一种可降低液晶屏边框注塑件次品率的注塑方法
文献发布时间:2024-04-18 19:48:15
技术领域
本发明涉及液晶屏边框生茶领域,特别涉及一种可降低液晶屏边框注塑件次品率的注塑方法。
背景技术
液晶屏是以液晶材料为基本组件,在两块平行板之间填充液晶材料,通过电压来改变液晶材料内部分子的排在列状况,以达到遮光和透光的目的来显示深浅不一,错落有致的图象,而且只要在两块平板间再加上三元色的滤光层,就可实现显示彩色图象,液晶屏功耗很低,因此倍受工程师青睐,适用于使用电池的电子设备。
而在液晶屏进入使用阶段需要用到塑料边框对其进行限位和保护,现有的液晶屏边框在生产时需要对其进行注塑工作,现有的注塑装置在使用时,其无法对注塑完成的液晶屏边框进行打磨工作,导致其表面时常存在塑料存留颗粒,造成次品率增加,且在注塑的过程中,降温速度较慢,在注塑没成型时,容易有杂质进入,影响产品质量。
发明内容
本发明的目的在于提供一种可降低液晶屏边框注塑件次品率的注塑方法,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:一种可降低液晶屏边框注塑件次品率的注塑方法,具体包括以下步骤:
S1:合模:注塑机构通过气缸带动使得动模具与静模具靠近,使得模具完全闭合;
S2:注射:将需要液晶屏边框使用的熔融原料从注塑口将原料注入进行,使得熔融原料与注塑模具完全充满贴合;
S3:保压:熔融原料再充填至模腔过程中直至充填满后,以防止模具中的熔融原料回流;
S4:冷却:制品在模腔内进行冷却定型,使其快速进行塑化;
S5:退模:通过气缸带动使得动模具与静模具远离,使得模具完全分开;
S6:打磨:通过打磨机构对边框进行打磨,降低其次品率;
S7:取料:将液晶屏边框从模腔内取出进行收集放置;
所述注塑机构包括上模具和下模具。
优选的,所述上模具设置于下模具的上方,所述上模具包括顶块和连接块,所述顶块设置有两个且连接块固定连接于两个顶块之间,所述连接块的顶端设置有注塑口。
优选的,所述下模具的上方固定连接有限位板,所述限位板的两侧均设置有滑槽,所述限位板的外侧设置有注塑槽,所述限位板的两侧均设置有打磨机构。
优选的,所述打磨机构设置有两个且分别设置于限位板的两侧,所述打磨机构包括滑块、横板、安装板、打磨机和打磨辊,所述横板固定连接于滑块的一侧,所述安装板固定连接于横板的底端,所述打磨机固定连接于安装板的底端,所述打磨辊固定连接于打磨机的输出端,所述滑块滑动连接于滑槽的内侧,所述滑块的底端固定连接有螺纹块。
优选的,所述下模具的内侧设置有驱动机构,所述驱动机构包括电机、丝杆、螺纹块和转动块,所述下模具的内侧设置有电机槽,所述电机固定连接于电机槽的内侧,所述丝杆固定连接于电机的输出端,所述丝杆转动连接于转动块的内侧,所述螺纹块的内侧设置有螺纹槽,所述螺纹块螺纹连接于丝杆的外侧。
优选的,所述下模具的两侧均设置有散热口,所述散热口的内侧设置有散热风扇。
优选的,所述下模具内侧四角均固定连接有液压气缸,所述液压气缸的顶端固定连接有顶杆,所述顶杆固定连接于上模具的底端,所述下模具的顶端设置有通孔,所述顶杆设置于通孔的内侧。
优选的,所述注塑槽的底端设置有散热机构,所述散热机构包括导热片、导热管、散热板、散热片和连接板,所述固定连接于注塑槽的底端,所述导热管设置有多个且均匀固定连接于的底端。
优选的,所述导热片的底端两侧均设置有第一安装螺丝,所述导热片和散热板通过第一安装螺丝相互固定连接,所述散热片设置有两个且分别固定连接于散热板的底端。
优选的,所述散热片的底端两侧均设置有第二安装螺丝,所述散热片和连接板通过第二安装螺丝相互固定连接。
本发明的技术效果和优点:
(1)本发明通过在下模具的内侧设置有电机槽,电机槽的内侧固定连接有电机,电机的输出端固定连接有丝杆,丝杆的外侧螺纹连接有螺纹块,螺纹块的顶端固定连接有滑块,滑块的一侧固定连接有横板,横板的底端固定连接有安装板,安装板的底端固定连接有打磨机,打磨机的底端设置有打磨辊,能有效在注塑槽内侧进行注塑的液晶屏边框进行打磨工作,提高表面的平整度,避免边框上残留多余的塑料材料,减少了残次品产生的可能,提高了产品质量;
(2)本发明通过在注塑槽的底端设置有散热机构,散热机构包括导热片、导热管、散热板、散热片和连接板,在液晶屏边框的注塑材料进入注塑槽的内侧后,散热机构能快速对其进行降温工作,提高其散热的效率,帮助注塑边框快速降温,提高了产品的生产效率,便于进行后续的打磨工作;
(3)本发明在下模具的四角的内侧均固定连接有液压气缸,液压气缸的输出端固定连接有顶杆,顶杆的顶端固定连接有上模具,便于带动上模具进行升降工作,便于对注塑完成后的边框进行打磨工作,方便后续进行取下,下模具的两侧均设置有散热口,散热口的内侧设置有散热风扇,方便对散热机构产生的热量进行排出,使得下模具内保持相对的低温,便于注塑后的边框能快速进行降温工作。
附图说明
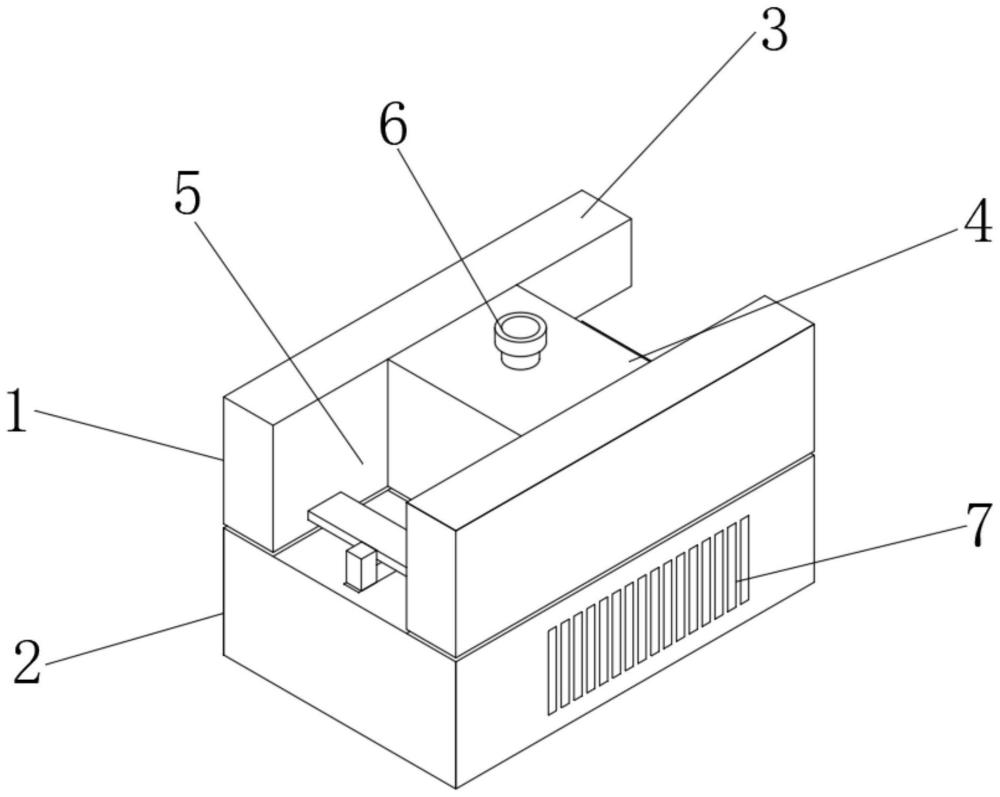
图1为本发明的主体结构示意图。
图2为本发明中下模具的主体结构示意图。
图3为本发明中下模具主视的内部结构示意图。
图4为图3中A处的放大结构示意图。
图5为本发明中下模具侧视的内部结构示意图。
图6为本发明中散热机构主视结构示意图。
图中:上模具1、下模具2、顶块3、连接块4、凹槽5、注塑口6、散热口7、滑槽8、滑块9、横板10、限位板11、注塑槽12、顶杆13、通孔14、电机槽15、电机16、丝杆17、螺纹块18、转动块19、安装板20、打磨机21、打磨辊22、散热风扇23、液压气缸24、导热片25、第一安装螺丝26、导热管27、散热板28、第二安装螺丝29、散热片30、连接板31。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明提供了如图1-6所示的一种可降低液晶屏边框注塑件次品率的注塑方法,具体包括以下步骤:
S1:合模:注塑机构通过气缸带动使得动模具与静模具靠近,使得模具完全闭合;
S2:注射:将需要液晶屏边框使用的熔融原料从注塑口将原料注入进行,使得熔融原料与注塑模具完全充满贴合;
S3:保压:熔融原料再充填至模腔过程中直至充填满后,以防止模具中的熔融原料回流;
S4:冷却:制品在模腔内进行冷却定型,使其快速进行塑化;
S5:退模:通过气缸带动使得动模具与静模具远离,使得模具完全分开;
S6:打磨:通过打磨机构对边框进行打磨,降低其次品率;
S7:取料:将液晶屏边框从模腔内取出进行收集放置;
注塑机构包括上模具1和下模具2。
参照图1,在一个优选的实施方式中,上模具1设置于下模具2的上方,上模具1包括顶块3和连接块4,顶块3设置有两个且连接块4固定连接于两个顶块3之间,连接块4的顶端设置有注塑口6,上模具1的内侧设置有流液通道,与注塑口6相互连通,使得从注塑口6中注入熔融状原料从顺利流入到注塑槽12的内侧;
参照图2、图3和图4,在一个优选的实施方式中,下模具2的上方固定连接有限位板11,限位板11的两侧均设置有滑槽8,限位板11的外侧设置有注塑槽12,限位板11的两侧均设置有打磨机构,打磨机构设置有两个且分别设置于限位板11的两侧,打磨机构包括滑块9、横板10、安装板20、打磨机21和打磨辊22,横板10固定连接于滑块9的一侧,安装板20固定连接于横板10的底端,打磨机21固定连接于安装板20的底端,打磨辊22固定连接于打磨机21的输出端,滑块9滑动连接于滑槽8的内侧,滑块9的底端固定连接有螺纹块18,能有效在注塑槽12内侧进行注塑的液晶屏边框进行打磨工作,提高表面的平整度,避免边框上残留多余的塑料材料,减少了残次品产生的可能,提高了产品质量;
参照图3,在一个优选的实施方式中,下模具2的内侧设置有驱动机构,驱动机构包括电机16、丝杆17、螺纹块18和转动块19,下模具2的内侧设置有电机槽15,电机16固定连接于电机槽15的内侧,丝杆17固定连接于电机16的输出端,丝杆17转动连接于转动块19的内侧,螺纹块18的内侧设置有螺纹槽,螺纹块18螺纹连接于丝杆17的外侧,通过过在下模具2的内侧设置有电机槽15,电机槽15的内侧固定连接有电机16,电机16的输出端固定连接有丝杆17,丝杆17的外侧螺纹连接有螺纹块18,螺纹块18的顶端固定连接有滑块9,能有效带动滑块9进行移动,使得打磨机构对成型的边框进行打磨工作;
参照图5,在一个优选的实施方式中,下模具2内侧四角均固定连接有液压气缸24,液压气缸24的顶端固定连接有顶杆13,顶杆13固定连接于上模具1的底端,下模具2的顶端设置有通孔14,顶杆13设置于通孔14的内侧,在下模具2的四角的内侧均固定连接有液压气缸24,液压气缸24的输出端固定连接有顶杆13,顶杆13的顶端固定连接有上模具1,便于带动上模具1进行升降工作,便于对注塑完成后的边框进行打磨工作,方便后续进行取下;
参照图5和图6,在一个优选的实施方式中,注塑槽12的底端设置有散热机构,散热机构包括导热片25、导热管27、散热板28、散热片30和连接板31,35固定连接于注塑槽12的底端,导热管27设置有多个且均匀固定连接于35的底端,导热片25的底端两侧均设置有第一安装螺丝26,导热片25和散热板28通过第一安装螺丝26相互固定连接,散热片30设置有两个且分别固定连接于散热板28的底端,散热片30的底端两侧均设置有第二安装螺丝29,散热片30和连接板31通过第二安装螺丝29相互固定连接,下模具2的两侧均设置有散热口7,散热口7的内侧设置有散热风扇23,通过在注塑槽12的底端设置有散热机构,散热机构包括导热片25、导热管27、散热板28、散热片30和连接板31,在液晶屏边框的注塑材料进入注塑槽12的内侧后,散热机构能快速对其进行降温工作,提高其散热的效率,帮助注塑边框快速降温,提高了产品的生产效率,便于进行后续的打磨工作,下模具2的两侧均设置有散热口7,散热口7的内侧设置有散热风扇23,方便对散热机构产生的热量进行排出,使得下模具2内保持相对的低温,便于注塑后的边框能快速进行降温工作。
本发明工作原理:使用时,将原料从注塑口6处倒入,通过在下模具2的内侧设置有电机槽15,电机槽15的内侧固定连接有电机16,电机16的输出端固定连接有丝杆17,丝杆17的外侧螺纹连接有螺纹块18,螺纹块18的顶端固定连接有滑块9,滑块9的一侧固定连接有横板10,横板10的底端固定连接有安装板20,安装板20的底端固定连接有打磨机21,打磨机21的底端设置有打磨辊22,能有效在注塑槽12内侧进行注塑的液晶屏边框进行打磨工作,提高表面的平整度,避免边框上残留多余的塑料材料,减少了残次品产生的可能,提高了产品质量,在下模具2的四角的内侧均固定连接有液压气缸24,液压气缸24的输出端固定连接有顶杆13,顶杆13的顶端固定连接有上模具1,便于带动上模具1进行升降工作,便于对注塑完成后的边框进行打磨工作,方便后续进行取下,下模具2的两侧均设置有散热口7,散热口7的内侧设置有散热风扇23,方便对散热机构产生的热量进行排出,使得下模具2内保持相对的低温,便于注塑后的边框能快速进行降温工作,通过在注塑槽12的底端设置有散热机构,散热机构包括导热片25、导热管27、散热板28、散热片30和连接板31,在液晶屏边框的注塑材料进入注塑槽12的内侧后,散热机构能快速对其进行降温工作,提高其散热的效率,帮助注塑边框快速降温,提高了产品的生产效率,便于进行后续的打磨工作,打磨完毕后,在将边框取下。
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种注塑件注塑面处理方法
- 一种双色注塑件注塑成型方法
- 一种注塑件表面塑性方法
- 一种冰箱注塑件整修方法
- 降低次品率的链牙注塑模具
- 一种包胶注塑件次品再利用的冲压治具