用于制造金属部件的方法
文献发布时间:2023-06-19 13:46:35
技术领域
本发明涉及一种用于制造金属部件的方法,其中,在第一步骤中,通过在构造空间中在构造板上施加金属粉末,通过增材制造来制造带有辅助结构的原始金属部件,该粉末通过选择性的激光束熔化或电子束熔化被制造成原始金属部件。
背景技术
借助所谓的增材式的制造方法,由例如粉末来构建部件。因此,这些制造方法与减材式的制造方法(例如切削的方法)形成对立,在减材式的制造方法中,由诸如块体的较大的零件制造部件。与传统的减材式的方法相比,增材制造具有几个优点。在此,尤其要提到各个部件的快速定制以及不同寻常的几何形状随意性。作为材料适合于金属部件的增材制造的尤其有钛、铝、镍基合金、钴铬合金、铜、钨和其它高熔点的难熔金属,以及钢和所述金属的合金。
增材式的制造方法的一个重大缺点是原始部件、特别是由粉末床熔化的金属原始部件的耗费性的后续加工。在这种粉末床方法中,激光束或电子束扫描金属粉末床的最上层,从而熔化粉末床的单个金属颗粒。接着,施加另一层金属粉末并且重复该过程,直到在构造空间中已构建完整的部件。
出于不同的原因必要的是,在所述的构建过程中,除部件外还连同生成辅助结构。这些辅助结构一方面尤其保护部件免受由机械应力引起的变形,另一方面带走热量。
根据现有技术,被增材制造的部件的后续加工实施为,从构造空间中移除源自部件、构造板和辅助结构的混杂物并且将它们去除粉末。此外,从包括辅助结构的部件上分离构造板。
在某些情况下,在工艺链的进行中还需要进行单级或多级的热处理。然后借助手动磨削机或利用锤子和凿子机械地移除辅助结构。最终,抛光部件的表面(例如通过喷砂、滑动磨削、电解抛光等)。
这种机械方式的后续加工带来很高的风险,因为如果工具滑脱或被楔住,可能会使整个部件的功能失效。此外,这种耗费的手动工作阻碍批量规模超出小批量生产,因为,那样该工艺便不再具有经济性。
例如在EP3205426A1中公开了这样的方法。那里公开的基于粉末床的方法描述了借助在该方法中被连同生成的支撑结构来增材制造部件,这些支撑结构在制造之后被机械地移除。在此,支撑结构和部件要么利用粉末层要么利用最小接触面连接,由此大大简化了后续的机械移除。然而,支撑结构和部件的这种连接方式不允许所需要的机械强度,以便承受在增材制造中出现的机械应力。
发明内容
因此,本发明的目的是,提供一种用于借助增材式的方法制造金属部件的方法,在该方法中能够借助可再现的、全自动化的过程移除辅助结构。
该目的通过一种用于制造金属部件的方法来实现,其中在第一步骤中,通过在构造空间中在构造板上施加金属粉末,通过增材制造来制造带有辅助结构的原始金属部件,其中,通过选择性的激光束熔化或电子束熔化将金属粉末制成原始金属部件,其中,原始金属部件借助锚固结构被固定在构造板上,其中在第二步骤中,接着将利用锚固结构固定在构造板上的原始金属部件从构造空间取出,然后使借助锚固结构固定在构造板上的原始金属部件经历化学的、电化学的或化学和电化学的后续处理,以便移除辅助结构,此后在第三步骤中机械地移除锚固结构。
出于技术原因必要的是,在增材制造(其方式为,通过选择性地用激光束或电子束熔化金属粉末将金属粉末制造成部件)中,除了部件以外,还连同生成所谓的辅助结构,以便保护部件免受由机械应力和过大的局部温度峰值引起的变形。
因此,在本发明的范畴内,
·支撑结构,其在制造过程中使部件稳固而不会变形或倾倒;
·散热翅片,其确保热量在制造过程中传导到部件的表面上;和/或
·烧结饼
被理解为辅助结构。这些辅助结构在第二步骤中在化学的或电化学的后续处理中被移除。
锚固结构要与辅助结构区分开。锚固结构的任务是,一旦移除了辅助结构(在此特别是支撑结构或烧结饼),防止部件从构造板上掉落。也就是说,本发明规定了根据本发明的锚固结构,这些锚固结构将部件保持在构造板上并且承受住化学的或电化学的后续处理。作为锚固结构,可考虑具有小的表面积体积比的型体,例如实心柱。
在第一步骤中,原始金属部件的制造实施为,激光束或电子束扫描并且熔化金属粉末床的最上层。接着施加另一层金属粉末,并且重复该过程,直到在构造空间中已构建完整的部件。
在一种优选的设计变型中规定,通过选择性的激光束熔化或电子束熔化来制造锚固结构。该处理方式的优点是,金属部件和锚固结构可以同时并且自动化地制造。相反,如果使用单独制造的锚固结构,则必须精确地放置这些锚固结构,以便这些锚固结构在通过增材制造对带有辅助结构的原始金属部件的制造过程中被定位在正确的位置。在这种情况下,锚固结构也由与部件本身相同的材料组成。
在锚固结构由与部件相同的材料组成的设计变型中,锚固结构的密度与部件基本相同。辅助结构,在此特别是支撑结构或烧结饼,在粉末床方法中通常利用较少的能量被熔化,使得这些辅助结构比部件更加多孔。因此,这些辅助结构的密度小于部件的密度。
在一种设计变型中规定,当原始金属部件在第二步骤中经历化学的、电化学的或化学和电化学的后续处理时,构造板是金属的并且电接触。借此,构造板可以额外地承担导电功能。在电化学的或化学和电化学的后续处理的情况下,构造板的电接触是优选的。
在一种设计变型中规定,原始金属部件在构造板上仅借助锚固结构连接,而原始金属部件的底面不与构造板固定,也就是说保持无连接。
此外可以规定,在第一步骤后和第二步骤前,为构造板设置保护层。这样的保护层在原始金属部件的化学的和/或电化学的后续处理的后续步骤中保护构造板。
可以通过涂漆、优选浸漆来施加保护层。为此,将原始金属部件和构造板的复合体部分地浸入具有漆的浴池中。在此,将原始金属部件和构造板的复合体在构造板处于下侧的情况下浸入具有漆的浴池中,仅仅直到构造板完整地浸入漆中,并且原始金属部件并不浸入漆中。
作为替代方案,或者必要时附加于保护层,在第一步骤后并且第二步骤前,可以利用壳体遮盖构造板。壳体可以例如由塑料例如聚烯烃优选聚丙烯(PP)构成。壳体优选地将构造板密封,以防化学的和/或电化学的后续处理。对于除保护层外还设置了壳体的情况,则应该在利用壳体遮盖构造板之前施加保护层。
此外可以规定,通过借助选择性的激光束熔化或电子束熔化将粉末制造成金属层,预先将至少一个金属层至少在辅助结构与构造板接触的区域中施加到构造板上。在这种情况下,锚固结构有时间接地固定在构造板上,因为在这种情况下金属层可以在锚固结构和构造板之间。必要时,也可以在辅助结构和构造板之间施加多个金属层。
为确保工艺链的连贯的自动化,在整个的后续加工期间,部件应该位于构造板上。于是该构造板同时用作承载体,并且必要时用作各个工艺步骤的电触点。
辅助结构是多孔的网格状结构,这些网格状结构可以在适当地选择参数情况下通过化学侵蚀或电化学侵蚀从部件上溶解。只要部件的几何形状不太复杂,直接在构造板上机械地移除辅助结构(例如通过喷砂)在纯理论上是可以考虑的。一旦部件上存在难以接近或无法接近的但需要加工的区域,就不再可能进行机械的后续加工。对于被增材制造的部件,在大多数情况下认为情况确实如此,因为通常充分利用该方法的几何形状随意性。
如果辅助结构被化学或电化学地溶解,则构造板可以用作承载体和电触点。在此,一般存在两种情况:
构造板由与部件相同的材料组成,或构造板由与部件不同的材料组成。
构造板可以由与部件相同材料的一层或多层焊接的层保护。接着,可以通过电解抛光、机械抛光或化学抛光直接在构造板上对部件的表面进行精制。最终,切断锚固结构,以便分离部件和构造板。
然后该构造板重新用于根据本发明的用来制造金属部件的方法。
预先可以清洁构造板和/或以化学或机械的方式使构造板平滑。
在一种设计变型中规定,构造板保留在金属部件上。在这种情况下,虽然在制造后同样移除锚固结构,然而金属部件在构造板上经过制造,使得金属部件与构造板固定地连接。以这种方式,产生出具有构造板的混合部件,在该混合部件上固定着被增材制造的部件。必要时,可以在先行的步骤中以减材式的方法或增材式的方法已经制造出构造板。由于构造板在几何形状上比增材制造的部件更简单,因此减材式的方法更具成本效益。
因此,在混合部件的该设计变型中,在第一步骤中,通过在构造空间中在构造板上施加金属粉末,通过增材制造来制造带有辅助结构的原始金属部件,其中,通过选择性的激光束熔化或电子束熔化将金属粉末制造成原始金属部件,其中,原始金属部件借助锚固结构并且在原始金属部件的底面处被固定在构造板上,其中,在第三步骤中机械地移除锚固结构,并且制成的金属部件和构造板在部件的底面上相连接地被保留。
附图说明
下面详细解释本发明的有利设计、细节和具体示例。
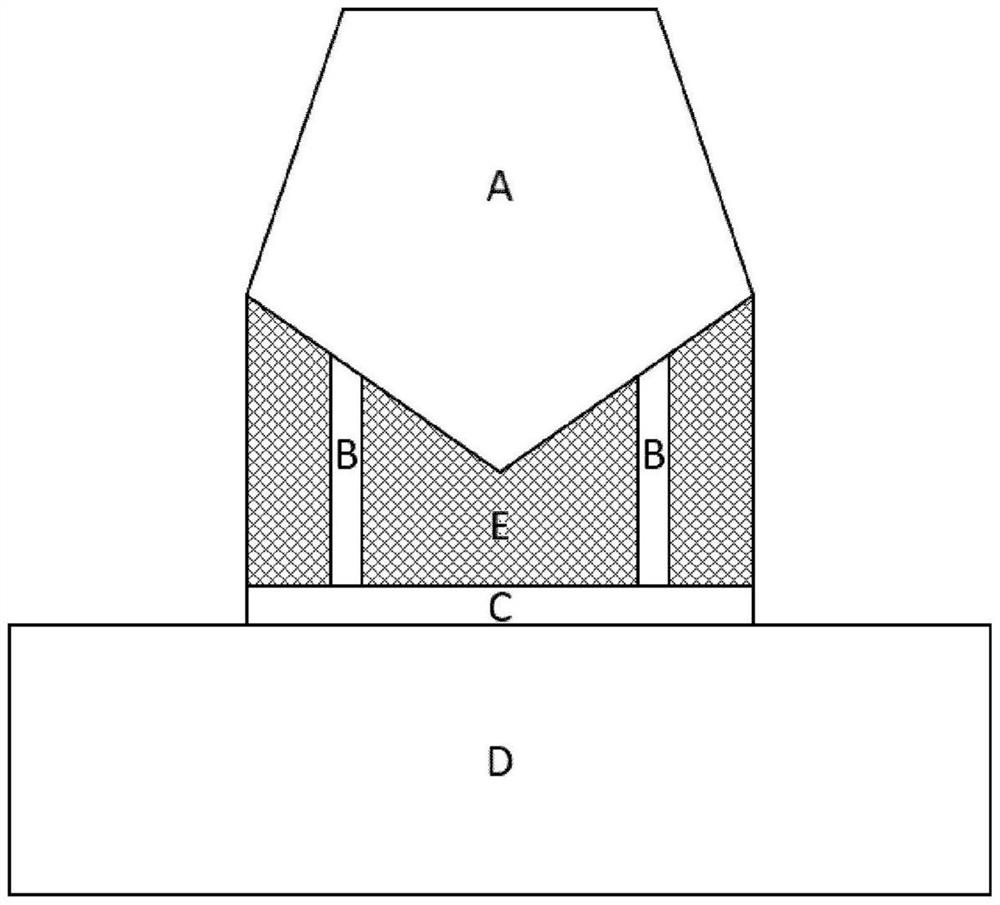
图1示意性地示出了待在构造板上后续加工的部件的结构。
具体实施方式
图1示意性地示出了增材式制造的原始部件A,该原始部件按照本发明要被后续加工。原始部件A(由材料1制成)借助锚固结构B(同样由材料1制成)被固定在构造板D(由材料2制成)上。还额外地设置至少一层或多层保护层(同样由材料1制成)。在图1中同样可看到用于机械支撑原始部件A的辅助结构E(也由材料1制成)。
在第一步骤中,通过在构造空间中在构造板D上施加金属粉末,通过增材制造来制造带有辅助结构E的原始金属部件A,其中,通过选择性的激光束熔化或电子束熔化将粉末制造成原始金属部件A,其中,原始金属部件A借助锚固结构B被固定在构造板D上。在图1中可看到该中间产品。
接着,在第二步骤中,将借助锚固结构B固定在构造板D上的原始金属部件A从构造空间移除,然后使借助锚固结构B固定在构造板D上的原始金属部件A经历化学的或电化学的或化学/电化学组合的后续处理,以便移除辅助结构E。在最后的步骤中,机械地移除锚固结构,但制成的部件还保留着构造板D(彼此分离)。
因此,本发明的一方面涉及直接在构造板上对增材制造的部件的后续加工。为此,以增材的方法(由粉末床进行选择性的激光束熔化或电子束熔化)在构造板上生成部件。这些部件通过牢固的锚固结构(例如保持柱)被保持在构造板上。除了锚固结构外,在构造板上、部件上或在构造板与部件之间还有网格状的、对于构造过程必要的辅助结构。这些辅助结构以化学方法或电化学方法被移除,使得只保留部件、构造板和锚固结构(保持柱)。
根据工艺条件而定,应该保护构造板免受工艺介质的影响。在某些情况下,构造板应该在该工艺之后又用于另一构造工作。在此存在三种不同的情况:
-构造板由与部件相同的材料制成。在化学的或电化学的后续处理中从构造板上去除的材料通常远少于从辅助结构上去除的材料。在大多数情况下,可以接受这种材料的去除,并且在分离锚固结构后经过少量准备工作后,构造板可以在必要时又用于下一构造工作。
-构造板由与部件不同的材料制成,并且比部件和支撑结构对工艺介质的惰性更大。在这种情况下,不需要其它的准备工作。可忽略在化学的或电化学的后续处理中在构造板上的去除,构造板可以在分离锚固结构后用于其它的构造工作。
-构造板由与部件不同的材料制成,并且比部件和支撑结构受工艺介质侵蚀更强烈。在这种情况下有利的是,在准备工作中保护构造板。
保护构造板的一种可能性是给它涂漆。浸漆可以完全自动化,并且提供可再现的质量。然而,在构造板上支撑结构下的位置是成问题的。大多数粘性的涂料难以到达这些位置,而且水性电解质和工艺介质进入被打孔的支撑结构中并且在此处侵蚀构造板。
为防止这种情况,必须在3D打印中使一层或多层与部件相同的材料熔化到在支撑结构下面的构造板上,该层必须比预计的去除部分更厚。构造板连同位于其上的部件和支撑结构可以如上所述进行浸漆,以便保护构造板的其余面。
除了被增材制造的锚固结构外,还可以借助外部的锚固结构来构建部件。于是,部件必须分别利用这些锚固结构予以悬挂,以使部件不会落入工艺池中,或以使确保电接触。在纯化学地移除支撑结构的情况下,不分别悬挂部件是同样可行的。筛网或网会接住该部件。
在移除支撑结构后,可以直接在构造板上抛光部件。在此,构造板又用作承载体。在机械的抛光方法例如喷砂中,或在其它机械的后续加工例如铣削中,必须将锚固结构相应地设计成可被机械地负载。
如果这些部件进行化学或电化学抛光,则锚固结构用作承载体或电触点。在这种情况下,这些锚固结构必须可少许地被机械地负载。
示例1:
首先,在构造板上增材式地制造带有辅助结构的原始金属部件。待加工的原始金属部件包括部件本身(不锈钢316L)、锚固结构(不锈钢316L)、以支撑结构(不锈钢3l6L)为形式的辅助结构、保护层(不锈钢3l6L)和由工具钢制成的构造板。构造板首先在背侧被拧紧并且接触。对构造板浸漆,使得该构造板完全被覆盖,但部件本身不与漆接触。然后,利用水性溶液在30℃至80℃下对辅助结构(支撑结构)进行60分钟至240分钟的化学移除,水性溶液在溶液中包括60%(体积)的水、40%(体积)的H
示例2:
首先,在构造板上增材式地制造带有辅助结构的原始金属部件。待加工的原始金属部件包括部件本身(Ti6Al4V)、锚固结构(Ti6Al4V)、以支撑结构(Ti6Al4V)为形式的辅助结构、保护层(Ti6Al4V)和由不锈钢制成的构造板。构造板首先在背侧被拧紧并且接触。对构造板浸漆,使得该构造板完全被覆盖,但部件本身不与漆接触。然后,辅助结构(支撑结构)在60%(体积)的水、40%(体积)的H
示例3:
首先,在构造板上增材式地制造带有辅助结构的原始金属部件。待加工的原始金属部件包括部件本身(Ti6Al4V)、锚固结构(Ti6Al4V)、以支撑结构(Ti6Al4V)为形式的辅助结构、保护层(Ti6Al4V)和构造板(Ti6Al4V)。构造板在背侧被拧紧并且接触。在此,不需要对构造板涂漆。辅助结构(支撑结构)在60%(体积)的水、40%(体积)的H
- 功率模块用基板、自带金属部件的功率模块用基板、自带金属部件的功率模块、功率模块用基板的制造方法、以及自带金属部件的功率模块用基板的制造方法
- 金属部件的制造方法、具有由此制造的金属部件的结构部件和金属部件的修补方法