一种仿生切削刀具的制备方法
文献发布时间:2024-01-17 01:27:33
技术领域
本发明涉及切削刀具技术领域,具体为一种仿生切削刀具的制备方法。
背景技术
切削刀具是机械制造中用于切削加工的工具。由于机械制造中使用的刀具基本上都用于切削金属材料,所以“刀具”一词一般就理解为金属切削刀具。刀具材料大致分如下几类:高速钢、硬质合金、金属陶瓷、陶瓷、聚晶立方氮化硼以及聚晶金刚石。
穿山甲的鳞片不仅是挖洞时扒土的有效工具,而且起到重要的防护作用。穿山甲鳞片具有一定的曲率变化,外表面呈宏观非光滑形态,是典型的双向等强度的板壳结构,有一定的回弹能力,既坚固耐磨,又利于减粘脱土。由于穿山甲的鳞片具有上述优异性能,故如果将其应用于切削刀具领域则能显著地改善切削刀具的耐磨性能。此外,目前市售的切削刀具虽然具有一定的切削性能,但是其本身的散热性能相对不足,在连续作业的过程中可能会因温度过高而发生损坏的几率,从而缩短其使用寿命,也在一定程度上影响了其品质。
基于此,本发明提供一种仿生切削刀具的制备方法,以解决此类技术问题。
发明内容
本发明的目的在于提供一种仿生切削刀具的制备方法,本发明中的切削刀具在其表面鳞片状结构、氮化钛涂层、氮碳化钛涂层及复合涂层的协同作用下不仅有效地体高了仿生切削刀具的耐磨性能,而且在一定程度上改善了其散热性能,有效地保证了其品质的同时也延长了其使用寿命。
为实现上述目的,本发明提供如下技术方案:
一种仿生切削刀具的制备方法,包括以下步骤:
步骤一、对切削刀具进行微喷砂处理,去除切削刀具表面的氧化层,然后将切削刀具分别将其浸渍在无水乙醇、丙酮中超声清洗20~30min;清洗完毕后将切削刀具取出并用去离子水洗涤及氮气吹干,然后将切削刀具转入真空干燥设备中充分干燥处理;干燥完毕后将切削刀具保存、备用;其中,切削刀具的材质为硬质合金、金属陶瓷,非金属陶瓷、PCD或CBN中的任意一种;
步骤二、采用激光打标机在刀具本体的刀屑接触区内加工出穿山甲背部的鳞片状的微结构;其中,所述鳞片结构的相关参数为:鳞片结构的内、外层结构均为曲面型抛物线结构,且鳞片结构内层曲线斜面与切削刀具表面形成的锐角夹角为38~43℃;外层曲线斜面与切削刀具表面形成的锐角夹角为40~45℃;所述鳞片结构的底部的形状为曲边梯形,所述曲边梯形上底边与两侧曲线腰形成的夹角为102~106°,所述曲边梯形两相互平行的上、下底的长度比为1.1~1.25;
步骤三、将激光加工后刀具本体依次置入盐酸溶液、硝酸溶液、氢氟酸/硝酸混合溶液进行酸蚀处理,然后再对其进行真空干燥处理;保存、备用;
步骤四、采用化学气相沉积工艺在步骤三处理后的切削刀具的表面沉积氮化钛涂层,然后采用中温化学气相沉积工艺在氮化钛涂层的表面沉积氮碳化钛涂层;其中,氮化钛涂层的厚度为0.2~0.4μm;氮碳化钛涂层的厚度为3~5μm;
步骤五、采用原子沉积法在氮碳化钛涂层的表面沉积复合涂层,最终所得即为仿生切削刀具成品;其中,所述复合涂层由二硫化钼微球及氧化铝微球按2:1的厚度比交替沉积后组成;且所述复合涂层的总厚度为5~8μm。
更近一步地,所述二硫化钼微球的制备方法包括以下步骤:按0.005~0.01g/mL的固液比将钼酸铵超声分散在去离子水中,然后向其中加入体积为去离子水0.4~0.8倍的乙二醇,混合搅拌均匀后向所得第一混合液中加入质量为去离子水0.3~0.6%、粒径为80~100nm的硫磺粉,机械搅拌20~30min后将所得第二混合液的温度按3~5℃/min的速率升至170~200℃,并与此温度下保温反应20~30h;待反应完毕后,将所得生成物组分自然冷却至室温,经过滤处理后将所得滤饼依次经去离子水、无水乙醇交替洗涤三次后再将对其进行真空干燥处理,最终所得即为二硫化钼微球成品。
更近一步地,所述氧化铝微球的制备方法包括以下步骤:
S1、向温度为55~65℃、浓度为40~60g/L的聚乙烯吡咯烷酮的乙醇溶液中分别加入质量为聚乙烯吡咯烷酮70~80%的碳酸铝铵、50~70%的氯化钠,并以2500~3500r/min的速率混合搅拌20~30min;待搅拌完毕后,将所得第一分散液移至减压蒸馏设备中减压蒸馏反应至最终体积为第一分散液的12~15%;
S2、将步骤一所得生成物组分注入模具中并以3~5℃/min的升温速率将温度升至90~95℃,将生成物组分中的无水乙醇完全蒸除,回收无水乙醇;然后将所得氧化铝微球前驱体转入高温煅烧设备中进行梯度加压反应3h,
S3、待加压反应完毕后,以3~5MPa/min的速率缓慢泄压后进行梯度烧结反应5h,自然冷却至室温后再将所得固体物料转入去离子水中进行超声反应3h;待反应完毕后对所得生成物组分进行过滤,所得滤饼经真空干燥处理后,最终所得即为多孔结构的氧化铝微球。
更近一步地,所述减压蒸馏反应的压力设置为大气压的55%,温度设置为85℃。
更近一步地,所述梯度度加压的具体操作方法为:
第一梯度压力设置为0.2MPa,时间设置为8min;
第二梯度压力设置为0.7MPa,时间设置为12min;
第三梯度压力设置为压力:3MPa,时间设置为25min;
第四梯度压力设置为压力:11MPa,时间设置为25min;
第五梯度压力设置为压力:15MPa,时间为剩余时间。
更近一步地,所述梯度烧结反应的具体操作方法为:
第一梯度温度设置为140℃,时间设置为15min;
第二梯度温度设置为210℃,时间设置为25min;
第三梯度温度设置为270℃,时间设置为50min;
第四梯度温度设置为350℃,时间设置为55min;
第五梯度温度设置为400℃,时间为剩余时间。
更近一步地,所述超声反应采用梯度超声反应,且梯度超声反应的梯度程序如下:
第一梯度超声频率设置为3.5kHz,温度为43℃,时间设置为8min;
第二梯度超声频率设置为11kHz,温度为55℃,时间设置为15min;
第三梯度超声频率设置为23kHz,温度为73℃,时间设置为25min;
第四梯度超声频率设置为33kHz,温度为88℃,时间设置为40min;
第五梯度超声频率设置为40kHz,温度为95℃,时间为剩余时间。
更近一步地,所述切削刀具本体为铣刀或钻头中的任意一种。
更近一步地,所述二硫化钼的粒径为200~260nm。
更近一步地,所述氧化铝微球的粒径为90~120nm。
与现有技术相比,本发明的有益效果是:
本发明中根据穿山甲生物结构的启发在切削刀具的表面制作出鳞片状的微结构,鳞片状结构的存在不仅能有效地提高了切削刀具的硬度计耐磨性能,而且由于相邻鳞片结构之间存在缝隙,有效地增强了切削刀具的散热性能,有效地减少了切削刀具在连续作业的过程中因温度过高而发生损坏的几率,在一定程度上延长了切削刀具的使用寿命。
此外,本发明中在切削刀具表面由内至外依次沉积有氮化钛涂层、氮碳化钛涂层及由二硫化钼微球及氧化铝微球交替沉积所形成的复合涂层。氮化钛涂层及氮碳化钛的存在有效地改善了切削刀具的耐磨性能,而在二硫化钼微球及氧化铝微球形成的复合涂层中,纳米氧化铝微球能有效地沉积在表面较为粗糙的二硫化钼微球的表面,从而形成具有很好润滑性能的“滚珠”结构,有效地改善了切削刀具的耐磨性能。此外,由于二硫化钼微球及氧化铝微球的尺寸不同,故两者中间存在一定的缝隙,再配合氧化铝微球的多孔结构显著地提高了切削刀具的散热性能,延长了其使用寿命。
综上所述,本发明中的切削刀具在其表面鳞片状结构、氮化钛涂层、氮碳化钛涂层及复合涂层的协同作用下不仅有效地体高了仿生切削刀具的耐磨性能,而且在一定程度上改善了其散热性能,有效地保证了其品质的同时也延长了其使用寿命。
附图说明
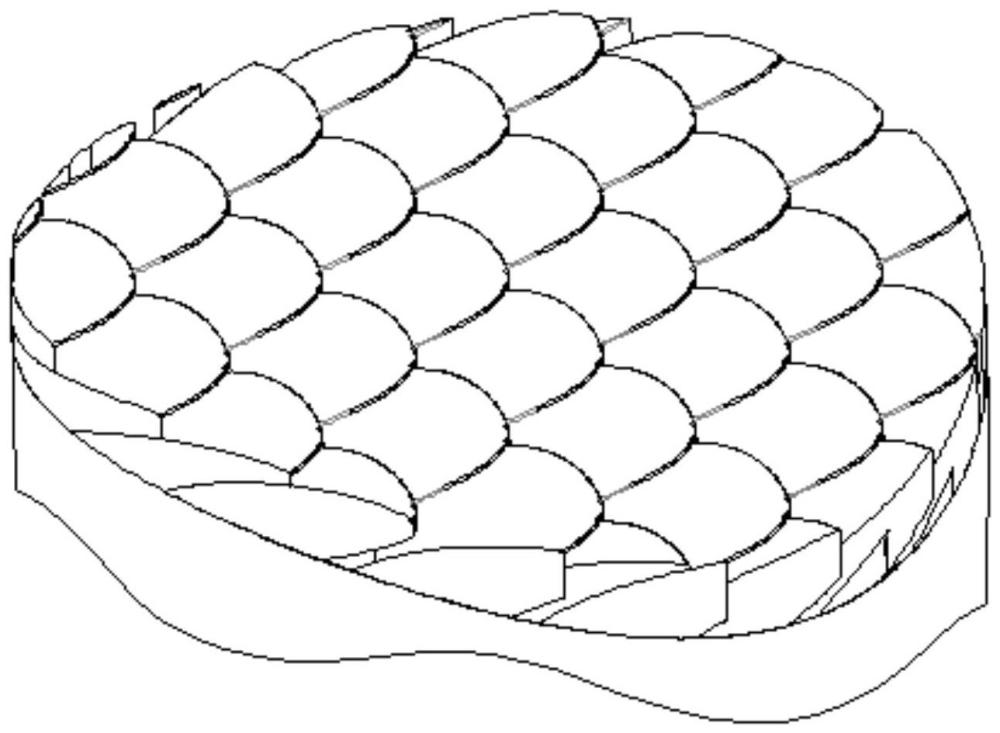
图1为本发明中仿生切削刀具的局部结构示意图;
图2为本发明中仿生切削刀具的局部结构的纵剖结构示意图(不含氮化钛涂层、氮碳化钛涂层及复合涂层);
图3为本发明中鳞片结构的结构示意图;
图4为本发明中鳞片结构底部的结构示意图;
图5为本发明中鳞片底部结构的仰视图;
图6为本发明中仿生切削刀具整体结构的局部纵剖结构示意图。
具体实施方式
下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
实施例1
一种仿生切削刀具的制备方法,包括以下步骤:
步骤一、对切削刀具进行微喷砂处理,去除切削刀具表面的氧化层,然后将切削刀具分别将其浸渍在无水乙醇、丙酮中超声清洗20min;清洗完毕后将切削刀具取出并用去离子水洗涤及氮气吹干,然后将切削刀具转入真空干燥设备中充分干燥处理;干燥完毕后将切削刀具保存、备用;其中,切削刀具本体为铣刀;其中,切削刀具的材质为硬质合金,其具体组成为:12wt%的Co、18wt%的Ti、10wt%的Ta立方碳氮化物、余量为WC粉末;
步骤二、采用激光打标机在刀具本体的刀屑接触区内加工出穿山甲背部的鳞片状的微结构;其中,鳞片结构的相关参数为:鳞片结构的内、外层结构均为曲面型抛物线结构,且鳞片结构内层曲线斜面与切削刀具表面形成的锐角夹角为38℃;外层曲线斜面与切削刀具表面形成的锐角夹角为40℃;鳞片结构的底部的形状为曲边梯形,曲边梯形上底边与两侧曲线腰形成的夹角为102~106°,曲边梯形两相互平行的上、下底的长度比为1.1;
步骤三、将激光加工后刀具本体依次置入盐酸溶液、硝酸溶液、氢氟酸/硝酸混合溶液进行酸蚀处理,然后再对其进行真空干燥处理;保存、备用;
步骤四、采用化学气相沉积工艺在步骤三处理后的切削刀具的表面沉积氮化钛涂层,然后采用中温化学气相沉积工艺在氮化钛涂层的表面沉积氮碳化钛涂层;其中,氮化钛涂层的厚度为0.2μm;氮碳化钛涂层的厚度为3μm;
步骤五、采用原子沉积法在氮碳化钛涂层的表面沉积复合涂层,最终所得即为仿生切削刀具成品;其中,复合涂层由二硫化钼微球及氧化铝微球按2:1的厚度比交替沉积后组成;且复合涂层的总厚度为5μm。
二硫化钼微球的制备方法包括以下步骤:按0.005g/mL的固液比将钼酸铵超声分散在去离子水中,然后向其中加入体积为去离子水0.4倍的乙二醇,混合搅拌均匀后向所得第一混合液中加入质量为去离子水0.3%、粒径为80nm的硫磺粉,机械搅拌20min后将所得第二混合液的温度按3℃/min的速率升至170℃,并与此温度下保温反应20h;待反应完毕后,将所得生成物组分自然冷却至室温,经过滤处理后将所得滤饼依次经去离子水、无水乙醇交替洗涤三次后再将对其进行真空干燥处理,最终得到平均粒径为200nm的二硫化钼微球成品。
氧化铝微球的制备方法包括以下步骤:
S1、向温度为55℃、浓度为40g/L的聚乙烯吡咯烷酮的乙醇溶液中分别加入质量为聚乙烯吡咯烷酮70%的碳酸铝铵、50%的氯化钠,并以2500r/min的速率混合搅拌20min;待搅拌完毕后,将所得第一分散液移至减压蒸馏设备中减压蒸馏反应至最终体积为第一分散液的12%;
S2、将步骤一所得生成物组分注入模具中并以3℃/min的升温速率将温度升至90℃,将生成物组分中的无水乙醇完全蒸除,回收无水乙醇;然后将所得氧化铝微球前驱体转入高温煅烧设备中进行梯度加压反应3h,
S3、待加压反应完毕后,以3MPa/min的速率缓慢泄压后进行梯度烧结反应5h,自然冷却至室温后再将所得固体物料转入去离子水中进行超声反应3h;待反应完毕后对所得生成物组分进行过滤,所得滤饼经真空干燥处理后,最终得到平均粒径为90nm的多孔结构的氧化铝微球。
减压蒸馏反应的压力设置为大气压的55%,温度设置为85℃。
梯度度加压的具体操作方法为:
第一梯度压力设置为0.2MPa,时间设置为8min;
第二梯度压力设置为0.7MPa,时间设置为12min;
第三梯度压力设置为压力:3MPa,时间设置为25min;
第四梯度压力设置为压力:11MPa,时间设置为25min;
第五梯度压力设置为压力:15MPa,时间为剩余时间。
梯度烧结反应的具体操作方法为:
第一梯度温度设置为140℃,时间设置为15min;
第二梯度温度设置为210℃,时间设置为25min;
第三梯度温度设置为270℃,时间设置为50min;
第四梯度温度设置为350℃,时间设置为55min;
第五梯度温度设置为400℃,时间为剩余时间。
超声反应采用梯度超声反应,且梯度超声反应的梯度程序如下:
第一梯度超声频率设置为3.5kHz,温度为43℃,时间设置为8min;
第二梯度超声频率设置为11kHz,温度为55℃,时间设置为15min;
第三梯度超声频率设置为23kHz,温度为73℃,时间设置为25min;
第四梯度超声频率设置为33kHz,温度为88℃,时间设置为40min;
第五梯度超声频率设置为40kHz,温度为95℃,时间为剩余时间。
实施例2
本实施例在制备氧化铝微球的过程中减压蒸馏反应、梯度烧结反应及超声反应中的相关反应参数与实施例1相同,且仿生切削刀具的制备方法与实施例1基本相同,两者的区别在于:二硫化钼微球、氧化铝微球的制备方法略有不同,且仿生切削刀具制备过程中的具体参数也有所不同,本实施例中仿生切削刀具的制备方法具体如下:
一种仿生切削刀具的制备方法,包括以下步骤:
步骤一、对切削刀具进行微喷砂处理,去除切削刀具表面的氧化层,然后将切削刀具分别将其浸渍在无水乙醇、丙酮中超声清洗25min;清洗完毕后将切削刀具取出并用去离子水洗涤及氮气吹干,然后将切削刀具转入真空干燥设备中充分干燥处理;干燥完毕后将切削刀具保存、备用;其中,切削刀具本体为铣刀;
步骤二、采用激光打标机在刀具本体的刀屑接触区内加工出穿山甲背部的鳞片状的微结构;其中,鳞片结构的相关参数为:鳞片结构的内、外层结构均为曲面型抛物线结构,且鳞片结构内层曲线斜面与切削刀具表面形成的锐角夹角为40℃;外层曲线斜面与切削刀具表面形成的锐角夹角为43℃;鳞片结构的底部的形状为曲边梯形,曲边梯形上底边与两侧曲线腰形成的夹角为104°,曲边梯形两相互平行的上、下底的长度比为1.2;
步骤三、将激光加工后刀具本体依次置入盐酸溶液、硝酸溶液、氢氟酸/硝酸混合溶液进行酸蚀处理,然后再对其进行真空干燥处理;保存、备用;
步骤四、采用化学气相沉积工艺在步骤三处理后的切削刀具的表面沉积氮化钛涂层,然后采用中温化学气相沉积工艺在氮化钛涂层的表面沉积氮碳化钛涂层;其中,氮化钛涂层的厚度为0.3μm;氮碳化钛涂层的厚度为4μm;
步骤五、采用原子沉积法在氮碳化钛涂层的表面沉积复合涂层,最终所得即为仿生切削刀具成品;其中,复合涂层由二硫化钼微球及氧化铝微球按2:1的厚度比交替沉积后组成;且复合涂层的总厚度为6μm。
二硫化钼微球的制备方法包括以下步骤:按0.008g/mL的固液比将钼酸铵超声分散在去离子水中,然后向其中加入体积为去离子水0.6倍的乙二醇,混合搅拌均匀后向所得第一混合液中加入质量为去离子水0.5%、粒径为90nm的硫磺粉,机械搅拌25min后将所得第二混合液的温度按4℃/min的速率升至190℃,并与此温度下保温反应25h;待反应完毕后,将所得生成物组分自然冷却至室温,经过滤处理后将所得滤饼依次经去离子水、无水乙醇交替洗涤三次后再将对其进行真空干燥处理,最终得到平均粒径为240nm的二硫化钼微球成品。
氧化铝微球的制备方法包括以下步骤:
S1、向温度为60℃、浓度为50g/L的聚乙烯吡咯烷酮的乙醇溶液中分别加入质量为聚乙烯吡咯烷酮75%的碳酸铝铵、60%的氯化钠,并以3000r/min的速率混合搅拌25min;待搅拌完毕后,将所得第一分散液移至减压蒸馏设备中减压蒸馏反应至最终体积为第一分散液的13%;
S2、将步骤一所得生成物组分注入模具中并以4℃/min的升温速率将温度升至93℃,将生成物组分中的无水乙醇完全蒸除,回收无水乙醇;然后将所得氧化铝微球前驱体转入高温煅烧设备中进行梯度加压反应3h,
S3、待加压反应完毕后,以4MPa/min的速率缓慢泄压后进行梯度烧结反应5h,自然冷却至室温后再将所得固体物料转入去离子水中进行超声反应3h;待反应完毕后对所得生成物组分进行过滤,所得滤饼经真空干燥处理后,最终得到平均粒径为100nm的多孔结构的氧化铝微球。
实施例3
本实施例在制备氧化铝微球的过程中减压蒸馏反应、梯度烧结反应及超声反应中的相关反应参数与实施例1相同,且仿生切削刀具的制备方法与实施例1基本相同,两者的区别在于:二硫化钼微球、氧化铝微球的制备方法略有不同,且仿生切削刀具制备过程中的具体参数也有所不同,本实施例中仿生切削刀具的制备方法具体如下:
一种仿生切削刀具的制备方法,包括以下步骤:
步骤一、对切削刀具进行微喷砂处理,去除切削刀具表面的氧化层,然后将切削刀具分别将其浸渍在无水乙醇、丙酮中超声清洗30min;清洗完毕后将切削刀具取出并用去离子水洗涤及氮气吹干,然后将切削刀具转入真空干燥设备中充分干燥处理;干燥完毕后将切削刀具保存、备用;其中,切削刀具本体为铣刀;
步骤二、采用激光打标机在刀具本体的刀屑接触区内加工出穿山甲背部的鳞片状的微结构;其中,鳞片结构的相关参数为:鳞片结构的内、外层结构均为曲面型抛物线结构,且鳞片结构内层曲线斜面与切削刀具表面形成的锐角夹角为43℃;外层曲线斜面与切削刀具表面形成的锐角夹角为45℃;鳞片结构的底部的形状为曲边梯形,曲边梯形上底边与两侧曲线腰形成的夹角为106°,曲边梯形两相互平行的上、下底的长度比为1.25;
步骤三、将激光加工后刀具本体依次置入盐酸溶液、硝酸溶液、氢氟酸/硝酸混合溶液进行酸蚀处理,然后再对其进行真空干燥处理;保存、备用;
步骤四、采用化学气相沉积工艺在步骤三处理后的切削刀具的表面沉积氮化钛涂层,然后采用中温化学气相沉积工艺在氮化钛涂层的表面沉积氮碳化钛涂层;其中,氮化钛涂层的厚度为0.4μm;氮碳化钛涂层的厚度为5μm;
步骤五、采用原子沉积法在氮碳化钛涂层的表面沉积复合涂层,最终所得即为仿生切削刀具成品;其中,复合涂层由二硫化钼微球及氧化铝微球按2:1的厚度比交替沉积后组成;且复合涂层的总厚度为8μm。
二硫化钼微球的制备方法包括以下步骤:按0.01g/mL的固液比将钼酸铵超声分散在去离子水中,然后向其中加入体积为去离子水0.8倍的乙二醇,混合搅拌均匀后向所得第一混合液中加入质量为去离子水0.6%、粒径为100nm的硫磺粉,机械搅拌30min后将所得第二混合液的温度按5℃/min的速率升至200℃,并与此温度下保温反应30h;待反应完毕后,将所得生成物组分自然冷却至室温,经过滤处理后将所得滤饼依次经去离子水、无水乙醇交替洗涤三次后再将对其进行真空干燥处理,最终得到平均粒径为260nm的二硫化钼微球成品。
氧化铝微球的制备方法包括以下步骤:
S1、向温度为65℃、浓度为60g/L的聚乙烯吡咯烷酮的乙醇溶液中分别加入质量为聚乙烯吡咯烷酮80%的碳酸铝铵、70%的氯化钠,并以3500r/min的速率混合搅拌30min;待搅拌完毕后,将所得第一分散液移至减压蒸馏设备中减压蒸馏反应至最终体积为第一分散液的15%;
S2、将步骤一所得生成物组分注入模具中并以5℃/min的升温速率将温度升至95℃,将生成物组分中的无水乙醇完全蒸除,回收无水乙醇;然后将所得氧化铝微球前驱体转入高温煅烧设备中进行梯度加压反应3h,
S3、待加压反应完毕后,以5MPa/min的速率缓慢泄压后进行梯度烧结反应5h,自然冷却至室温后再将所得固体物料转入去离子水中进行超声反应3h;待反应完毕后对所得生成物组分进行过滤,所得滤饼经真空干燥处理后,最终得到平均粒径为120nm的多孔结构的氧化铝微球。
对比例1:与实施例1的不同之处在于:本实施例中所制备的仿生切削刀具中不含复合涂层;
对比例2:与实施例1的不同之处在于:本实施例中由厚度为5μm的二硫化钼微球代替复合涂层;
对比例3:与实施例1的不同之处在于:本实施例中由厚度为5μm的氧化铝微球代替复合涂层;
对比例4:与实施例1的不同之处在于:本实施例中不含氮化钛涂层;
对比例5:与实施例1的不同之处在于:本实施例中不含氮碳化钛涂层;
性能测试:结合实施例1~3和对比例1~5,将各组仿生切削刀具样品进行如下表1中所示的车削试验和下表2中所示的铣削试验,并将所得测试数据记录于下表3:
表1:车削试验标准
表2:铣削试验标准
表3:车削、铣削实验数据
通过对比及分析表3中的相关数据可知,本发明中的切削刀具在其表面鳞片状结构、氮化钛涂层、氮碳化钛涂层及复合涂层的协同作用下不仅有效地体高了仿生切削刀具的耐磨性能,而且在一定程度上改善了其散热性能,有效地保证了其品质的同时也延长了其使用寿命。由此,表明本发明所提供的仿生切削刀具具有更广阔的市场前景,更适宜推广。
在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
- 一种切削刀具用多主元合金涂层及其制备方法
- 一种刀片、刀具、切削方法及切削设备
- 一种叶脉仿生表面金刚石切削刀具的激光制备方法
- 一种基于蜣螂表面微结构的仿生骨切削刀具及其制备方法