自吸式滤嘴烟卷切割装置
文献发布时间:2024-01-17 01:27:33
技术领域
本发明涉及烟卷加工领域,具体涉及一种自吸式滤嘴烟卷切割装置。
背景技术
YJ27滤嘴接装机最终分切机构是ZJ17型卷接机组的关键功能部件,作用是在二次分切鼓轮上将双倍长烟支切割成两个等长的烟支。YJ27滤嘴接装机最终分切鼓轮的切割结构,采用了“分切圆刀与磨刀砂轮相结合配合鼓轮切刀槽和导轨”的构造完成对双倍长滤嘴烟支的分切。
在实际生产过程中,烟支分切圆刀在切割被水松纸包裹的滤嘴端时,从微观角度看,分切圆刀与水松纸和滤嘴端接触时不可避免的产生细小水松纸沫和滤嘴毛。现使用的滤嘴棒为水溶性滤嘴棒,滤嘴棒材质物理性能——水溶性滤嘴棒的软化点比较低,因此在圆刀经切割运动自然升温发热,达到50℃时,就会软化继而熔化水溶性滤嘴棒中所含的粘胶剂。它们在飞速运转的圆刀作用下,粘胶剂形成胶丝粘附并积累在圆刀和砂轮上;砂轮在刃磨圆刀过程中,刃磨效果迅速降低,影响双倍长度烟支正常切割,滤嘴切口端面不光滑平整,一段时间后由于最终切割分切鼓轮内堆积到一定胶垢和纸沫杂物后,就会导致分切圆刀出现摩擦过热反应,切割质量下降、刀口变钝呈细小锯齿状,致使切割后的滤嘴端毛边、歪斜等缺陷烟支增多,影响卷烟产品质量。烟支滤嘴端切口质量的好坏,直接会影响着烟支长度物理指标和切口质量外观指标。
依据调查数据可知,最终分切鼓轮碎屑堆积过量后,造成分切后刀口歪斜、滤嘴毛边的废品烟支较多。经统计仅此故障全年累计追溯次数48次,追溯不合格品时间1824分钟,废品追溯量达64.8万支。调查维修记录可知,维修1056分钟,废品烟支重量大大超出了残烟的消耗指标。调查分析可知,最终分切鼓轮的平均维修时间22分钟/次,因滤嘴切口不合格品追溯时间平均为38分钟/次,因此依靠频繁保养方式不能杜绝生产过程中产生废品烟支的问题,影响设备有效作业率完成。
需要研制一种自吸式最终分切鼓轮完成滤嘴烟卷切割与清洁,从而降低不合格品发生几率。
发明内容
为克服现有技术中的不足,本发明提供了一种自吸式滤嘴烟卷切割装置。本装置具有自清洁功能,可大幅度降低原来只能依靠维修拆卸式清洁方式的弊端,随着机车运转,通过负压清洁孔将负压抽吸力导入切割槽内实时将纸屑、烟沫等杂物自动吸除,进而消除碎纸屑和烟沫堆积现象。
本发明解决其技术问题所采用的技术方案为:
一种自吸式滤嘴烟卷切割装置,包括
配气座及与其同轴安装的前轮体、后轮体;
所述前轮体与所述后轮体的对接端面定位出切刀槽以及位于切刀槽下侧的存屑槽,烟卷位于所述前轮体和所述后轮体的外周上并跨置所述切刀槽;
所述配气座前端呈阶梯型中空圆柱体,并伸入至所述前轮体和所述后轮体中;该中空圆柱体的外周设置有负压吸风区,所述负压吸风区包括轴向间隔设置的多个圆弧形的吸风通道,所述吸风通道与所述配气座的内孔连通;
所述前轮体和所述后轮体上均开设有径向贯通的吸气孔,使得所述配气座的内孔所形成的负压环境借由所述吸气孔将所述烟卷吸附于所述前轮体和所述后轮体的外周;
所述配气座与所述存屑槽之间连通有若干清洁孔,以在负压环境下借由清洁孔将所述存屑槽中的杂物吸入所述配气座的内孔;所述清洁孔与吸风孔互不相通,所述清洁孔一端位于存屑槽底部,另一端贯通至所述负压吸风区所对应的轴向位置。
作为上述技术方案的改进,所述配气座前端间隔设置有三排吸风通道;
位于中间的吸风通道的面积至少为对称位于其两侧的吸风通道的两倍;
所述前轮体以及所述后轮体均开设有两圈吸气孔,所述吸风通道与所述前轮体的吸气孔以及所述后轮体的吸气孔轴向位置相对应且联通。
作为上述技术方案的改进,所述吸风通道的弧度范围为80~120度,使得至少有三分之一及以上的清洁孔在同一时间与负压吸风区连通。
作为上述技术方案的改进,所述配气座周向未设置负压吸风区的区域设置有轴向沉槽,所述轴向沉槽于配气座端面轴向间隔设置有多个。
作为上述技术方案的改进,所述清洁孔的一端位于后轮体的存屑槽中,另一端位于中间吸风通道的中间部位。
作为上述技术方案的改进,所述清洁孔为倾斜设置的直孔,其内端倾斜朝向负压吸风一侧,清洁孔直径为5mm。
作为上述技术方案的改进,所述清洁孔的倾斜角度范围为10~17度。
作为上述技术方案的改进,所述后轮体的端部形成有轴套,所述前轮体套设于所述轴套上。
作为上述技术方案的改进,所述配气座后端与机车传动轴座连接。
作为上述技术方案的改进,所述配气管上依次同轴安装有石墨盘、后轮体、前轮体、定位端盖和法兰端盖。
作为上述技术方案的改进,所述前后轮体的内侧端面定位出切刀槽,所述切刀槽间隙为0.5mm,存屑槽位于切刀槽下侧,所述切割刀位于切刀槽中间部位运转。
作为上述技术方案的改进,所述切刀槽的两个侧壁为斜面。
作为上述技术方案的改进,所述存屑槽的截面为矩形。
作为上述技术方案的改进,所述配气座与所述存屑槽之间等间隔均匀连通有7条清洁孔。
作为上述技术方案的改进,所述前轮体以及所述后轮体的外周上均形成有轴向延伸的多个容置槽,多个所述容置槽周向均匀排布,所述吸气孔贯通至所述容置槽的槽底,所述烟卷位于所述容置槽内。
本发明带来的有益效果:
1、本装置通过在存屑槽底部增设自吸式清洁孔,清洁孔与负压吸风区连通,使得存屑槽中的切屑借由清洁孔而被吸附到配气座中,随后清除到除尘管道内。这种利用负压吸附而清除存屑槽中的烟沫、碎屑等杂物的方式的清除效率高,清除效果好,达到不需拆卸鼓轮,就能有效清洁切存屑槽杂物的目的。
2、本发明将清洁孔布置成直线孔并倾斜设置,且不与吸气孔贯通,互不相通、互不干涉,这与现有技术构成主要区别,该设计可以避免清洁孔与吸气孔相连通而影响到吸气孔内的负压环境,这可能会导致容置槽对烟卷吸附力度的下降,且也避免吸气孔降低清洁孔内的负压环境而影响到对存屑槽的清除效果。
3、由于切割刀伸入至切刀槽,且存屑槽内通入负压风,在切割刀高速运转过程中可以起到冷切切割刀的作用,改善了滤嘴烟支切割环境,解决了因积沫过多后造成的切割圆刀过热、损坏产生废品烟支的问题,使该部位产生的废品烟支降至最低限,同时可以提高切割质量。
本装置实用性强、清除效率高,应用实施后有效降低了设备停机率和人员操作强度,提高了工作效率和产品合格率,有效降低了原辅材料的消耗,同时使滤嘴刀口残次品烟支追溯的时间大幅降低,为生产连续稳定提供了良好保障。
附图说明
下面结合附图及具体实施例对本发明作进一步详细说明:
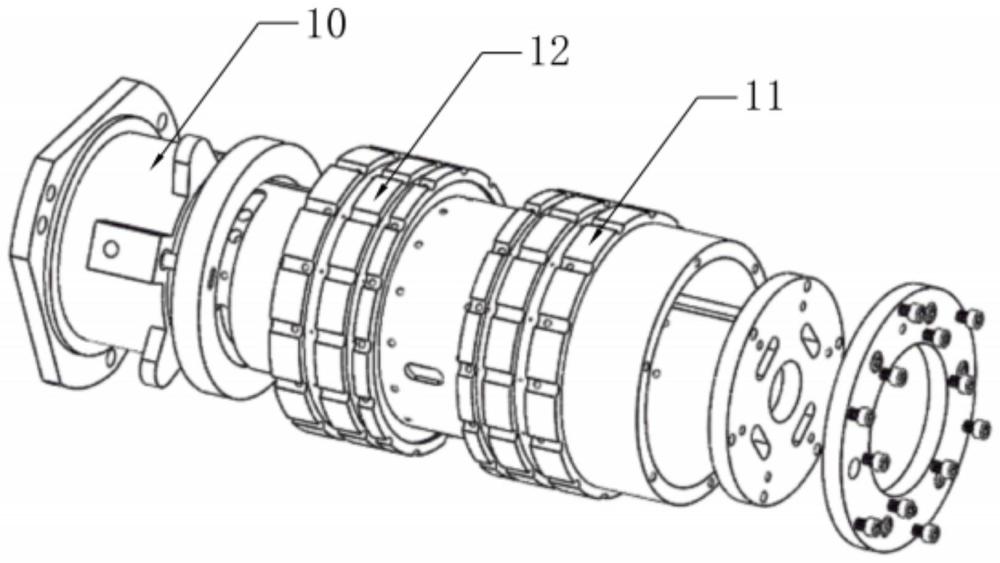
图1为本发明的实施例所提供的自吸式滤嘴烟卷切割装置的装配图;
图2为本发明的实施例所提供的后轮体的立体示意图;
图3为本发明的实施例所提供的后轮体的剖面示意图;
图4为本发明的实施例所提供的自吸式滤嘴烟卷切割装置的剖面图一;
图5为本发明的实施例所提供的自吸式滤嘴烟卷切割装置的剖面图二。
图中标号:
10-配气座;11-前轮体;12-后轮体;121-轴套;13-切刀槽;14-存屑槽;15-吸气孔;16-容置槽;17-清洁孔;18-吸风通道;19-轴向沉槽。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
除非另外定义,本发明使用的技术术语或者科学术语应当为本发明所属领域内具有一般技能的人士所理解的通常意义。本发明中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
为了保持本发明实施例的以下说明清楚且简明,本发明省略了已知功能和已知部件的详细说明。
参照图1~4,本实施例为一种自吸式滤嘴烟卷切割装置,包括
配气座10,所述配气管上依次同轴安装有石墨盘、后轮体12、前轮体11、定位端盖和法兰端盖。后轮体12的端部形成有轴套121,使得前轮体11套设于轴套121上。前轮体11与后轮体12的对接端面定位出切刀槽13以及位于切刀槽13下侧的存屑槽14,烟卷位于前轮体11和后轮体12的外周上并跨置切刀槽13。切刀槽13的间隙为0.5mm,存屑槽14位于切刀槽13的下侧(即内侧),切割刀位于切刀槽13中间部位运转,可将之安装于前后轮体12的侧下方。切刀槽13的两个内侧壁为斜面,存屑槽14的截面为矩形。
配气座10的前端呈阶梯型中空圆柱体,并伸入至所述的前轮体11和后轮体12中,配气座10后端与机车传动轴座连接。该中空圆柱体的外周设置有负压吸风区,负压吸风区包括轴向间隔设置的多个圆弧形的吸风通道18,吸风通道18与配气座10的内孔连通。与之对应的,前轮体11和后轮体12上均开设有径向贯通的吸气孔15,使得配气座10的内孔所形成的负压环境借由所述的吸风通道18、吸气孔15将烟卷吸附于前轮体11和后轮体12的外周。
本实施例中,配气座10的前端间隔设置有三排吸风通道18,且位于中间的吸风通道18的面积至少为对称位于其两侧的吸风通道18的两倍。前轮体11以及后轮体12均开设有两圈吸气孔15,三排吸风通道18与前轮体11的吸气孔15以及后轮体12的吸气孔15轴向位置相对应且联通。位于中间的吸风通道18对应前轮体11、后轮体12的内排吸气孔15,位于两侧的吸风通道18分别对应前轮体11、后轮体12的外排吸气孔15。
本实施例中,配气座10与存屑槽14之间均匀连通有多个清洁孔17,以在负压环境下借由清洁孔17将存屑槽14中的杂物吸入配气座10的内孔,实现对烟沫、切屑的清除。需要说明的是,清洁孔17与吸风孔互不相通,清洁孔17的一端位于存屑槽14底部,另一端贯通至所述的负压吸风区所对应的轴向位置。
在优选实施例中,清洁孔17为倾斜设置的直孔,其内端倾斜朝向负压吸风一侧。具体的,清洁孔17的倾斜角度范围为10~17度。根据前轮体11和后轮体12的打孔实际情况,为了不伤到鼓轮外圆面,起始角度应不低于10度,且倾斜最大角度17度,否则清洁孔17内端将不在负压吸风区范围内。
本实施例设置清洁孔17的倾角为10.5度,使得清洁孔17的一端位于后轮体12的存屑槽14中,另一端刚好位于中间吸风通道18的中间部位。
在优选实施例中,吸风通道18的弧度范围为80~120度,该设置范围可满足吸气孔15对烟卷的负压吸附力充足,同时使得至少有三分之一及以上的清洁孔17在同一时间与负压吸风区连通。过大的吸风通道18的弧度范围可能会导致配气座10原有负压吸附力的下降,进而使吸气孔15的负压吸附力因负压风过于分散而降低。
本实施例将吸风通道18的弧度设置为107度。
在优选实施例中,配气座10的周向未设置负压吸风区的区域设置有轴向沉槽19,轴向沉槽19于配气座10端面轴向间隔设置有三个。参照图5,经清洁孔17吸附而被清除的烟沫、切屑等杂物由于前后轮体12的转动存在被带入轮体与配气座10接触面之间的可能,将可能导致轮体被杂物挤死而无法正常转动工作。为此,设置该轴向沉槽19,当烟沫、切屑被带入至接触面时可及时掉落至该轴向沉槽19内,从而避免长时间的挤压挤死鼓轮组件。同时,轴向沉槽19还可以在起到支撑作用的同时,减少前后轮体12内表面在转动过程中的磨损,延长其使用寿命。
在优选实施例中,配气座10与存屑槽14之间等间隔均匀连通有7条清洁孔17。基于本实施例吸风通道18的周向弧度,同一时间将有两个清洁孔17同时连通至负压吸风区以保证切削杂物清除效果。
在优选实施例中,前轮体11以及后轮体12的外周上均形成有轴向延伸的多个容置槽16,多个所述的容置槽16周向均匀排布,吸气孔15贯通至容置槽16的槽底,烟卷被吸附而位于容置槽16内。
另外,需要说明的是:
虽然可使清洁孔17垂直径向的贯通至配气座10的内孔使其恰好正对中间的吸风通道18,然而考虑到前轮体11和后轮体12的空间和打孔实际情况,直孔加工不易:倘若从内向外打孔加工直孔,存在加工难度过高、加工成本大的现实问题,而从外向内打孔虽比较容易实现,但是会连带将前后轮体12的外圆周面同时打穿,同时可能损伤容置槽16结构。因而,将清洁孔17设置为斜孔是最佳选择。
应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种能够实现液体燃料切割的射吸式切割装置
- 一种能够实现液体燃料切割的射吸式切割装置