一种双排QFN封装器件装配方法
文献发布时间:2024-01-17 01:14:25
技术领域
本发明涉及双排QFN封装器件装配领域,更为具体的,涉及一种双排QFN封装器件装配方法。
背景技术
双排QFN芯片为塑封器件,器件引脚包括:腹部接地焊盘、内圈引脚(0.25mm*0.25mm)、外圈引脚(0.25mm*0.25mm);印制板焊盘包括:中间接地焊盘、内圈焊盘(0.25mm*0.25mm)、外圈焊盘(0.25mm*0.25mm~0.25mm*0.50mm)。由于该器件封装为塑封,器件引脚较小,而器件引脚与印制板焊盘之间为面面接触,导致该器件按照常规的装配工艺焊接后存在器件引脚虚焊、桥连、溢锡的问题,现有装配方法存在操作复杂、低效且质量不够稳定可靠的技术问题。
发明内容
本发明的目的在于克服现有技术的不足,提供一种双排QFN封装器件装配方法,解决了器件引脚出现虚焊、桥连、溢锡等缺陷的问题,提高了双排QFN封装器件一次焊接合格率等。
本发明的目的是通过以下方案实现的:
一种双排QFN封装器件装配方法,包括以下步骤:
首先,使用钢网或钢片在印制板焊盘上印刷焊膏,并通过改善钢网或钢片开口尺寸控制印制板焊盘上印刷的焊膏量,并通过减小钢网或钢片厚度提高焊膏印刷的质量;
然后,将印制板焊盘进行预焊接并清洗,提前挥发助焊剂,控制焊接过程中焊膏外溢;同时,使用焊锡丝对器件内外圈引脚进行预镀锡并清洗,提高器件引脚的上锡质量,同时降低焊点质量受印制焊盘与器件引脚之间间距差的影响;
最后,在器件引脚或印制板焊盘上刷上助焊剂,使用设备完成器件贴装与焊接。
进一步地,在使用钢网或钢片在印制板焊盘上印刷焊膏之前,包括步骤:对印制板及双排QFN器件进行烘烤处理。
进一步地,所述钢网或钢片的厚度为0.08~0.1mm,接地焊盘开口面积20%~50%。
进一步地,钢网或钢片的开口尺寸包括内圈开口
0.25mm*0.25mm~0.35mm*0.35mm,外圈开口
0.25mm*0.25mm~0.25mm*0.45mm。
进一步地,在将印制板焊盘进行预焊接并清洗之前,包括步骤:用20-40倍显微镜检查焊膏涂覆质量,确保焊膏量均匀、无锡珠、无桥连。
进一步地,所述将印制板焊盘进行预焊接,包括子步骤:使用回流焊设备或返修工作台预焊接印制焊盘,焊接温度曲线根据印制板厚度和焊膏类型进行定制。
进一步地,所述使用焊锡丝对器件内外圈引脚进行预镀锡,具体采用手工预镀锡。
进一步地,所述使用设备完成器件贴装与焊接,包括子步骤:先在器件引脚或印制板焊盘上刷上助焊剂,再依次进行贴装、焊接、清洗,最后检查双排QFN器件焊接质量。
进一步地,在手工预镀锡时,控制电烙铁设置温度不超过300℃,每个焊盘的焊接时间不超过3秒。
进一步地,所述检查双排QFN器件焊接质量,包括步骤:用X光检查双排QFN器件焊接质量。
本发明的有益效果包括:
本发明提供了一种简单、高效且质量稳定可靠的装配方法,解决了目前装配方法带来的器件引脚虚焊、桥连、溢锡的问题。
本发明将焊膏量控制技术、预焊接技术与预镀锡技术相结合,提高了焊膏印刷质量、提高了器件引脚上锡质量、降低了焊点质量受印制焊盘与器件引脚之间间距差的影响,并控制了焊接加热时焊膏外溢,解决了器件引脚出现虚焊、桥连、溢锡等缺陷的问题,提高了双排QFN封装器件一次焊接合格率。
本发明将焊膏量控制技术、预焊接技术与预镀锡技术相结合,保障了双排QFN封装器件装配一次成功,且焊点质量满足标准要求。
利用本发明能够针对钢网或钢片开口参数、钢网或钢片厚度参数、预焊接工艺参数、预镀锡工艺参数进行详细设计,确保焊膏量适宜、焊点质量良好,解决了器件引脚出现虚焊、桥连、溢锡等缺陷的问题。
本发明解决了目前双排QFN封装器件组装后焊点出现虚焊、桥连、溢锡等缺陷的问题。
本发明尤其适用于双排QFN封装器件的组装。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
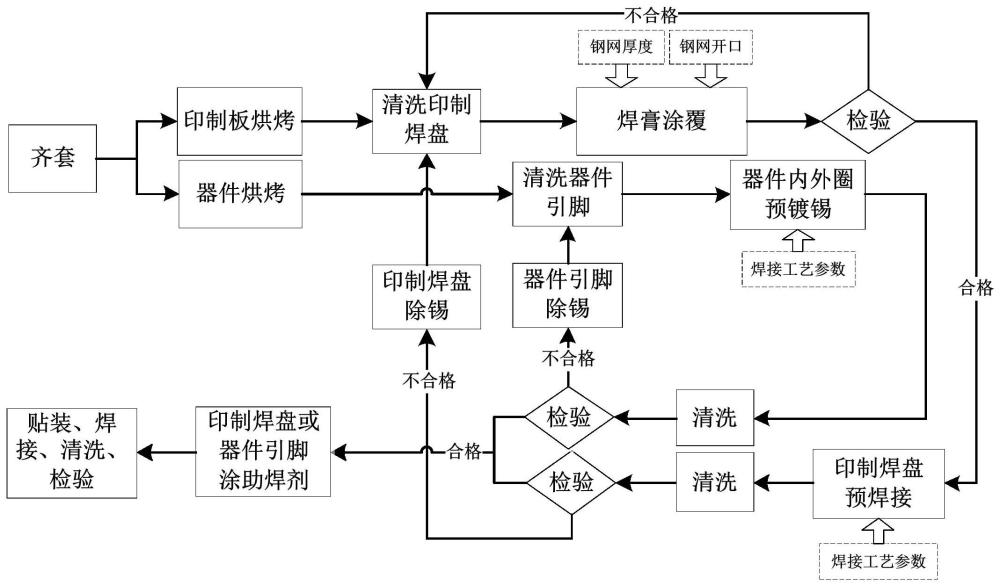
图1为本发明实施例的双排QFN封装器件装配方法流程图。
具体实施方式
本说明书中所有实施例公开的所有特征,或隐含公开的所有方法或过程中的步骤,除了互相排斥的特征和/或步骤以外,均可以以任何方式组合和/或扩展、替换。
鉴于背景中的技术问题,本发明的发明人进一步进行创造性思考后发现现有装配方法存在如下技术缺陷:
(1)双排QFN封装器件焊盘和间距均较小,因此钢网开口尺寸较小,印刷的焊膏量也较少。在焊接过程中,由于器件受热变形、印制板焊盘制造公差等因素,使部分器件引脚与印制板焊盘之间的间距过大,导致部分器件引脚发生虚焊。同时,由于钢网开口尺寸较小,在焊膏印刷时存在漏锡困难的问题,而加厚钢网更是会加剧该问题。因此,不能通过增加钢网厚度的方式解决虚焊的问题。
(2)同上,在焊接过程中,由于器件受热变形、印制板焊盘制造公差等因素,使部分器件引脚与印制板焊盘之间的间距过小,同时在加热过程中由于助焊剂挥发的作用,使焊膏外溢出焊盘,导致器件引脚出现溢锡、桥连等缺陷。
(3)由于部分印制板的外圈焊盘尺寸是器件外圈引脚的一至两倍,而内圈焊盘尺寸与内圈引脚一致,加上腹部热沉焊盘的作用,使器件的三种引脚(外圈引脚、内圈引脚、热沉焊盘)在焊接状态上存在差异,加剧了器件引脚出现虚焊、桥连、溢锡等缺陷的问题。
(4)由于部分厂家的印制板存在该双排QFN器件焊盘周围的绿釉较低的情况(即,以外圈焊盘的外侧边缘为界限,向内则绿釉较薄,向外则绿釉较厚,厚度差别为0.01~0.03mm),无形之中将外圈焊盘的钢网垫高,增加了外圈焊盘的焊膏量,加剧了内圈引脚出现虚焊缺陷的问题。
因此,为了解决上述缺陷,本发明的发明人进一步进行创造性思考后提出如下技术方案:针对上述双排QFN封装器件在组装过程中,引脚与焊盘的间距的差别、焊膏印刷漏锡困难、三种引脚焊接状态差异、焊接加热时焊膏外溢等技术问题,提供一种简单、高效且质量稳定可靠的装配技术方法,解决目前装配方法带来的器件引脚虚焊、桥连、溢锡的技术问题。
本发明装配方法中对器件的预处理、焊膏丝印、贴装工艺方法与目前的组装工艺方法相同,创新之处在于本发明装配方法中焊膏量、印制板焊盘预焊接与器件引脚预镀锡。具体而言包括步骤:首先,通过改善钢网或钢片开口尺寸控制印制板焊盘上印刷的焊膏量,并通过减小钢网或钢片厚度提高焊膏印刷的质量。然后,将印制板焊盘进行预焊接并清洗,提前挥发助焊剂,控制焊接过程中焊膏外溢。同时,使用焊锡丝对器件内外圈引脚进行手工预镀锡并清洗,提高器件引脚的上锡质量,同时降低焊点质量受印制焊盘与器件引脚之间间距差的影响。最后,在器件引脚或印制板焊盘上刷上助焊剂,使用设备完成器件贴装与焊接。
本发明将焊膏量控制技术、预焊接技术与预镀锡技术相结合,提高焊膏印刷质量、提高器件引脚上锡质量、降低焊点质量受印制焊盘与器件引脚之间间距差的影响、控制焊接加热时焊膏外溢,解决器件引脚出现虚焊、桥连、溢锡等缺陷的问题,提高双排QFN封装器件一次焊接合格率。
结合图1双排QFN封装器件组装工艺流程,本发明方法具体实施方式包括如下步骤:
步骤1):对印制板及双排QFN器件进行烘烤处理;
步骤2):使用钢网或钢片在印制板焊盘上印刷焊膏,该器件钢网或钢片厚度0.08mm,内圈开口0.25mm*0.25mm,外圈开口0.25mm*0.425mm(若该双排QFN器件焊盘周围的绿釉较低,开口尺寸改为0.25mm*0.40mm),接地焊盘开口面积30%;
步骤3):用20-40倍显微镜检查焊膏涂覆质量,焊膏量均匀、无锡珠、无桥连;
步骤4):使用回流焊设备或返修工作台预焊接印制焊盘,焊接温度曲线根据印制板厚度和焊膏类型进行定制;
步骤5):使用清洗剂清洗印制焊盘,并检验焊点质量,焊点应大小均匀,无锡珠、无桥连;
步骤6):使用焊锡丝对器件内外圈引脚进行手工预镀锡,电烙铁设置温度不超过300℃,每个焊盘的焊接时间不超过3秒。
步骤7):使用清洗剂清洗器件引脚,并检验引脚焊点质量,焊点应大小均匀,无锡珠、无桥连。
步骤8):在印制焊盘或器件引脚上涂助焊剂。
步骤9):按常规工艺方法依次进行贴装、焊接、清洗,最后用X光检查双排QFN器件焊接质量。
以上所述的仅是本发明的优选实施例。应当指出,对于本领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以作出若干变形和改进,比如,可以修改钢网开口尺寸、可以修改钢网厚度、可以将钢网修改为钢片、可以根据印制板厚度和焊膏类型修改预焊接工艺参数,可以根据器件引脚情况(例如氧化情况等)修改预镀锡工艺参数,可以根据实际情况将该装配工艺方法应用于器件装配、器件整修等所有装配场景,这些变更和改变应视为属于本发明的保护范围。
实施例1
一种双排QFN封装器件装配方法,包括以下步骤:
首先,使用钢网或钢片在印制板焊盘上印刷焊膏,并通过改善钢网或钢片开口尺寸控制印制板焊盘上印刷的焊膏量,并通过减小钢网或钢片厚度提高焊膏印刷的质量;
然后,将印制板焊盘进行预焊接并清洗,提前挥发助焊剂,控制焊接过程中焊膏外溢;同时,使用焊锡丝对器件内外圈引脚进行预镀锡并清洗,提高器件引脚的上锡质量,同时降低焊点质量受印制焊盘与器件引脚之间间距差的影响;
最后,在器件引脚或印制板焊盘上刷上助焊剂,使用设备完成器件贴装与焊接。
实施例2
在实施例1的基础上,在使用钢网或钢片在印制板焊盘上印刷焊膏之前,包括步骤:对印制板及双排QFN器件进行烘烤处理。
实施例3
在实施例1的基础上,所述钢网或钢片的厚度为0.08~0.1mm,接地焊盘开口面积20%~50%。
实施例4
在实施例1的基础上,钢网或钢片的开口尺寸包括内圈开口0.25mm*0.25mm~0.35mm*0.35mm,外圈开口
0.25mm*0.25mm~0.25mm*0.45mm。
实施例5
在实施例1的基础上,在将印制板焊盘进行预焊接并清洗之前,包括步骤:用20-40倍显微镜检查焊膏涂覆质量,确保焊膏量均匀、无锡珠、无桥连。
实施例6
在实施例1的基础上,所述将印制板焊盘进行预焊接,包括子步骤:使用回流焊设备或返修工作台预焊接印制焊盘,焊接温度曲线根据印制板厚度和焊膏类型进行定制。
实施例7
在实施例1的基础上,所述使用焊锡丝对器件内外圈引脚进行预镀锡,具体采用手工预镀锡。
实施例8
在实施例1的基础上,所述使用设备完成器件贴装与焊接,包括子步骤:先在器件引脚或印制板焊盘上刷上助焊剂,再依次进行贴装、焊接、清洗,最后检查双排QFN器件焊接质量。
实施例9
在实施例7的基础上,在手工预镀锡时,控制电烙铁设置温度不超过300℃,每个焊盘的焊接时间不超过3秒。
实施例10
在实施例8的基础上,所述检查双排QFN器件焊接质量,包括步骤:用X光检查双排QFN器件焊接质量。
本发明未涉及部分均与现有技术相同或可采用现有技术加以实现。
除以上实例以外,本领域技术人员根据上述公开内容获得启示或利用相关领域的知识或技术进行改动获得其他实施例,各个实施例的特征可以互换或替换,本领域人员所进行的改动和变化不脱离本发明的精神和范围,则都应在本发明所附权利要求的保护范围内。
- 一种QFN封装芯片的回流孔焊接方法
- 一种双排结构内绝缘型塑封半导体器件及其制造方法
- 采用双刀切双排管脚的QFN封装方法
- 一种基于细间距QFN器件及陶封QFP器件的装配工艺方法