所述换仓上料机构1与搬运输送机构2衔接形成完整的皮带上料装置。
所述换仓上料机构1包括储料仓组件11、储料仓上料传动组件12,所述储料仓组件11包括有工作料仓111、备用料仓112、储料仓切换模组113,所述工作料仓111、备用料仓112均与储料仓切换模组113驱动连接,且所述工作料仓111与储料仓上料传动组件12驱动连接。在本发明中,工作料仓111与备用料仓112可进行切换使用,工作料仓111料件上料完成后,切换为备用料仓112重新进行装料,备用料仓112切换为工作料仓111进行上料,从而实现不停机上料,节省上料时间,提升上料效率。
所述搬运输送机构2包括有吸料组件21与辊轮传送组件22,所述辊轮传送组件22衔接在吸料组件21之后。
所述储料仓组件11还包括有料仓固定座114,所述工作料仓111与备用料仓112均固定在料仓固定座114上。
所述储料仓切换模组113包括有平移滑轨1131、平移滑块1132、切换驱动件1133,所述料仓固定座114固定在平移滑块1132上,所述平移滑块1132滑动连接在平移滑轨1131上,且所述切换驱动件1133与平移滑块1132驱动连接。所述切换驱动件1133包括有储料仓切换气缸。切换驱动件1133能够驱动平移滑块1132在平移滑轨1131上滑动,从而带动工作料仓111与备用料仓112前后移动,实现工作料仓111与备用料仓112位置的切换,实现不停机上料。
所述工作料仓111与备用料仓112均包括有底板115与限位杆116,所述限位杆116设置有两组,所述底板115上设置有两排相平行的限位孔117,所述两组限位杆116分别穿过两排相平行的限位孔117,且所述底板115可通过限位孔117沿着限位杆116上下移动。
所述两组限位杆116之间设置有料件装载位118,所述料件装载位118上装载有皮带1181。
所述料仓固定座114上设置有限位杆支撑件119,所述限位杆支撑件119设置有四组,且所述工作料仓111的两组限位杆116与备用料仓112的两组限位杆116分别固定连接在四组限位杆支撑件119上。
所述储料仓组件11还包括有料仓宽度调节模组1110,所述料仓宽度调节模组1110包括同步轮1111、同步带1112以及用于控制同步带1112转动的可调把手1113,所述同步带1112绕设在同步轮1111上并可在同步轮1111上转动,四组所述限位杆支撑件119均固定连接在同步带1112上且可通过转动同步带1112调节料件装载位118的宽度。
所述储料仓上料传动组件12包括有上料传动驱动件121、传动轴122、升降同步带123,所述上料传动驱动件121与传动轴122驱动连接,所述升降同步带123绕设在传动轴122上,所述升降同步带123上还固定连接有顶块124,所述顶块124设置在工作料仓111的底板115之下并对工作料仓111的底板115进行支撑。在本发明中,上料传动驱动件12能够带动工作料仓111的底板115上下移动,移动到储料仓组件11的顶端,吸料组件21吸取最上层的料件,当工作料仓111中料件取完后,储料仓上料传动组件12带动工作料仓111向下移动,进行重新装料。
所述升降同步带123设置有两组,所述两组升降同步带123相平行且分别设置在传动轴122的两端,所述工作料仓111的底板115设置在两组升降同步带123上的顶块124之间,并通过顶块124夹持固定。
所述上料传动驱动件121包括有驱动电机与减速电机,所述驱动电机与减速电机连接。所述上料传动驱动件121为储料仓升降提供动力。
所述吸料组件21包括有X轴移动模组211与Z轴吸料模组212,所述X轴移动模组211与Z轴吸料模组212驱动连接。所述X轴移动模组211包括X轴导轨213、X轴滑块214、X轴驱动件215,所述X轴滑块214滑动连接在X轴导轨213上,所述X轴驱动件215与X轴滑块214驱动连接;所述Z轴吸料模组212包括有Z轴驱动件216与真空吸盘217,所述Z轴驱动件216与X轴滑块214固定连接,所述Z轴驱动件216与真空吸盘217驱动连接。在本发明中,X轴移动模组211能够带动Z轴吸料模组212移动,移动到储料仓位置后,真空吸盘217下降吸取料件。
所述辊轮传送组件22包括有主动轮221、从动轮222,所述主动轮221与从动轮222之间设置有用于夹持料件的夹持位223,所述夹持位223后设置有传送通道224。
所述主动轮221上连接有带动主动轮221转动的调速电机225,所述从动轮222上连接有升降气缸226。所述升降气缸226能够带动从动轮222升降,与主动轮221形成夹持位223将料件夹住,调速电机225带动主动轮221转动,实现料件的传输,将料件传动到传送通道224。
所述储料仓组件11的上方还设置有光电对射传感器13。所述光电对射传感器13能够感应所在高度的位置是否有料件,当判断有料件时,真空吸盘将料件吸走;当判断没有料件时,储料仓上料传动组件12带动工作料仓111上升,以便真空吸盘取料;当工作料仓111上升到顶端,光电对射传感器13依旧检测不到料件时,进而判断工作料仓111中的料件已经完,储料仓上料传动组件12带动工作料仓111下降刀设置高度,储料仓切换模组113进行工作料仓111与备用料仓112的切换,将备用料仓112切换为工作料仓111,将工作料仓111切换为备用料仓112并进行重新装料。
以上仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
- 一种全自动皮带上料装置
- 全自动轴承皮带上料装置