叠层模具及其低压注胶方法
文献发布时间:2023-06-19 12:04:09
技术领域
本说明书涉及低压注胶技术领域,尤其涉及一种叠层模具及其低压注胶方法。
背景技术
本部分的描述仅提供与本说明书公开相关的背景信息,而不构成现有技术。
塑料加工行业在产业链中具有至关重要的作用。注塑成型是目前塑料加工行业中十分重要的一个分支,这种加工方法在近几年得到了迅猛发展,广泛应用于机械配件、国防工业、交通运输、仪器仪表工业、电子电气、航空及日常生活等各个领域。在注塑加工过程中,大多会使用到注胶装置。将热塑性弹性体单独加热,并通过注胶装置将液化的热塑性弹性体注射到模具中。注塑机的合模技术是注塑工艺的关键环节,其中模具的设计又是合模技术的关键。
目前,注塑加工行业主要为采用气动顶缸挤压方式完成注胶。当前的低压注胶工艺使用的设备多为气缸合模,合模小。当产品尺寸超过50×50mm时,因设备合模不够,模具只能采用一模一穴的方式,生产效率低下,无法跟上产能要求,且使得封装产品成本大幅提高。
应该注意,上面对技术背景的介绍只是为了方便对本说明书的技术方案进行清楚、完整的说明,并方便本领域技术人员的理解而阐述的。不能仅仅因为这些方案在本说明书的背景技术部分进行了阐述而认为上述技术方案为本领域技术人员所公知。
发明内容
鉴于现有技术的不足,本说明书的一个目的是提供一种叠层模具及其低压注胶方法,该方法简单方便,提高了生产效率,降低了生产使用成本。
为达到上述目的,本说明书实施方式提供一种叠层模具低压注胶方法,包括以下步骤:
上下排布第一模板和第二模板;所述第一模板位于第二模板的上方;
在所述第一模板和第二模板之间设置活动中板;所述活动中板上设有流道,所述流道具有入口、第一出口、第二出口,所述入口用于供胶料流入;
在第一腔室内放置第一封装产品;所述第一腔室位于所述第一模板和所述活动中板之间,与所述第一出口相连通;
在第二腔室内放置第二封装产品;所述第二腔室位于所述第二模板和所述活动中板之间,与所述第二出口相连通;
将胶料从所述入口注入;所述胶料分别经过所述第一出口、第二出口流向所述第一封装产品和第二封装产品。
作为一种优选的实施方式,在所述将胶料从所述入口注入之后,还包括步骤:卸下所述第一模板,取出所述第一封装产品;所述第一模板和所述活动中板可拆卸连接。
作为一种优选的实施方式,在所述将胶料从所述入口注入之后,还包括步骤:顶起所述活动中板,取出所述第二封装产品。
作为一种优选的实施方式,在所述将胶料从所述入口注入之前,还包括步骤:在所述第二模板下方安装顶针组件;所述顶针组件包括顶针面板、顶针底板和顶针。
作为一种优选的实施方式,所述在所述第二模板下方安装顶针组件包括以下步骤:
将所述顶针的一端与所述顶针面板相连接固定;
将所述顶针的另一端插入所述第二模板的通孔内;所述通孔沿上下方向延伸,所述通孔与所述第二腔室相隔离,所述顶针穿过所述通孔与所述活动中板相接触;
将所述顶针底板和所述顶针面板相连接固定。
作为一种优选的实施方式,所述顶起所述活动中板包括:将所述顶针底板顶起;所述顶针将所述活动中板顶起。
作为一种优选的实施方式,在所述将胶料从所述入口注入之前,还包括步骤:在所述第一模板上方设置第一面板;所述第一面板与所述第一模板相连接固定。
作为一种优选的实施方式,在所述将胶料从所述入口注入之前,还包括步骤:在所述第二模板下方设置第一底板;所述第一底板与所述第二模板相连接固定。
作为一种优选的实施方式,所述在所述第二模板下方设置第一底板包括:在所述第二模板与所述第一底板之间设置多个模脚,所述第二模板与所述第一底板通过所述多个模脚相连接固定。
本说明书实施方式还提供一种叠层模具,所述叠层模具使用如上任一项实施方式所述的叠层模具低压注胶方法,所述叠层模具包括:
上下排布的第一模板和第二模板,所述第一模板位于第二模板的上方;
位于所述第一模板和第二模板之间的活动中板,所述活动中板上设有流道,所述流道具有入口、第一出口、第二出口,所述入口用于供胶料流入;
位于所述第一模板和所述活动中板之间的第一腔室,与所述第一出口相连通,所述第一腔室用于容纳第一封装产品;
位于所述第二模板和所述活动中板之间的第二腔室,与所述第二出口相连通,所述第二腔室用于容纳第二封装产品。
有益效果:本说明书实施方式所提供的叠层模具及其低压注胶方法,通过在第一模板和第二模板之间设置活动中板,活动中板与第一模板、第二模板配合,形成上下立体排布的第一腔室和第二腔室,分别用于放置第一封装产品和第二封装产品,将胶料从流道的入口注入,通过第一出口、第二出口流向第一封装产品和第二封装产品,实现低压注胶。注胶时上下排布的第一腔室和第二腔室的注胶对模具的反作用力相互抵消,从而可以一模多腔注胶,从而提高生产效率。此外,当封装产品尺寸超过50×50mm时,不需对注胶设备进行定制改造,提高了设备的通用性和利用率,降低了设备投入成本。
本说明书实施方式所提供的叠层模具及其低压注胶方法,打破了现有一模多腔模具的平面排布方式,该模具结构简单、使用方便、价格低廉,该方法简单方便,提高了生产效率,降低了生产使用成本。
参照后文的说明和附图,详细公开了本说明书的特定实施方式,指明了本说明书的原理可以被采用的方式。应该理解,本说明书的实施方式在范围上并不因而受到限制。
针对一种实施方式描述和/或示出的特征可以以相同或类似的方式在一个或更多个其它实施方式中使用,与其它实施方式中的特征相组合,或替代其它实施方式中的特征。
应该强调,术语“包括/包含”在本文使用时指特征、整件、步骤或组件的存在,但并不排除一个或更多个其它特征、整件、步骤或组件的存在或附加。
附图说明
为了更清楚地说明本说明书实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本说明书的一些实施例,对于本领域技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
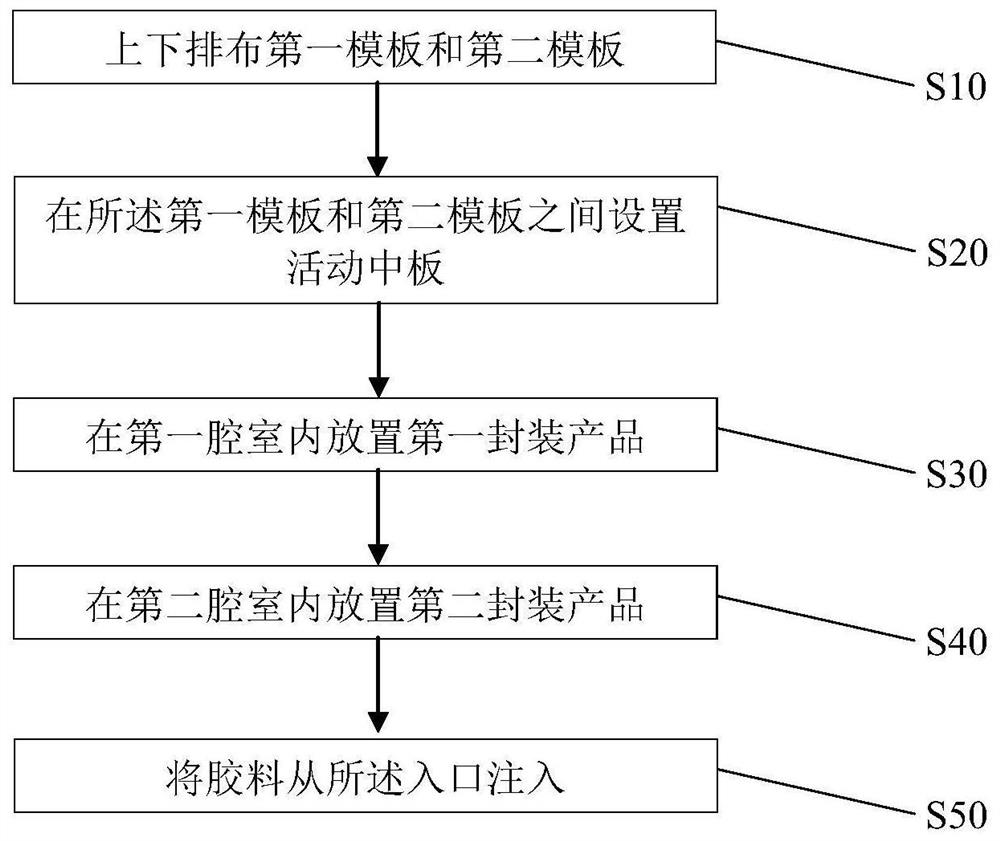
图1为本说明书实施方式中所提供的一种叠层模具低压注胶方法的步骤流程图;
图2为本说明书实施方式中所提供的一种叠层模具的结构示意图。
附图标记说明:
1、第一面板;2、第一模板;3、活动中板;4、第二模板;5、模脚;6、顶针面板;7、顶针底板;8、第一底板;9、第一腔室;10、第二腔室;11、流道;111、入口;112、第一出口;113、第二出口;12、顶针。
具体实施方式
为了使本技术领域的人员更好地理解本说明书中的技术方案,下面将结合本说明书实施例中的附图,对本说明书实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本说明书一部分实施例,而不是全部的实施例。基于本说明书中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都应当属于本说明书保护的范围。
需要说明的是,当元件被称为“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的另一个元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中另一个元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
除非另有定义,本文所使用的所有的技术和科学术语与属于本说明书的技术领域的技术人员通常理解的含义相同。本文中在本说明书的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本说明书。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
请参阅图1。本说明书实施方式提供一种叠层模具低压注胶方法,可以包括以下步骤:
步骤S10:上下排布第一模板和第二模板。
在该步骤中,使所述第一模板2位于第二模板4的上方。其中“上下”是指竖直方向。
步骤S20:在所述第一模板和第二模板之间设置活动中板。
在该步骤中,所述活动中板3上设有流道11,所述流道11具有入口111、第一出口112、第二出口113,所述入口111用于供胶料流入。
步骤S30:在第一腔室内放置第一封装产品。
在该步骤中,所述第一腔室9位于所述第一模板2和所述活动中板3之间。所述第一腔室9与所述第一出口112相连通。
步骤S40:在第二腔室内放置第二封装产品。
在该步骤中,所述第二腔室10位于所述第二模板4和所述活动中板3之间。所述第二腔室10与所述第二出口113相连通。
步骤S50:将胶料从所述入口注入。
在该步骤中,所述胶料分别经过所述第一出口112、第二出口113流向所述第一封装产品和第二封装产品,实现低压注胶,完成第一封装产品和第二封装产品的注胶封装。
需要说明的是,本实施方式并不限定上述步骤S10~步骤S40的具体顺序,可以任意改变这四个步骤的顺序,保证这四个步骤完成后再进行步骤S50即可。
本说明书实施方式所提供的叠层模具低压注胶方法,通过在第一模板2和第二模板4之间设置活动中板3,活动中板3与第一模板2、第二模板4配合,形成上下立体排布的第一腔室9和第二腔室10,分别用于放置第一封装产品和第二封装产品,将胶料从流道11的入口111注入,通过第一出口112、第二出口113流向第一封装产品和第二封装产品,实现低压注胶。注胶时上下排布的第一腔室9和第二腔室10的注胶对模具的反作用力相互抵消,从而可以一模多腔注胶,从而提高生产效率。此外,当封装产品尺寸超过50×50mm时,不需对注胶设备进行定制改造,提高了设备的通用性和利用率,降低了设备投入成本。
本说明书实施方式所提供的叠层模具低压注胶方法,打破了现有一模多腔模具的平面排布方式,该方法简单方便,提高了生产效率,降低了生产使用成本。
在本实施方式中,在所述将胶料从所述入口111注入(步骤S50)之后,还可以包括步骤:卸下所述第一模板2,取出所述第一封装产品。其中,所述第一模板2和所述活动中板3可拆卸连接,从而方便后续取出完成注胶封装后的第一封装产品。
在本实施方式中,在所述将胶料从所述入口111注入(步骤S50)之后,或者取出第一封装产品之后,还可以包括步骤:顶起所述活动中板3,取出所述第二封装产品。
具体的,在所述将胶料从所述入口111注入(步骤S50)之前,还可以包括步骤:在所述第二模板4下方安装顶针12组件。该步骤可以在步骤S10~步骤S40中的任意步骤前或后进行,本实施方式对此不做限定。其中,所述顶针12组件可以包括顶针面板6、顶针底板7和顶针12。
更具体的,所述在所述第二模板4下方安装顶针12组件,可以包括以下步骤:
步骤S61:将所述顶针12的一端与所述顶针面板6相连接固定。
步骤S62:将所述顶针12的另一端插入所述第二模板4的通孔内。
在本步骤中,所述通孔沿上下方向延伸。所述通孔与所述第二腔室10相隔离,从而不会影响第二腔室10内第二封装产品的注胶封装。所述顶针12穿过所述通孔与所述活动中板3相接触,从而使得所述顶起所述活动中板3的步骤可以包括:将所述顶针底板7顶起;所述顶针12将所述活动中板3顶起。其中,可以利用注塑机或其他物体将所述顶针底板7顶起,通过所述顶针12将所述活动中板3顶起,从而能方便地将所述第二封装产品取出。
步骤S63:将所述顶针底板7和所述顶针面板6相连接固定。
需要说明的是,本实施方式并不限定上述步骤S61~步骤S63的具体顺序,可以任意改变这三个步骤的顺序,保证这三个步骤能全部完成即可。所述顶针12均匀排布,本实施方式对其个数不做限定,例如可以是六个,六个顶针12沿圆周均匀分布,且顶针12沿上下方向延伸。
在本实施方式中,在所述将胶料从所述入口111注入(步骤S50)之前,还可以包括步骤:在所述第一模板2上方设置第一面板1。该步骤可以在步骤S10~步骤S40中的任意步骤前或后进行,本实施方式对此不做限定。所述第一面板1与所述第一模板2相连接固定,第一面板1可以保护第一模板2。在所述将胶料从所述入口111注入(步骤S50)之前,还可以包括步骤:在所述第二模板4下方设置第一底板8。该步骤可以在步骤S10~步骤S40中的任意步骤前或后进行,本实施方式对此不做限定。所述第一底板8与所述第二模板4相连接固定,第一底板8可以保护第二模板4。
具体的,所述在所述第二模板4下方设置第一底板8的步骤可以包括:在所述第二模板4与所述第一底板8之间设置多个模脚5,所述第二模板4与所述第一底板8通过所述多个模脚5相连接固定。所述多个模脚5可以位于所述顶针12组件周围。所述顶针12组件位于由所述第二模板4、多个模脚5、第一底板8围成的空间内,从而使得顶针12组件得到保护。多个模脚5均匀排布,本实施方式对模脚5的个数不做限定,例如可以是四个,四个模脚5位于正方形的四个顶点上,且模脚5沿上下方向延伸。
请参阅图2。本实施方式还提供一种叠层模具,该叠层模具使用如上任一实施方式所述的叠层模具低压注胶方法。所述叠层模具可以包括第一模板2、第二模板4、活动中板3、第一腔室9和第二腔室10。
其中,第一模板2和第二模板4上下排布,且第一模板2位于第二模板4的上方。活动中板3位于第一模板2和第二模板4之间。活动中板3上设有流道11。该流道11具有入口111、第一出口112、第二出口113,所述入口111用于供胶料流入。第一腔室9位于第一模板2和活动中板3之间,与第一出口112相连通。所述第一腔室9用于容纳第一封装产品。第二腔室10位于第二模板4和活动中板3之间,与第二出口113相连通。所述第二腔室10用于容纳第二封装产品。流道11用于形成内部胶料流动通道,完成低压注胶流程。
在本实施方式中,该装置实施方式与方法实施方式相对应,其能够实现方法实施方式所解决的技术问题,相应的达到方法实施方式的技术效果,具体的本申请在此不再赘述。
在本实施方式中,所述叠层模具可以为可拆卸结构,即第一面板1、第一模板2、活动中板3、第二模板4、模脚5、顶针面板6、顶针底板7、第一底板8和顶针12,均为可拆卸结构,从而方便组装,以及方便注胶完成后取出封装产品。各元件之间可以通过螺钉相连接固定,从而也可以实现拆卸。当然,也可以选择其他可拆卸连接方式,本申请对此不做限定。该叠层模具具有结构简单、使用方便、价格低廉的优点。
需要说明的是,在本说明书的描述中,术语“第一”、“第二”等仅用于描述目的和区别类似的对象,两者之间并不存在先后顺序,也不能理解为指示或暗示相对重要性。此外,在本说明书的描述中,除非另有说明,“多个”的含义是两个或两个以上。
披露的所有文章和参考资料,包括专利申请和出版物,出于各种目的通过援引结合于此。描述组合的术语“基本由…构成”应该包括所确定的元件、成分、部件或步骤以及实质上没有影响该组合的基本新颖特征的其他元件、成分、部件或步骤。使用术语“包含”或“包括”来描述这里的元件、成分、部件或步骤的组合也想到了基本由这些元件、成分、部件或步骤构成的实施方式。这里通过使用术语“可以”,旨在说明“可以”包括的所描述的任何属性都是可选的。
多个元件、成分、部件或步骤能够由单个集成元件、成分、部件或步骤来提供。另选地,单个集成元件、成分、部件或步骤可以被分成分离的多个元件、成分、部件或步骤。用来描述元件、成分、部件或步骤的公开“一”或“一个”并不说为了排除其他的元件、成分、部件或步骤。
应该理解,以上描述是为了进行图示说明而不是为了进行限制。通过阅读上述描述,在所提供的示例之外的许多实施方式和许多应用对本领域技术人员来说都将是显而易见的。因此,本教导的范围不应该参照上述描述来确定,而是应该参照所附权利要求以及这些权利要求所拥有的等价物的全部范围来确定。出于全面之目的,所有文章和参考包括专利申请和公告的公开都通过参考结合在本文中。在前述权利要求中省略这里公开的主题的任何方面并不是为了放弃该主体内容,也不应该认为发明人没有将该主题考虑为所公开的发明主题的一部分。
- 叠层模具及其低压注胶方法
- 低压注胶叠层模具