一种防水板生产系统及其生产工艺
文献发布时间:2023-06-19 12:02:28
技术领域
本发明属于建筑材料领域,尤其涉及一种防水板生产系统及其生产工艺。
背景技术
防水板又叫土工膜,习惯上把厚度大于等于0.8mm厚的土工膜叫防水板,小于等于0.8mm厚的叫土工膜,它是以高分子聚合物为基本原料制成的一种防渗材料,分为均质防水板和复合防水板。复合防水板以塑料薄膜作为防渗基材,与无纺布复合而成的土工防渗材料,它的防渗性能主要取决于塑料薄膜的防渗性能,被广泛应用于水利、电力、公路、铁路、机场、港口、围垦、环保、抗洪以及各种地下、水下等土木工程领域。
现有复合防水板通过将土工膜和土工布直接压合的方法在进行生产,但是直接压合的生产方式时常存在压合不充分,导致后期使用出现分离现象,降低了防水板结构的稳定性能,生产中的土工膜和土工布卷绕的长度不相等,当土工膜或者土工布的其中一种放卷完后需要接续新的材料,保证复合防水板连续不断的压合。
发明内容
本发明的目的是针对上述存在的技术问题,提供一种压合充分、卷材连续加工、有效提高生产速度的防水板生产系统。
本发明的目的是这样实现的:一种防水板生产系统,包括放卷装置,具有至少两个以上可旋转的放卷辊,放卷辊上分别放置有土工膜和土工布,放卷辊旋转对卷状的土工膜和土工布进行放卷;加热装置,对土工布上的熔胶加热使其具有粘性;压合装置,用于将土工膜和土工布压合;收卷装置,用于将复合后的防水板收卷成型。
本发明进一步设置为:所述加热装置包括若干发热板、置于发热板一侧的吹风装置,所述压合装置包括上压辊、下压辊,所述上压辊和下压辊之间形成有供土工膜和土工布水平通过且可调节的压合间距;
所述下压辊包括外辊筒、内芯筒、缠绕于内芯筒外壁面的电磁线圈、置于外辊筒与内芯筒之间的陶瓷层,所述内芯筒的外壁面设有呈螺旋状的导流片,电磁线圈的导线与导流片均匀分布,导流片的内端与内芯筒固连,导流片的外端抵触陶瓷层,通过导流片在陶瓷层与内芯筒之间形成呈螺旋状的冷却水道,所述内芯筒的两端设有连接轴,所述连接轴设有连接冷却水道的引流孔,冷却水道通过引流孔连接循环水箱,所述连接轴与内芯筒形成一个密闭的活动腔,所述内芯筒设有置于活动腔内的活动活塞,所述活动活塞的两侧设有第一补偿线圈和第二补偿线圈,两个连接轴之间设置有贯穿活动活塞的限位杆,所述连接轴设置有与活动腔连接的接口,所述陶瓷层的外壁面嵌设有若干均匀分布的温度感应装置,电磁线圈、第一补偿线圈、第二补偿线圈、温度感应装置均连接控制器。
本发明进一步设置为:所述接口通过连接管道连接有补偿显示计,所述补偿显示计包括显示筒体、置于显示筒体内的显示活塞、置于显示活塞两端的第一电磁体和第二电磁体,所述第一电磁体、第二电磁体均与控制器连接,第一电磁体与第一补偿线圈对应连接,第二电磁体与第二补偿线圈对应连接,显示筒体内显示活塞两侧的空间比例与活动腔内活动活塞两侧的空间比例对应相同,所述显示筒体的外表面设有显示电路板,所述显示电路板的外侧面设有若干排列均匀的LED灯珠,所述显示电路板的内侧面设有与LED灯珠对应连接的干簧管,所述显示筒体的两端连接有电磁控制阀。
本发明进一步设置为:所述放卷装置的一侧设有拼接机构,所述拼接机构包括拼接板、安装架、置于安装架上的夹紧组、置于安装架上的超声波焊接结构,所述超声波焊接结构设有呈滚轮状的焊接头,焊接头内安装有超声波发射装置,所述安装架设有丝杆,丝杆通过驱动电机转动,所述丝杆旋转驱动焊接头移动,所述焊接头移动方向与放卷装置放卷方向垂直。
本发明进一步设置为:所述超声波焊接结构设有滑轨,所述焊接头设有与滑轨适配的滑块,所述滑块设有置于焊接头两侧的减振装置,所述减振装置包括减振筒体、置于减振筒体内的缓冲活塞、贯穿缓冲活塞的缓冲杆、与缓冲杆固连的缓冲筒、套接于缓冲杆的缓冲弹簧,所述缓冲弹簧一端抵触缓冲活塞,另一端套接于缓冲筒,所述减振装置的一端通过减振筒体与滑块固连,所述减振装置的另一端通过缓冲筒与焊接头活动连接,所述减振筒体、缓冲活塞形成一个密闭的缓冲腔,所述缓冲腔内填充有缓冲液,所述缓冲杆设有置于缓冲腔内的限位部。
本发明进一步设置为:所述收卷装置包括传动辊和收卷辊,所述传动辊与收卷电机连接,通过收卷电机驱动传动辊转动从而驱动防水板移动,防水板从传动辊与收卷辊之间通过并卷绕于收卷辊上,所述收卷装置与压合装置之间设有导向结构,所述导向结构包括与收卷装置适配的第一导向辊、与压合装置适配的第二导向辊以及置于第一导向辊与第二导向辊之间的导向杆,所述导向杆置于导向结构的上侧,防水板与第二导向辊分离后向上移动绕过导向杆后向下移动并与第一导向辊接触。
本发明进一步设置为:所述导向杆的两侧设有夹布机构,所述夹布机构包括升降轨、与升降轨适配的夹座、气缸,所述夹座设有呈L型的夹板,所述气缸固连于夹板一侧,气缸的伸缩杆安装有夹块,夹块与夹板另一侧将防水布夹紧,所述夹座设有伺服电机,所述伺服电机与夹板之间设有悬臂,所述夹板设置有控制气缸开关的控制装置。
本发明还提供了一种防水板生产系统的生产工艺,具体步骤如下:S1:在生产系统启用前将生产系统中各设备的运行进行检查;
S2:将土工膜和土工布分别放置于放卷辊上,放卷辊旋转对土工膜和土工布放卷;
S3:放卷后的土工布通过加热装置对土工布上的熔胶进行预热处理,开启吹风装置将发热板产生的热量吹至土工布上,通过加热使熔胶熔融至具有一定粘性;
S4:土工膜和土工布穿过上压辊和下压辊之间,通过压合装置将土工膜和土工布压合;
S5:土工膜和土工布压合后缓慢移动至导向结构,压合后的防水板先绕过第二导向辊,再绕过导向杆,接着绕过第一导向辊,然后移动至收卷装置上;
S6:防水布从传动辊与收卷辊之间通过,收卷电机驱动传动辊转动,驱动压合后的土工膜和土工布卷绕于收卷辊上,从而达到收卷目的。
本发明进一步设置为:步骤S2中放卷辊两个为一组,放置相同卷料,一组放卷辊对应有一个拼接机构,当其中一个放卷辊上的卷料放卷完,停止生产系统运行,将放卷完卷料的端部与新放卷的卷料的端部裁切整齐并放置于拼接机构上,通过夹紧组件将两端的卷料夹紧,开启超声波发射装置,将焊接头置于卷料上移动,完成卷料焊接,打开夹紧组件,开启生产系统继续生产。
本发明进一步设置为:步骤S5中将新压合的防水布置于夹板上,通过气缸驱动夹块将防水布夹紧,夹座通过升降轨缓慢向上移动至最高点,通过伺服电机驱动悬臂转动,使夹板绕伺服电机的轴线旋转180°,旋转完成后夹座通过升降轨缓慢向下移动至最低点,气缸驱动夹块打开,防水布从夹板上取下,移动至收卷装置上。
本发明的有益效果是:
1、通过发热板加热,吹风装置进一步将热风吹至土工布上,将土工布上的熔胶进行预热,使熔胶具有一定的粘性,提高加工速度,通过上压辊和下压辊对土工布与土工膜加压压合,提高土工膜与土工布之间的连接紧密性,通过对电磁线圈通入电流,使电磁铁产生磁场,通过产生的交变磁场外辊筒进行电磁加热,进一步完成对土工布和土工膜的压合,进一步提高土工布与土工膜的压合质量。
2、当温度感应装置检测到某处温度不均匀时,驱动活动活塞移动,当温度不均匀的位置在左侧时对第一补偿线圈通入电流,当温度不均匀的位置在右侧使对第二补偿线圈通入电流,当温度偏低时使通入第一补偿线圈或第二补偿线圈的电流产生的磁场与电磁线圈产生的磁场方向相同,使该处磁通量上升,进一步升高该处温度,当温度偏高时使通入一补偿线圈或第二补偿线圈的电流产生的磁场与电磁线圈产生的磁场方向相反,使该处磁通量下降,进一步降低该处温度,通过陶瓷层增加隔热性能,进一步通过冷却水道内的水循环,降低温度对电磁线圈的影响。
3、显示筒体与内芯筒连接,显示筒体与电磁控制阀连接,使显示筒体与内芯筒内部气压情况相同,活动活塞与显示活塞同步移动,第一电磁体与第一补偿线圈对应连接,第二电磁体与第二补偿线圈对应连接,当第一电磁体或第二电磁体通电时具有磁性,使干簧管连接,进一步使LED灯珠通电发光,通过LED灯珠发光显示对防水布补偿加热或降温的地方,便于对防水布的检验,提高防水布生产加工的质量。
4、当放卷辊上的卷料放卷完时通过拼接机构与另一放卷辊上的卷料拼接,使防水布能够连续不断的生产,通过超声波发射装置使焊接头具备超声波焊接功能,通过夹紧组件将卷料夹紧,移动焊接头与卷料接触,通过驱动电机驱动丝杆转动,进一步驱动滑块移动,通过滑轨保证滑块移动的稳定性,通过焊接头缓慢滚过卷料从而将两个卷料连接,通过减振装置降低换接头焊接时对超声波焊接结构的影响。
5、防水布压合后进行冷却,冷却完成后通过收卷装置收卷,通过导向结构增加防水布的冷却时间,通过夹板、气缸、加快将防水布夹紧,通过升降轨、夹座使防水布向上移动,通过伺服电机驱动悬臂转动,使防水布绕过导向杆,通过升降轨、夹座使防水布向下移动,完成防水布悬挂在导向杆上的步骤。
附图说明
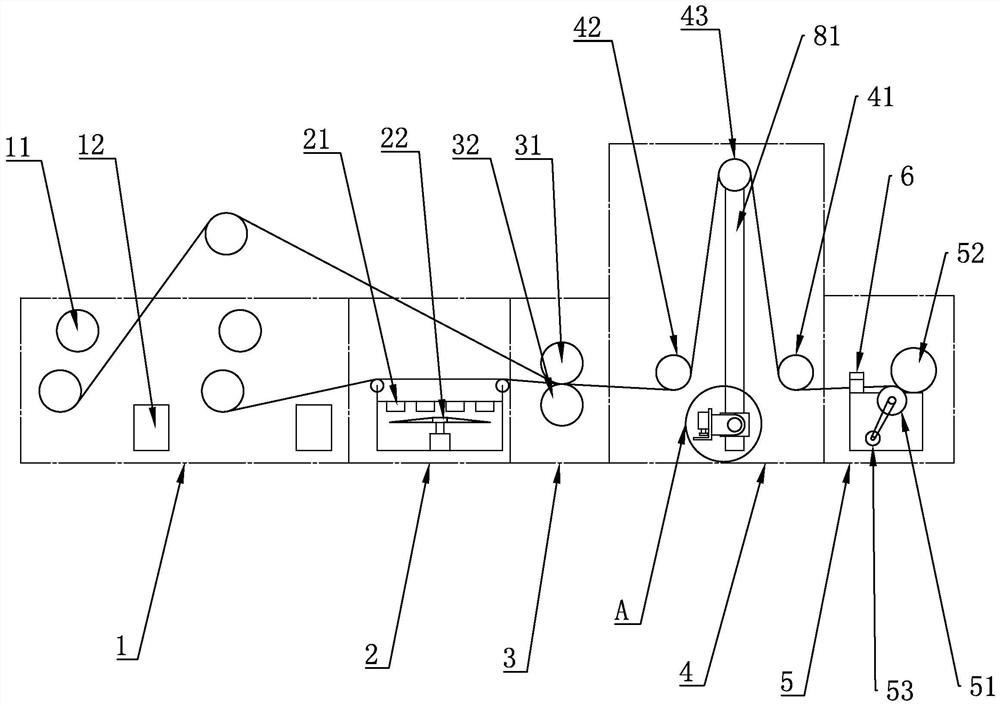
图1为本发明防水板生产系统实施例的结构示意图;
图2为本发明下压辊实施例的结构示意图;
图3为本发明补偿显示计实施例的结构示意图;
图4为本发明拼接机构实施例的结构示意图;
图5为本发明图1的A处的实施例的结构示意图;
图6为本发明图4的B处的实施例的结构示意图;
图中附图标记,1、放卷装置;11、放卷辊;12、拼接机构;121、拼接板;122、安装架;123、夹紧组件;124、焊接头;125、丝杆;126、滑轨;127、滑块;128、驱动电机;2、加热装置;21、发热板;22、吹风装置;3、压合装置;31、上压辊;32、下压辊;321、外辊筒;322、内芯筒;3221、导流片;3222、冷却水道;3223、活动腔;323、电磁线圈;324、陶瓷层;3241、温度感应装置;325、连接轴;3251、引流孔;3252、接口;326、活动活塞;327、第一补偿线圈;328、第二补偿线圈;329、限位杆;4、导向结构;41、第一导向辊;42、第二导向辊;43、导向杆;5、收卷装置;51、传动辊;52、收卷辊;53、收卷电机;6、补偿显示计;61、显示筒体;62、显示活塞;63、第一电磁体;64、第二电磁体;65、电路板;66、LED灯珠;67、干簧管;68、电磁控制阀;7、减振装置;71、减振筒体;711、缓冲腔;72、缓冲活塞;73、缓冲杆;731、限位部;74、缓冲筒;75、缓冲弹簧;8、夹布机构;81、升降轨;82、夹座;83、伺服电机;84、气缸;841、夹块;842、控制装置;85、夹板;86、悬臂。
具体实施方式
为了使本领域的技术人员更好地理解本发明中的技术方案,下面结合附图1至图6对本发明实施例中的技术方案进行清楚、完整地描述:
一种防水板生产系统,通过放卷辊11对卷状的土工膜和土工布放卷,降低防水板加工时对土工膜和土工布的拉扯造成的损伤,土工布的背面涂有熔胶,通过加热装置2对土工布上的熔胶加热使其具有粘性,通过压合装置3将土工膜和土工布压合成防水板,压合装置3压合后防水板连接紧密,生产的防水板厚薄均匀,通过收卷装置5将生产的防水板卷绕,使防水板便于运输。
通过发热板21通电使周围产生热量,通过吹风装置22提高发热板21周围的空气流动,将发热板21产生的热量输送至土工布上,保证土工布受热使其熔胶具有粘性,上压辊31和下压辊32滚动对土工布与土工膜加压,将土工膜和土工布之间通过熔胶压合,且通过压合间距保证土工膜和土工布之间压合均匀,土工膜和土工布之间连接紧密,压合间距可调节以适应不同厚度的防水板,下压辊32包括外辊筒321、内芯筒322、缠绕于内芯筒322外壁面的电磁线圈323、置于外辊筒321与内芯筒322之间的陶瓷层324,外辊筒321具有良好的导热性能,通过流过电磁线圈323的电流变化产生交变磁场,对外辊筒321加热,从而实现下压辊32的加热作用,内芯筒322便于固定连接电磁线圈323,内芯筒322固定,外辊筒321绕内芯筒322轴线做旋转运动,陶瓷层324具有较好的隔热性能,降低高温对内芯筒322和电磁线圈323的影响,通过导流片3221、冷却水道3222、引流孔3251、循环水箱实现冷却水的循环流动,增加对内芯筒322的散热性能,进一步保证内芯筒322和电磁线圈323的稳定使用,通过连接轴325与内芯筒322固连,增加活动腔3223的密封性能,通过活动活塞326沿限位杆329轴线移动,将第一补偿线圈327或第二补偿线圈328移动至电磁线圈323产生磁场的异常处,对磁场进行补偿,保证外辊筒321的温度均匀,进一步提高防水板压合的稳定性,通过接口3252连接气源,便于使用气压推动活动活塞326移动,通过温度感应装置3241检测外辊筒321各处的温度状况,使补偿更加精确。
通过补偿显示计6实时显示补偿位置,便于生产时随时检验补偿位置的压合状况,进一步保证防水板的压合质量,通过显示筒体61便于显显示活塞62的移动,显示筒体61内显示活塞62两侧的空间比例与活动腔3223内活动活塞326两侧的空间比例对应相同,显示活塞62与活动活塞326同时移动,显示活塞62的位置与活动活塞326的位置相对应,通过第一磁体、第二磁体通电产生磁场,产生的磁场使干簧管67连接使显示电路板65上的LED灯珠66通电发光,实现补偿位置的显示。
通过拼接机构12将放卷完卷料的尾端与新放卷卷料的首段拼接,使卷料能够连续不断的生产加工,拼接机构12包括拼接板121、安装架122、置于安装架122上的夹紧组、置于安装架122上的超声波焊接结构,将卷料置于拼接板121上,保证卷料拼接前平整以及拼接后连接稳固,通过安装架122安装家进组和超声波焊接结构,夹紧组将放平整的卷料夹紧,防止卷料拼接时滑动导致焊接失败,通过焊接头124内安装超声波发射装置实现超声波焊接结构的焊接功能,通过驱动电机128驱动丝杆125转动使焊接头124移动,焊接头124移动方向与放卷装置1放卷方向垂直将两块卷料焊接。
通过滑轨126、滑块127提高超声波焊接结构移动时的稳定性,超声波发射装置使用产生高频振动,通过减振装置7降低向安装架122传递振动,减振装置7包括减振筒体71、置于减振筒体71内的缓冲活塞72、贯穿缓冲活塞72的缓冲杆73、与缓冲杆73固连的缓冲筒74、套接于缓冲杆73的缓冲弹簧75,减振筒体71与缓冲活塞72之间具有一个密闭的缓冲腔711,通过缓冲弹簧75减小一部分的转动,缓冲弹簧75传递振动能量时对缓冲活塞72作用,使缓冲腔711内缓冲液压力变化吸收一部分的振动能量,进一步提高减振性能,通过缓冲杆73、缓冲筒74保证缓冲弹簧75的安装稳固性,通过限位部731防止缓冲杆73在缓冲弹簧75的作用下与缓冲活塞72的分离。
收卷装置5包括传动辊51和收卷辊52,传动辊51驱动收卷辊52转动,收卷电机53驱动传动辊51转动,防水板从传动辊51与收卷辊52之间通过并卷绕于收卷辊52上,提高收卷装置5收卷时的拉力,保证将防水布收卷紧实,提高收卷效率,收卷装置5与压合装置3之间设有导向结构4,导向结构4包括与收卷装置5适配的第一导向辊41、与压合装置3适配的第二导向辊42以及置于第一导向辊41与第二导向辊42之间的导向杆43,通过导向结构4增加防水板压合后的散热时间,降低卷绕时的影响,通过第一导向辊41、第二导向辊42、导向杆43增加防水板移动距离,保证防水板移动时无褶皱,防水板与第二导向辊42分离后向上移动绕过导向杆43后向下移动并与第一导向辊41接触。
防水板通过导向结构4时需要向上移动绕过导向杆43,通过夹布机构8将防水板夹紧后向上移动绕过导向杆43,使防水板悬挂方便,省时省力,夹布机构8包括升降轨81、与升降轨81适配的夹座82、气缸84,夹座82设置有呈L型的夹板85,气缸84固连于夹板85一侧,气缸84的伸缩杆安装有夹块841,夹块841与夹板85另一侧将防水布夹紧,通过气缸84将防水板夹紧在夹板85上,驱动升降轨81使夹座82缓慢向上移动,当夹座82置于最高点后驱动伺服电机83使夹板85转动至导向杆43的另一侧,再缓慢向下移动,通过悬臂86增加夹板85与伺服电机83之间的距离,防止夹板85旋转时与伺服电机83干涉,通过控制装置842手动控制气缸84的开闭,
以上所述仅为本发明的较佳实施例,并不用以限制本发明,本领域的技术人员在本发明技术方案范围内进行通常的变化和替换都应包含在本发明的保护范围内。
- 一种防水板生产系统及其生产工艺
- 一种轻质保温防水板及生产工艺