快夹组件及其安装方法
文献发布时间:2023-06-19 18:29:06
技术领域
本发明涉及一种用于电动工具的快夹组件及其安装方法。
背景技术
手持式电动工具通常适配有多种可以替换的工作头,由于工作头需要经常拆装和更换,因此在工具通常设有用于夹持并可拆卸工作头的夹头,传统的电动工具夹头需要辅助的工具才能实现夹持或打开,由此进行工作头的更换。
为提高工作头的更换便利性,简化夹持和解锁操作,现有技术中已经出现了可有利于用户单手操作夹头的电动工具。其中,现有技术中采用的快夹夹头,具有制作工艺复杂,维修成本高等问题。
发明内容
为解决现有技术的不足,本发明提出的快夹组件方便维修,且尺寸紧凑。
为了实现上述目标,本发明采用如下的技术方案:本发明提供一种快夹组件,可连接到电动工具上用于夹持工作附件,包括:锁紧装置,具有对工作附件锁紧的锁紧位置;快夹组件还包括:操作件,供操作以释放锁紧装置离开锁紧位置;偏压件与挡件,设置于操作件内部,偏压件连接挡件和操作件,挡件推动锁紧装置位于锁紧位置;操作件的内壁形成挡圈,用于限位偏压件,防止偏压件从操作件内部脱出。
可选的,操作件包括通孔,通孔能供锁紧装置穿过。
可选的,锁紧装置为球体。
可选的,快夹组件还包括限位件,限位件包括第一限位部和第二限位部,在锁紧装置位于锁紧位置时,第二限位部与锁紧装置抵接,在锁紧装置脱离锁紧位置时,第一限位部能与锁紧装置抵接。
可选的,快夹组件还包括连接轴,连接轴与电动工具连接,连接轴形成安装工作附件的连接腔以及安装孔,安装孔供放置锁紧装置,连接轴和操作件可拆卸连接。
可选的,操作件和连接轴之间存在间隙,挡件以及偏压件被设置在间隙中。
可选的,间隙的高度小于锁紧装置的直径。
为了实现上述目标,本发明采用如下的技术方案:本发明提供一种快夹组件的安装方法,包括:A.将偏压件置入操作件内部,且用操作件内壁的挡圈限位偏压件;B.将操作件套接在连接轴上;C.压缩偏压件,将锁紧装置通过操作件上的通孔置入操作件和连接轴之间。
可选的,其中步骤C,还包括采用装配件置入操作件和连接轴之间,以压缩偏压件。
可选的,其中步骤C,还包括采用磁力装置吸附锁紧装置以压缩偏压件。
可选的,步骤C之后还包括步骤D,其包括:在连接轴的末端安装止动件,止动件与操作件的端面具有间距。
本发明的有益之处在于:
本发明提供实施方式的快夹组件结构简单,尺寸缩减,使得整机更紧凑,且能提升用户操作手感。
附图说明
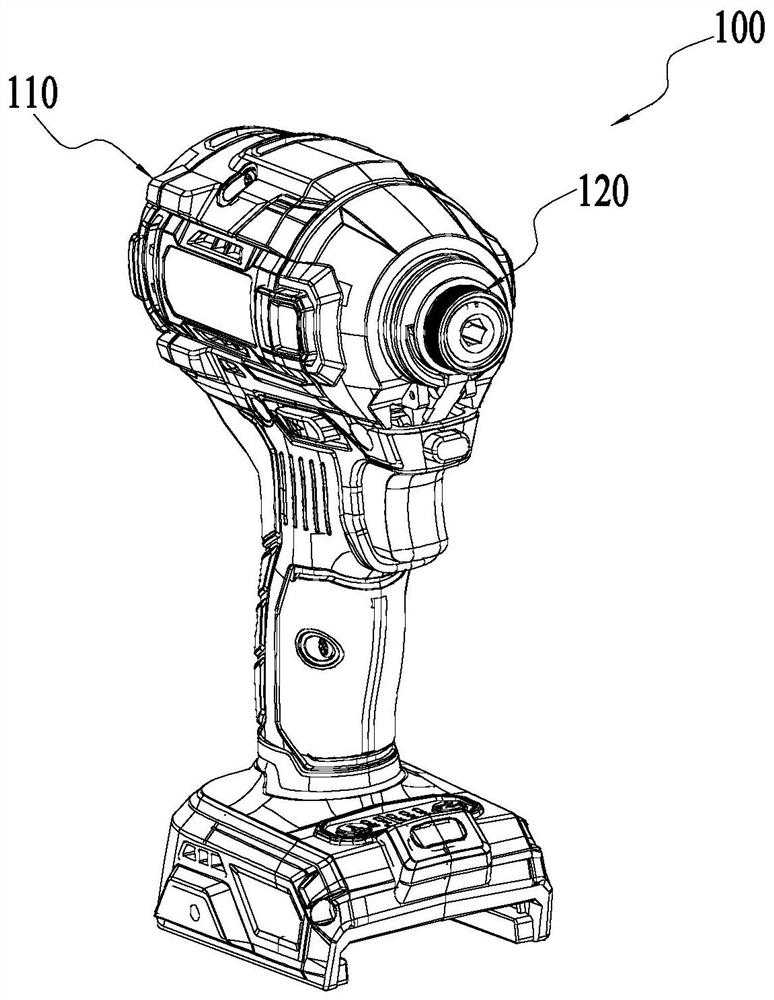
图1是本发明第一实施方式的电动工具的结构示意图;
图2是本发明中图1所示的电动工具未安装工作附件时快夹组件部分的结构示意图;
图3是图2所示的快夹组件部分的剖面示意图;
图4是本发明中图1所示的电动工具锁定工作附件时快夹组件部分的结构示意图,其中,锁紧装置位于锁紧位置;
图5是图4所示的快夹组件部分的剖面示意图;
图6是本发明中图1所示的电动工具解锁工作附件时快夹组件部分的剖面示意图,其中,锁紧装置位于释放位置;
图7是图1所示的锁紧装置的结构示意图;
图8是图1所示的锁紧装置的平面示意图;
图9是本发明第二实施方式的电动工具的结构示意图;
图10是本发明中图9所示的电动工具安装工作附件时快夹组件部分的结构示意图,其中,锁紧装置位于锁紧位置;
图11是本发明中图9所示的电动工具拆卸工作附件时快夹组件部分的结构示意图,其中,锁紧装置位于释放位置;
图12是本发明中图9所示的电动工具的快夹组件制造组装过程中的结构示意图;
图13是本发明中图9所示的电动工具的快夹组件的部分结构示意图;
图14是本发明中图9所示的电动工具的快夹组件的操作件结构示意图;
图15是本发明中图9所示的电动工具的快夹组件的止动件的结构示意图。
具体实施方式
以下结合附图和具体实施例对本发明作具体的介绍。
图1本发明的手持冲击工具的示意图,手持式电动工具100为旋转冲击类工具,如冲击螺丝批或冲击扳手。
手持冲击工具包括:壳体110、电机、输出单元以及传动组件,输出单元用于输出驱动力,电机位于壳体110内部,输出单元设置于壳体110前端。参照图5,电机具有一个提供旋转输出的电机轴,电机包括定子和转子,转子能绕第一轴线102转动。传动组件与电机和输出单元连接,用于将电机的输出传递至输出单元,具体地,传动组件将电机轴的旋转输出减速后旋转输出。可选的,输出单元包括冲击力产生机构,用于产生冲击力,电路板(未示出),与电机电连接,用于控制电机输出驱动力,电路板容纳在壳体110内。
壳体110围绕形成有容纳腔,至少部分电机和部分传动组件容纳于容纳腔内,本实施例中,电机和传动组件容纳均容纳于壳体110形成的容纳腔中且沿电机的电机轴的轴线方向设置,传动组件连接至电机,相对于电机位于壳体110的前方,电机和传动组件构成同轴转动,当然也可以构成非同轴转动。手持冲击工具还包括握持部和电源连接部,握持部由壳体110形成,供用户握持,电源连接部连接电源,从而给电机供电。
手持冲击工具还包括电源,电源用于为手持冲击工具提供电能。可选的,手持冲击工具使用直流电源供电,更具体地,手持冲击工具使用电池包供电,电池包配合相应的电源电路,为电机以及电路板上的电路部件供电。本领域技术人员应当理解,电源并不限于使用电池包的场景,还可通过市电、交流电源,配合相应的整流、滤波和调压电路,实现对各电路元件的供电。
本发明的电动工具100还包括用于夹持固定工作附件200的快夹组件120。参照图2和图3,快夹组件120包括:连接轴121和锁紧装置123,连接轴121与输出单元连接,连接轴121形成安装工作附件200的连接腔122。锁紧装置123设置于连接轴121中,锁紧装置123具有对工作附件200锁紧的锁紧位置。工作附件200插入连接腔122后被快夹组件120夹持固定。
参照图3到图5,快夹组件120还包括安装孔124,形成于连接轴121上,锁紧装置123被设置部分穿过安装孔124,并能相对安装孔124沿着第一方向101运动。快夹组件120还包括偏压件125,能提供维持锁紧装置123位于锁紧位置的偏压力。安装孔124与连接腔122连通,且工作附件200能置入连接腔122。穿过安装孔124的锁紧装置123部分能抵接到工作附件200,通过偏压件125提供的偏压力达到锁定工作附件200的目的。
快夹组件120包括操作件128,操作件128套接在连接轴121上,通过操作件128的移动,能带动偏压件125解除对工作附件200的夹持。操作件128包括限位部129,限位部129围成限位锁紧装置123的安装腔130,安装腔130形成于连接轴121和限位部129之间。安装孔124暴露于安装腔130内部,通过安装孔124连接安装腔130和连接腔122。锁紧装置123穿过安装孔124,且锁紧装置123包括暴露于安装腔130的部分以及能暴露于连接腔122的部分,具体而言,锁紧装置123中部穿过安装孔124,其两端可以分别位于安装腔130和连接腔122。
参照图5,限位部129包括第一接触面1291、第二接触面1292,可选的,限位部129还包括斜面1293,斜面1293连接第一接触面1291和第二接触面1292,在第一方向101上,第一接触面1291相对第二接触面1292远离锁紧装置123。操作件128能相对连接轴121沿着第一轴线102的轴向方向被操作移动,操作件128带动限位部129沿着第一轴线102的轴向方向移动,从而改变与锁紧装置123对齐的接触面,使得第一接触面1291、第二接触面1292或斜面1293和锁紧装置123在第一轴线102的径向方向上投影部分重叠。斜面1293用于过渡第一接触面1291和第二接触面1292,使得锁紧装置123可以顺滑地从与第一接触面1291接触的状态滑动到与第二接触面1292接触的状态。
参照图7和图8,锁紧装置123包括止挡部126和主体部127,止挡部126在第一方向101径向方向上的直径D1大于主体部127在第一方向101径向方向上的直径D2。主体部127包括第一主体1271和第二主体1272,第一主体1271主要位于安装孔124内,第一主体1271连接止挡部126和第二主体1272,第二主体1272为锁紧装置123暴露于连接腔122的部分,第二主体1272能与被置入连接腔122内的工作附件200抵接,用于限制工作附件200。止挡部126位于安装腔130内,止挡部126能与限位部129的第一接触面1291、第二接触面1292以及斜面1293抵接。止挡部126在第一方向101径向方向上的直径大于安装孔124在该方向上的孔径。从而,止挡部126不会穿过安装孔124,防止锁紧装置123从安装孔124向连接腔122脱出。同时,限位部129对锁紧装置123限位,防止锁紧装置123从安装孔124向安装腔130脱出。
工作附件200包括凹陷部210,在工作附件200安装到快夹组件120时,锁紧装置123部分插入凹陷部210中。在锁紧装置123与第一接触面1291对齐时,锁紧装置123处于释放位置,由于第一接触面1291相对第二接触面1292远离锁紧装置123,锁紧装置123可以与沿着第一方向101相对连接轴121运动,从而解除锁紧装置123对工作附件200的限制。在锁紧装置123与第二接触面1292对齐时,锁紧装置123处于锁紧位置,止挡部126与第二接触面1292抵接,且第二主体1272与凹陷部210卡接,通过限位部129限制锁紧装置123的位置,再通过锁紧装置123连接工作附件200。锁紧装置123可以设有两个或多个,提升对工作附件200夹持的稳定性。
参照图3,图5以及图6,图3是本发明中电动工具未安装工作附件时快夹组件部分的结构示意图;图3是本发明中电动工具锁定工作附件时快夹组件部分的结构示意图,其中,锁紧装置位于锁紧位置;图6是本发明中电动工具解锁工作附件时快夹组件部分的剖面示意图,其中,锁紧装置位于释放位置;工作附件200能连接到机壳的前方,操作件128能被操作相对连接轴121向前运动,使得锁紧装置123脱离锁紧位置,移动到释放位置。偏压件125连接操作件128和连接轴121,偏压件125被设置在操作件128和连接轴121之间的间隙150中,偏压件125偏压操作件128,使得第二接触面1292和锁紧装置123对齐,从而通过偏压件125提供的偏压力,使得锁紧装置123维持在锁紧位置。用户可以推动操作件128向前移动,使得偏压件125压缩操作件128,以改变与锁紧装置123对齐的接触面。在未安装工作附件200时,偏压件125维持锁紧装置123位于锁紧位置,用户将工作附件200插入连接腔122,工作附件200挤压锁紧装置123,从而锁紧装置123推动操作件128并压缩偏压件125向前,使得锁紧装置123进入释放位置,锁紧装置123能沿着第一方向101运动,从而工作附件200能完全插入连接腔122。在工作附件200完全插入连接腔122后,锁紧装置123部分置入凹陷部210,从而锁紧装置123不再顶起操作件128,操作件128在偏压件125的作用下回到原始位置,使得锁紧装置123位于锁紧位置,此时锁紧装置123部分置入凹陷部210内,且被操作件128限位,从而快夹组件120能够连接工作附件200。
可选的,主体部127为柱体,通过与止档部的配合,从而安装孔124的孔径可以不变,可以实现简化加工工艺,降低制作成本。
止挡部126的上表面为拱形的曲面,使得止挡部126在第一方向101上,上表面的中心的高度高于其他位置,拱形的曲面能和第一接触面1291、第二接触面1292以及斜面1293配合,从而止挡部126能平滑的划过第一接触面1291、第二接触面1292以及斜面1293,提升用户的使用手感。
参照图6,快夹组件120还包括弹性件1201和推块1202,推块1202能与工作附件200抵接,在锁紧装置123离开锁紧位置时,弹性件1201推动推块1202,使得工作附件200相对连接腔122弹出,从而用户在需要解锁对工作附件200的限位时,只需要推动操作件128,使得所经装置回到释放位置,弹性件1201作用到推块1202,自动推动推块1202以将工作附件200弹出。从而,用户在需要安装连接工作附件200时,只需将工作附件200推入连接腔122内即可,单手即可完成,方便用户操作。用户在需要拆卸工作附件200时,只需要推动操作件128使得锁紧装置123回到释放位置,单手也可完成,方便用户操作。连接轴121为中空设置,弹性件1201和推块1202被设置在连接轴121内,从而减小快夹的体积。
上述实施例中,限位部129形成于操作件128,即操作件128和限位部129一体成型。可选的,快夹组件120包括操作件128和限位部129,限位部129和操作件128连接。操作件128套接在连接轴121上,限位部129包括顶块,顶块能推动锁紧装置123进入锁紧位置,偏压件125连接顶块和操作件128。
在第二实施方式中,参照图9,图10以及图11快夹组件120a包括锁紧装置123a,具有对工作附件200a锁紧的锁紧位置。快夹组件120a还包括操作件128a、偏压件125a与挡件160a,操作件128a供操作以释放锁紧装置123a离开锁紧位置以进入。挡件160a设置于操作件128a和偏压件125a之间,挡件160a推动锁紧装置123a位于锁紧位置。在锁紧装置123a位于释放位置时,锁紧装置123a能沿着第一方向101a滑动。偏压件125a与挡件160a设置于操作件内部,偏压件连接挡件和操作件,挡件推动锁紧装置位于锁紧位置。
快夹组件120a还包括限位件140a,限位件140a包括第一限位部141a和第二限位部142a,在锁紧装置123a位于锁紧位置时,第一限位部141a能与锁紧装置123a抵接,在锁紧装置123a脱离锁紧位置时,第二限位部142a与锁紧装置123a抵接。在第一方向101a上,第一限位部141a相对第二限位部142a远离锁紧装置123a,锁紧装置123a为球体。
快夹组件120a的快夹原理和第一实施方式类似,在此不再详述。
连接轴121a设置于壳体的前方,在锁紧装置123a位于锁紧位置时,偏压件125a向前推动挡件160a,向后推动操作件128a。操作件128a和连接轴121a之间存在间隙150a,限位件140a、挡件160a以及偏压件125a被设置在间隙150a中。通过一个偏压件125a实现对挡件160a的偏压,以及对操作件128a的限位,不仅可以降低成本,还可以减小快夹组件120a的尺寸。
连接轴与电动工具连接,连接轴形成安装工作附件的连接腔以及安装孔,安装孔供放置锁紧装置。参照图14,通过设置挡圈180a,将挡件160a以及偏压件125a拦截在间隙150a内,从而,连接轴和操作件可拆卸连接,方便对快夹组件的维修,可以将连接轴和操作件拆卸并替换具体损坏的零件,而不需要将整个快夹组件替换,降低维修成本。
参照图12,操作件128a上包括通孔1281,通孔1281能供锁紧装置123a穿过。在组装快夹组件120a时,通过通孔1281将球形的锁紧装置123a置入到快夹组件120a的间隙150a中,通过装配件190插入间隙150a中,抵接弹簧,防止弹簧将锁紧装置123a推出,安装档件等其它元件,并将装配件190拔出。这里,装配件190用于辅助组装快夹组件120a。通过通孔1281的设置,可以不用将锁紧装置123a从间隙150a的末端置入间隙150a,从而间隙150a的高度可以小于锁紧装置123a的直径,以达到减小快夹组件120a尺寸的目的。
同时,我们发现,在使用操作件128a解锁快夹组件120a时,用户偶尔会出现用力过度,使得操作件128a过度压缩偏压件125a,从而操作件128a的末端抵接锁紧装置,使得锁紧装置不能脱离锁紧位置,造成快夹组件120a卡死,参照图15,不能有效分离工作附件。为此,我们还增加了设置在连接轴121a末端的止动件190a,止动件与所述操作件128a的端面具有间距。止动件190a设置于操作件128a的一端,且与操作件128a的端面之间具有间距。连接轴121a设置于壳体的前方,在锁紧装置位于锁紧位置时,偏压件125a向前推动挡件160a,向后推动操作件128a。在锁紧装置脱离锁紧位置时,操作件128a相对连接轴121a向前移动,设置止动件能防止操作件128a过度向前移动,防止使得挡圈180a与锁紧装置抵接而造成的锁紧装置和操作件128a卡死。从而,止动件与操作件128a的端面之间的间距,为操作件128a可被操作而移动的距离。这里,限位件和操作件128a可以视为固定连接,止动件与操作件128a的端面之间设有间距,同时,限位件和止动件之间也具有一定的间距。
可选的,止动件为设置在连接轴121a末端的C型圈,可将C型圈压装到连接轴121a上,方便装配。
对此,提供该快夹组件120a的安装方法,A.将偏压件125a置入操作件128a内部,且用操作件128a内壁的挡圈180a限位偏压件125a。B.将操作件128a套接在连接轴121a上。C.压缩偏压件125a,将锁紧装置通过操作件128a上的通孔置入操作件128a和连接轴121a之间。步骤C,参照图12,还包括采用装配件置入操作件128a和连接轴121a之间,以压缩偏压件125a。在压缩偏压件125a时,将锁紧装置通过操作件128a上的通孔置入操作件128a和连接轴121a之间,再取出装配件,偏压件125a和挡件160a回弹抵接锁紧装置,防止锁紧装置从安装孔中脱出。步骤C之后还包括步骤D,其包括将限位件140a置入操作件128a之内,并在连接轴121a的末端安装止动件190a,止动件190a与操作件128a的端面具有间距。其中,步骤A和步骤B的顺序可以调换。
可选的,其中步骤C,还包括采用磁力装置吸附锁紧装置以压缩偏压件125a,此时锁紧装置由磁吸性材料制作。
以上实施方式只是阐述了本发明的基本原理和特性,本发明不受上述实施方式限制,在不脱离本发明精神和范围的前提下,本发明还有各种变化和改变,这些变化和改变都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种螺桩组件拆卸方法以及螺桩组件拆卸再安装方法
- 电缆接头防护夹及电缆接头防护夹组件
- 一种螺母紧固夹和螺母紧固夹组件
- 螺母紧固夹及螺母紧固夹组件
- 一种快装快拆墙板组件及其安装方法
- 一种快装快拆墙板组件及其安装方法