一种喷管分流孔自动加工方法
文献发布时间:2023-06-19 11:45:49
技术领域
本发明属于喷管加工技术领域,特别涉及一种喷管分流孔自动加工方法。
背景技术
火箭喷管内壁经过铣削加工后,形成了密布的导流槽和加强筋,为使相邻的导流槽沟通,需在相邻导流槽之间的筋上加工出一排非整圆沉孔,也就是分流孔。由于喷管内壁属于大型薄壁件,工件装夹后变形量大,使用数控机床对分流孔进行加工时,无法准确定位筋的周向实际位置,致使分流孔的位置出现偏差,不仅难以满足分流孔的位置精度,而且容易挫伤相邻的筋,使整个内壁工件报废。此外,由于工件涨形等原因,工件廓形呈现高低起伏,各分流孔的加工深度也难以控制,法向矢量难以确定,这些都使得分流孔自动加工十分困难。目前的加工方法采用人工进行定位,即在各分流孔的位置上加以标记,然后使用摇臂钻床上按标记位置完成分流孔加工,该过程属于半自动化过程,费时费力,且加工的一致性差,加工精度和效率都难以保证,因此急需一种高效的自动化分流孔加工方法,能够精准定位分流孔的位置,精确控制铣削深度,自动完成整个加工过程。
2009年大连理工大学在专利201810229225.9中公开了一种液体火箭发动机喷管冷却通道立式加工方法,利用点激光传感器进行外廓测量,经过数据处理拟合工件实际面形,自动生成数控程序,完成加工过程,然而该方法针对的是光滑曲面的加工方法,并没有提及复杂面形特征情况下的精确定位加工方法。2014年首都航天机械公司在专利201410682136.5中公开了一种薄壁筒段局部定位与洁净钻孔装置与方法,将激光位移传感器固定安装板上,激光传感器可将测量数据反馈到数控系统中,通过激光传感器示数的变化感知钻孔的进刀深度,其加工方法能够提高钻孔的形状精度,然而并不能提高钻孔的位置精度,且加工效率不够高。
然而上述专利均未提及一种喷管分流孔自动加工方法。
发明内容
为解决现有方法存在的问题,考虑分流孔自动化加工的需求,本发明提供了一种喷管分流孔自动加工方法。本发明采用了激光位移传感器对工件进行自动扫描测量,完成了对工件实际面形的感知;能够精准辨识分流孔加工位置以及法向矢量,精确控制分流孔加工的深度;自动生成加工程序,高效地完成分流孔的加工过程,保证了分流孔加工的位置精度和形状精度,满足了分流孔自动化加工的需求。
本发明采用的技术方案是:
一种喷管分流孔自动加工方法,首先,安装激光传感器,并找正激光传感器的位置;其次,装夹工件,使用激光传感器对工件进行周向扫描测量;接下来通过对测得的数据进行处理,辨识出分流孔的C轴坐标并计算出筋的相对高度;下一步,计算各分流孔的法向矢量,即分流孔的B轴坐标值;最后自动生成加工程序,使用立铣刀完成分流孔的加工。具体包括以下步骤:
第一步,安装激光传感器
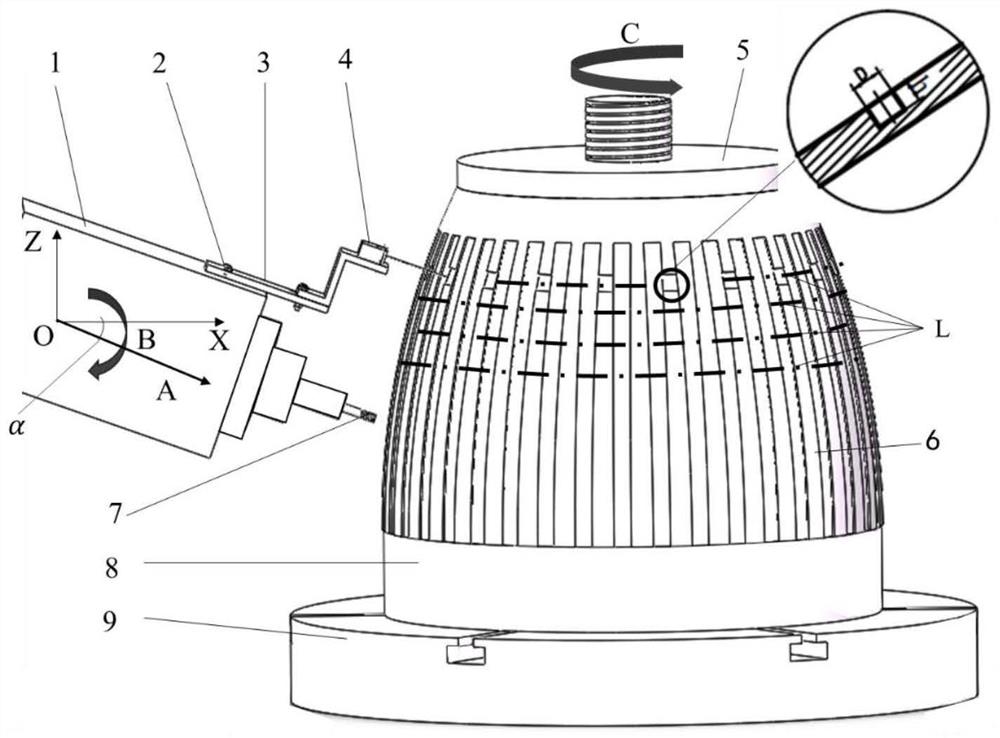
首先将激光传感器4通过螺钉2安装在传感器支架3上,然后将传感器支架3与激光传感器4组成的部件安装机床的主轴箱1上。为了能够精准辨识分流孔的周向位置,需要保证激光传感器4发射的激光线与机床的主轴轴线在一个竖直的平面内。为了保证该位置关系,通过调整激光传感器4与传感器支架3、传感器支架3与主轴箱1的相对位置来找正激光传感器4的位置。
第二步,装夹工件,并对工件进行周向扫描测量
将工件6套装在转接工装8上,再将二者吊装在转台9上,并使转接工装8的回转轴线与转台9的回转轴线重合,然后用端盖5将工件6压紧。接下来开始测量过程,转台9带动工件6匀速旋转,在此过程中实时地采集激光传感器4所测得的其到工件6的距离值以及数控机床X、Z、A、C轴的坐标,其中X轴方向为沿转台9的径向方向,Z轴方向为沿转台平面的法线方向,A轴方向与X轴方向存在一个夹角,夹角的大小为B轴的倾角,C轴方向为转台的周向方向。在工件6旋转一周后测得M个数据点,共N条筋;调整Z轴方向的位置,重复4次上述的测量过程,测得数据集为Ω
第三步,辨识分流孔的C轴位置,并计算筋的相对高度
采用阈值法辨识分流孔的C轴的坐标,即在数据集Ω
第四步,计算分流孔加工的B轴倾角
在测量过程中B轴的倾角为α,为了方便对B轴倾角的计算,以P
将数据点P
其中,P
第五步,自动生成加工程序,完成制孔加工过程
在第一个分流孔所在的位置建立一个工件坐标系,各轴方向与机床坐标系相同;在该坐标系下,自动生成数控加工程序。所述的数控加工程序主要工作过程为:首先快速退刀到安全距离,然后控制转台运动,运动的角度是由数据处理辨识的分流孔C轴角度值;接下来控制B轴运动,运动的角度同样是数据处理后分流孔的B轴角度值;然后控制A轴运动开始进刀,分流孔的深度要求为h,则在该工件坐标系下各分流孔相对进刀深度为h-Δd
本发明的有益效果是:本发明采用激光传感器感知工件的实际形貌,通过对采集的激光传感器测距值和机床坐标值进行数据处理,能够精确识别出分流孔的周向位置以及法向矢量,精准控制分流孔深度。根据数据处理的结果能够自动生成能够适应工件实际面形的加工程序,并完成分流孔的加工过程,很好地保证了分流孔的位置精度和形状精度,整个过程操作简单,有效地提高了分流孔加工的自动化程度、加工精度和效率。
附图说明
图1为喷管分流孔加工方法示意图。
图2为喷管分流孔加工方法流程图。
图中:1-主轴箱;2-螺钉;3-传感器支架;4-激光传感器;5-端盖;6-工件;7-铣刀;8-转接工装;9-转台;X-机床X轴;Z-机床Z轴;A-机床A轴;B-机床B轴;C-机床C轴;α-B轴倾角;L-测量轨迹线。
具体实施方式
下面结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有付出创造性来动前提下获得的所有其他实施例,都属于本发明保护的范围。
首先将激光传感器4通过螺钉2与传感器支架3相联接;在机床的主轴箱1上预留有螺纹孔,将组装的传感器支架与主轴箱1通过螺钉2连接。在安装完成以后需要继续找正传激光传感器4的位置,首先消除传感器支架3相对于XOZ平面的偏角,在工件6上标记一个点,并用激光线对准该点,控制机床A轴运动远离和靠近该标记点,若在该过程中激光线未能始终对准该标记点,那么松开螺钉2,微调激光传感器4与传感器支架3上弧形槽的相对位置,直到在远离与靠近过程中激光线能够始终对准该标记点,锁紧螺钉2;接下来消除传感器支架3相对于XOZ平面的偏移,在机床上安装一个直径为1mm的铣刀7,在工件上铣削一个小孔,锁定机床C轴不动,控制机床运动到该位置,调整松开螺钉2,微调传感器支架3上滑槽的位置,使激光点对准该小孔的中心,锁紧螺钉2,完成该找正过程。
安装完成激光传感器支架后,开始进行测量加工过程,如图2所示,方法步骤如下:
第一步,将工件6吊装至机床转台9上,工件6、转接工装8、转台9的位置关系如图1所示。用端盖5将工件6压实,采用人工找正的方法使转接工装8的回转轴线与转台9的回转轴线重合,完成工件吊装过程。
第二步,将喷管外壁工件套装在喷管内壁上,紧紧贴合,由于喷管外壁工件上的导流孔和喷管内壁上的分流孔是同轴线的,且喷管外壁上的导流孔为通孔,因此透过喷管外壁工件的导流孔可以确定第一个分流孔所在的位置,并在该点打样冲点进行标记。
第三步,调整机床主轴位置,使激光线对准标记的样冲点,同时保证在测量过程中激光传感器4示数均在量程范围内;然后控制机床沿测量轨迹L1自动测量,在测量过程中采集当前测点的距离值以及对应的机床坐标,转台运动完一周后,控制机床Z轴负方向移动2mm,重复该过程,直至完成四组数据的测量。
第四步,安装铣刀7后,在样冲点所在的位置上建立工件坐标系,并在该坐标系下生成数控程序。检查程序是否有错误,确认无误后,控制机床开始分流孔加工过程。首先运动至样冲点的上方,然后进刀,接下来保持一定时长,最后进行退刀,完成第一个分流孔的加工;控制转台9开始转动,运动至第二个分流孔所在的位置,重复进刀-保持-退刀-转台分度运动过程,直至加工完所有的分流孔。
本发明为一种喷管分流孔加工方法,能够自动辨识分流孔的周向位置、法向矢量,无须人工定位,降低了劳动强度,大幅提高了分流孔加工的自动化程度;精确控制加工深度,有效提高了分流孔加工的精度;操作简单直接,相较于现有的加工方法加工效率有较大提高。
- 一种喷管分流孔自动加工方法
- 一种铝塑板自动开孔机械及铝塑板自动开孔加工方法