一种搅拌摩擦焊接装置及方法
文献发布时间:2023-06-19 11:54:11
技术领域
本发明涉及焊接领域,具体是一种搅拌摩擦焊接装置及方法。
背景技术
搅拌摩擦焊(Friction Stir Welding,FSW)是一种固相连接技术,与熔焊相比,FSW拥有焊缝裂纹倾向小、气孔敏感性低、焊接变形小、无飞溅、焊缝组织与母材组织相近、接头综合性能优异等特点,其被认为是焊接的最佳方法。
搅拌摩擦焊不仅可以获得综合性能优异的焊接接头,而且可以有效解决结构件轻量化问题,因此FSW逐步地应用在航天、航空、轨道交通和汽车等领域,以取代较为笨重的铆接件,提高能源利用率。
但是搅拌摩擦焊仍存在一定焊接质量问题。现有铝合金、镁合金和钛合金等合金,在自然条件下极易与氧气化合生成致密而难熔的氧化膜,这种氧化薄膜会在焊接过程中被破碎并被搅入焊缝,当焊缝金属流动性能较差时,易在焊核区中形成隧道孔洞、微孔洞及“S”线等缺陷。隧道孔洞、微孔洞缺陷是焊缝金属没有形成紧密连接的缺陷,该缺陷附近容易产生应力集中,降低接头力学性能。“S”线缺陷附近的金属只是因塑性变形而紧贴在一起,并没有达到原子间的结合,是一种塑性金属未融合现象,它会降低接头的综合力学性能。因此搅拌摩擦焊接过程中,常常需要清理焊件表面氧化膜及改善焊件塑性流动性能。
目前,对于合金表面氧化膜清理主要有两种方法:1)机械清理,通过机械刮削的方法,去除表面氧膜,但对氧化层的处理效果并不彻底,且容易损伤工件表面。2)化学清理,通过化学反应去除氧化膜,虽然清理效果比机械清理好,但工序复杂、效率低、污染环境。
发明内容
本发明要解决的技术问题是对于合金表面氧化膜清理效果差,为了解决该问题,本发明提供一种搅拌摩擦焊接装置及方法,其能够精准去除铝合金焊件表面氧化膜。
本发明的内容为一种搅拌摩擦焊接装置,包括搅拌头和TIG焊枪,搅拌头和TIG焊枪存在间距,TIG焊枪通过连接装置安装在搅拌头的行进方向上,TIG焊枪的行进方向与搅拌头的行进方向相同。
进一步地,还包括预热板,预热板位于搅拌头和TIG焊枪的下方,预热板与温度控制仪连接。
进一步地,所述的搅拌头和TIG焊枪之间设置保护气罩,保护气罩通过管路与惰性气体源连通,保护气罩的行进方向与搅拌头的行进方向相同。
进一步地,还包括冷却气罩,搅拌头位于冷却气罩和TIG焊枪之间,冷却气罩通过管路与冷却介质源连通,冷却气罩的行进方向与搅拌头的行进方向相同。
进一步地,所述的TIG焊枪能够沿与搅拌头的行进方向垂直的水平方向往复移动。
进一步地,所述的连接装置为移动机构,TIG焊枪与移动机构连接,移动机构能够驱动TIG焊枪沿搅拌头的行进方向移动。
一种搅拌摩擦焊接方法,包括以下步骤:
步骤一:将焊件装夹固定,焊件和TIG焊枪分别接TIG焊机的负极和正极;
步骤二:启动搅拌头,确保搅拌头嵌入焊件,并保持搅拌头稳定旋转,搅拌头主轴倾角设置为0-3°,轴肩下压量设置为0-0.5mm,焊接初始,搅拌头的停留时间设置为5-15s;
步骤三:搅拌头焊接前进时,连接装置带动TIG焊枪移动,TIG焊枪的钨极离焊件距离设置为2-3mm,焊接电流设置为4-20A,焊枪气体流量设置为10-15L/min;
步骤四:焊接完成后,将焊件放在空气中冷却。
进一步地,将焊件装夹固定在预热板上,启动搅拌头之前,启动预热板对焊件进行加热,待焊件到达设定温度后,通过温度控制仪对焊件进行保温。
进一步地,焊件到达设定温度后,向保护气罩内注入保护气体,保护气罩随搅拌头移动。
进一步地,搅拌头焊接前进后,向冷却气罩内注入冷却介质,冷却气罩随搅拌头移动。
本发明的有益效果是,本发明能够精准去除合金焊件表面氧化膜,能够有效促进金属塑性流动性,消除焊缝内部隧道孔洞、微孔洞及“S”线等缺陷,不易损伤工件表面,工序简单,效率高。
附图说明
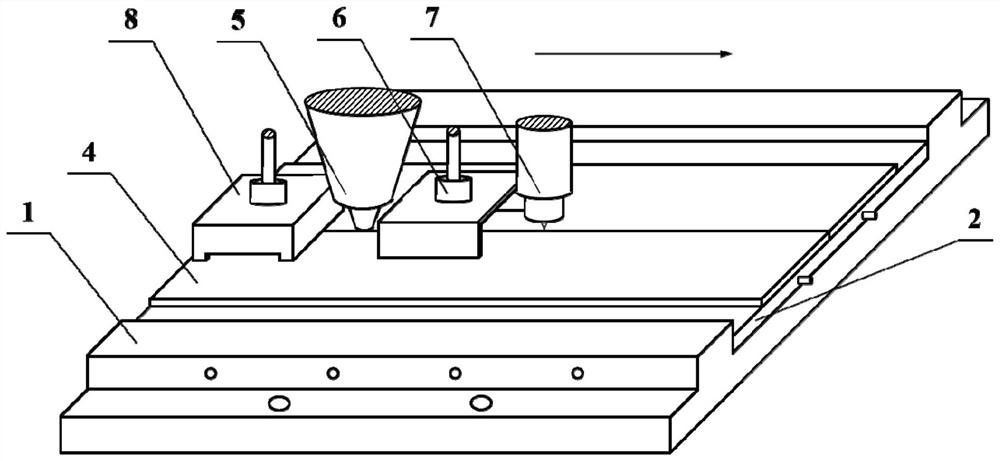
附图1为本发明的结构示意图,图中省略了温度控制仪,图中箭头所指方向为焊接方向;
附图2为本发明的预热板与温度控制仪的结构示意图。
在图中,1、平板工装夹具 2、预热板 3、温度控制仪 4、焊件 5、搅拌头 6、保护气罩 7、TIG焊枪 8、冷却气罩。
具体实施方式
如附图1和图2所示,本发明公开了一种搅拌摩擦焊接装置,包括搅拌头5和TIG焊枪7,搅拌头5和TIG焊枪7存在间距,TIG焊枪7通过连接装置安装在搅拌头5的行进方向上,TIG焊枪7的行进方向与搅拌头5的行进方向相同。在TIG焊枪7焊接过程中,固态金属在剧烈搅拌时,除了表现出弹性和塑性特性外,也具有粘性特征。当合金焊件为阴极,钨极为阳极时,合金表面阴极斑点(电子流)能量密度高,且受到质量很大的氩正离子撞击,焊件表面的氧化膜在热和力的作用下破碎并蒸发从而被清除,由于合金的电子逸出功小于合金的电子逸出功,氧化膜表面更容易建立起电弧阴极斑点,因此电弧会“自动寻找”并精准清除氧化膜。这种结构能够精准去除合金焊件表面氧化膜,不易损伤工件表面,工序简单效率高,且能够有效促进金属塑性流动性,消除焊缝内部隧道孔洞、微孔洞及“S”线等缺陷,能够使焊缝组织分布更均匀,能够有效减少搅拌头磨损,能够有效提高接头室温拉伸性能、冲击韧性、耐腐蚀性能及抗疲劳性能。
还包括预热板2,预热板2位于搅拌头5和TIG焊枪7的下方,预热板2与温度控制仪3连接。搅拌摩擦焊接区固态金属流变模型可定义为圣维南塑性体,在材料塑性流动过程中其剪切应力τ不变,直至流动终止。若材料所受τ<τ
所述的搅拌头5和TIG焊枪7之间设置保护气罩6,保护气罩6通过管路与惰性气体源连通,保护气罩6的行进方向与搅拌头5的行进方向相同。管路上可以设置保护气阀门,以控制惰性气体的流动。这种结构能够通过向保护气罩6内输送惰性气体,防止焊接产生的高温使合金焊件表面再次氧化,实现随焊随清随保护,能够有效减少成本,提高焊接效率。
还包括冷却气罩8,搅拌头5位于冷却气罩8和TIG焊枪7之间,冷却气罩8通过管路与冷却介质源连通,冷却气罩8的行进方向与搅拌头5的行进方向相同。管路上可以设置冷却介质阀门,以控制冷却介质的流动。这种结构能够通过向冷却气罩8内输送冷却介质,细化焊缝晶粒,减少析出相产生,提高焊缝强度和硬度,实现随焊随冷却,能够有效减少成本,提高接头质量。冷却介质可以是气体和/或液体和/或水雾等。
所述的TIG焊枪7能够沿与搅拌头5的行进方向垂直的水平方向往复移动。这种结构能够使TIG焊枪7扩大氧化膜的清除范围,氧化膜的清除效果更好,还便于搅拌头5直径较大时配合使用。
保护气罩6和TIG焊枪7通过固定装置连接,保护气罩6和TIG焊枪7同步移动。
冷却气罩8和TIG焊枪7通过固定装置连接,冷却气罩8和TIG焊枪7同步移动。
所述的搅拌头5和TIG焊枪7的间距为25-35mm,保护气罩6和TIG焊枪7的间距为10-15mm,搅拌头5和冷却气罩8间距为25-35mm。
所述的连接装置可以为连接杆,TIG焊枪7通过连接杆与搅拌头5连接。这种结构能够使TIG焊枪7通过连接杆实现与搅拌头5的同步移动,使得氧化膜的清除更好。
所述的连接装置可以为移动机构,TIG焊枪7与移动机构连接,移动机构能够驱动TIG焊枪7沿搅拌头5的行进方向移动。移动机构可以是丝杠螺母机构、蜗轮蜗杆机构、皮带传动机构或齿轮齿条机构等,这种结构通过移动机构单独驱动TIG焊枪7移动,避免发生TIG焊枪7与搅拌头5连接可能产生的碰撞、与管路缠绕等安全事故。
一种搅拌摩擦焊接方法,包括以下步骤:
步骤一:将焊件装夹固定,焊件和TIG焊枪7分别接TIG焊机的负极和正极;
步骤二:启动搅拌头5,确保搅拌头5嵌入焊件,并保持稳定旋转,搅拌头5主轴倾角设置为0-3°,轴肩下压量设置为0-0.5mm,焊接初始,搅拌头5的停留时间设置为5-15s;
步骤三:搅拌头5焊接前进时,连接装置带动TIG焊枪7移动,TIG焊枪7的钨极离焊件距离设置为2-3mm,焊接电流设置为4-20A,焊枪气体流量设置为10-15L/min。
步骤四:焊接完成后,将焊件放在空气中冷却。
将焊件装夹固定在预热板2上,启动搅拌头5之前,启动预热板2对焊件进行加热,待焊件到达设定温度后,通过温度控制仪3对焊件进行保温。搅拌摩擦焊接区固态金属流变模型可定义为圣维南塑性体,在材料塑性流动过程中其剪切应力τ不变,直至流动终止。若材料所受τ<τ
焊件到达设定温度后,向保护气罩6内注入保护气体,保护气罩6随搅拌头5移动。向保护气罩6内输送惰性气体,防止焊接产生的高温使合金焊件表面再次氧化,实现随焊随清随保护,能够有效减少成本,提高焊接效率。
搅拌头焊接前进后,向冷却气罩8注入冷却介质,冷却气罩8随搅拌头5移动。向冷却气罩8内输送冷却介质,细化焊缝晶粒,减少析出相产生,实现随焊随冷却,能够有效减少成本,提高接头质量。
为了更好地理解本发明,下面结合实施例进一步阐明本发明的内容,但本发明的内容不仅仅局限于下列实施例。
本实施例中,焊件4为厚度2mm的2XXX系列铝合金。
一种搅拌摩擦焊接方法,包括以下步骤:
步骤一:在平板工装夹具1上固定预热板2,并将焊件4装夹在预热板2上,两个焊件4的间隙设置为0.5mm,保护气罩6与搅拌头5的间距设置为15mm,TIG焊枪7与保护气罩6的间距为10mm,冷却气罩8与搅拌头5的间距设置为15mm;
步骤二:启动预热板2的温度控制仪3,待焊件4到达设置温度后自动保温,预热温度设置为75℃;
步骤三:打开保护气阀门和冷却介质阀门,启动搅拌头5,确保搅拌头5嵌入焊件4,并保持稳定旋转,保护气体流量设置为10L/min,冷却介质流量设置为10L/min,搅拌头5主轴倾角设置2.5°,旋转速度设置为1600r/min,焊接速度设置为80mm/min,轴肩下压量设置为0.3mm,焊接初始,搅拌头5的停留时间设置为10s;
步骤四:待搅拌头5焊接前进时,同时启动TIG焊机,实现TIG焊枪7清理在前,气体保护在中,搅拌摩擦焊接与焊接冷却在后的同步焊接工艺,TIG焊枪7移动速度设置为80mm/min,钨极离焊件距离设置为2mm,焊接电流设置为8A,TIG焊枪7气体流量设置为10L/min,与搅拌头5的行进方向垂直的水平方向往复移动距离为100mm,与搅拌头5的行进方向垂直的水平方向往复速度为2000mm/min。
步骤五:焊接完成后,依次关闭搅拌摩擦焊机、TIG焊机7、预热板2的温度控制仪3、保护气阀门和冷却介质阀门,焊接结束搅拌头5停留时间设置为5s。
步骤六:焊后将焊件放在空气中冷却。
上述焊接工艺性良好,焊缝内部无隧道孔洞、微孔洞及“S”线缺陷,焊核区组织分布均匀、晶粒细小,前进侧热机影响区无氧元素密集分布,接头力学性能及应力腐蚀性能如表1所示。
表1:实施例接头力学性能
(室温拉伸试验按照GB/T 2651-2008要求测试,夏比摆锤冲击试验按照GB/T 229-2007要求测试,疲劳寿命试验按照GB/T 13816-92要求测试,慢应变速率试验按照GB/T15970.7-2000要求测试)。疲劳寿命加载条件为:室温(25℃),R=0.2,载荷为120MPa,加载力的变化按正弦曲线变化,加载频率为30Hz。
为突出本发明优势特点,增加下述对比例与本发明工艺进行对比:
对比例步骤如下:
步骤一:在平板工装夹具1上固定预热板2,并将焊件4装夹在预热板2上,两个焊件4的间隙设置为0.5mm;
步骤二:启动预热板2的温度控制仪3,待焊件到达设置温度后自动保温,预热温度设置为75℃;
步骤三:启动搅拌摩擦焊机,确保搅拌头5嵌入焊件4,并保持稳定旋转,搅拌头5主轴倾角设置2.5°,旋转速度设置为1600r/min,焊接速度设置为80mm/min,轴肩下压量设置为0.3mm,焊接初始搅拌头5停留时间设置为10s;
步骤四:焊接完成后,依次关闭搅拌摩擦焊机和预热板2的温度控制仪3,焊接结束搅拌头5停留时间设置为5s。
步骤五:焊后将焊件4放在空气中冷却。
上述常规焊接工艺性较差,焊缝内部存在隧道孔洞、微孔洞及“S”线缺陷,焊核区组织分布不均匀,前进侧热机影响区氧元素呈流线型密集分布,接头力学性能及应力腐蚀性能如表2所示。
本对比例与实施例的区别在于,搅拌摩擦焊接过程中并未引用TIG焊、惰性气体保护和冷却介质冷却。
表2:对比例接头力学性能
(室温拉伸试验按照GB/T 2651-2008要求测试,夏比摆锤冲击试验按照GB/T 229-2007要求测试,疲劳寿命试验按照GB/T 13816-92要求测试,慢应变速率试验按照GB/T15970.7-2000要求测试)。疲劳寿命加载条件为:室温(25℃),R=0.2,载荷为120MPa,加载力的变化按正弦曲线变化,加载频率为30Hz。
实施例相比对比例,其焊接工艺性良好,焊缝内部无隧道孔洞、微孔洞及“S”线缺陷,焊核区组织分布均匀、晶粒细小,前进侧热机影响区无氧元素密集分布,接头室温抗拉强度提高16.9%,延伸率提高209.1%,冲击韧性提高43.8%,疲劳寿命提高两个数量级,应力腐蚀敏感指数降低75.7%,采用本实施例可大大改善接头质量。
实施例中的方案并非用以限制本发明的专利保护范围,因此未脱离本发明所有的等效实施或变更均处于本发明创造的专利保护范围之内。
- 一种搅拌摩擦焊接工具和搅拌摩擦焊接装置
- 一种搅拌摩擦焊接装置及包括其的搅拌摩擦焊接系统