一种用于双锥对撞点火低温冷冻靶的铝套筒及其制备方法
文献发布时间:2024-01-17 01:19:37
技术领域
本发明涉及核聚变低温冷冻靶技术领域,具体地,涉及一种用于双锥对撞点火低温冷冻靶的铝套筒及其制备方法。
背景技术
内部含有均匀氘氚(DT)液体燃料层的低温冷冻球壳靶是用于聚变(ICF)的理想内爆靶型之一,在靶丸表面形成厚度均一、表面光滑的氘氚燃料层是制备低温冷冻靶的关键。为了实现内爆,低温冷冻靶中的氘氚靶丸粗糙度均方根需小于1μm,且冰层均匀性要在99%以上。因此实现氘氚燃料由气体冻制成燃料固体后,其所处的热环境也需要严格控制。目前冷冻靶系统主要由两种模型:一是典型的分体式柱腔间接驱动冷冻靶系统,采用柱形铝套筒作为靶丸控温腔体,材料一般为高纯铝;另一种是多束激光注入的球腔冷冻靶系统,采用对称球状腔体作为控温腔体,并能够实现多束激光注入,弥补了柱腔结构只能两束激光的不足。
通过针对现有的技术的检索发现:
美国通用原子公司E.T.Alger等人在Fusion Science and Technology,2010,59上撰文“NIF Target Assembly Metrology Methodology And Results”,其详细描述了热机械组件套筒的结构,主要由热机械组件外壳、诊断带及各种窗口组成。利用精密仪器测量了各部分结构的精确尺寸,为后续设计提供了参考。
中国工程物理研究院激光聚变研究中心Baibin Jiang等人在Journal of FusionEnergy,2016,3上撰文“Mechanical Design and Analysis of an Indirect-driveCryogenic”,其参考NIF点火靶进行了柱腔结构设计改进,其在柱腔周围设置保护套装置,用于解决充气管固定、提升密封性和其它结构问题,并在充气管外围设置锥形毛细管用于燃料管道的保护密封及内部靶球的支撑。但潜在的问题在于腔体与外部保护套及充气管与外部锥形毛细管间的配合,需要精准控制直径差以实现有效配合。
中国北京应用物理与计算研究所Wen Yihuo等人在Physical Review Letters,2018,120上撰文“First Octahedral Spherical Hohlraum Energetics Experiment atthe SGIII Laser Facility”,其提出了一种带有6束激光入射孔的黄金八面体球腔结构。该结构将辐射不对称性降低至0.1%,且不需要辅助技术情况下也具有高内爆对称性和低的背散射特性。
综上所述,利用腔体结构用于冷冻靶内部氘氚靶丸环境控温,具有灵活、易实现的优势,可以根据实际需要选择柱腔结构或球腔结构。但上述所属两种结构为整体结构,不便于相应锥型的装配,并且不利于锥间距的调节,不适用于双锥对撞点火冷冻靶,因此亟需提出一种结构尺寸易控制、装配易操作、易于调节锥间距,适用于双锥对撞点火冷冻靶的控温铝套筒。
发明内容
针对现有技术中的缺陷,本发明的目的是提供一种用于双锥对撞点火低温冷冻靶的铝套筒。
根据本发明的一个方面,提供一种用于双锥对撞点火低温冷冻靶的铝套筒,包括:
中间铝套筒,所述中间铝套筒内部为空腔;
密封铝盖,两个密封铝盖分别位于所述中间铝套筒的上下端;
密封膜,每个密封铝盖内部设置一个密封膜;
所述中间铝套筒、密封铝盖和密封膜相互之间密封连接,构成内部为空腔的柱腔结构模型。
优选地,所述柱腔结构模型整体呈“工”字型柱腔结构,两端填充氦气腔面积大于中部腔体面积。
优选地,所述中间铝套筒采用“工”字型结构,其设置有上下锥通孔及侧面对称锥孔、用于燃料运输的微通孔以及用于与所述密封铝盖配合连接的环形凸台。
优选地,所述中间铝套筒上下锥通孔为圆柱型通孔或锥形孔与圆柱型通孔配合结构,结构的选择需要根据中心腔室空间需求以及上下锥尺寸要求的参数进行设计;
所述中间铝套筒侧面对称锥孔为锥型孔,以实现侧面锥的固定、定位,其尺寸需根据侧面锥的尺寸及要求进行设计。
优选地,所述密封铝盖包括顶部内凸台以及围绕顶部内凸台的侧面外凸台;所述侧面外凸台实现硅臂夹持及相应传感器的安装;所述顶部内凸台用于连接所述密封膜提升其承压能力。
优选地,所述密封膜选用PI膜。
优选地,所述密封膜与所述密封铝盖间密封连接为低温胶粘接;所述密封铝盖与所述中间套筒间密封连接采用低温胶体粘接或机械连接。
优选地,所述密封铝盖与中间套筒间机械结构密封连接采用卡槽设计。
优选地,所述密封铝盖及中间套筒加工采用超精密机床加工方式完成,其中各种气孔采用微孔超精密加工方式完成;所述密封膜采用紫外激光切割方式完成加工。
优选地,所述微孔超精密加工方式包括飞秒激光加工、超声波加工、电化学加工和微细电火花加工方式。
根据本发明的第二个方面,提供一种基于上述的用于双锥对撞点火低温冷冻靶的铝套筒的制备方法,包括:
中间铝套筒及密封铝盖利用超精密加工方式完成整体加工;
利用飞秒激光切割设备在中间套筒完成燃料充气孔、燃料出气孔、氦气进出气孔的制备;
利用皮秒激光切割设备完成封口膜的切割加工;
显微镜下观察操作,在密封铝盖内凸台滴适量紫外固化胶并涂抹均匀,将封口膜贴敷于内凸台并轻轻按压以完全粘接,并用紫外固化灯低功率短时间多次照射以使紫外固化胶固化;
显微镜下观察操作,在中间套筒外沿凸台滴适量紫外固化胶并涂抹均匀,将密封铝盖轻轻贴敷于凸台并按压,用紫外固化灯低功率短时间多次照射以使紫外固化胶固化,完成铝套筒的组装;或者,在中间套筒与铝盖间利用齿状结构配合连接,完成铝套筒的组装。
与现有技术相比,本发明实施例具有如下至少一种有益效果:
本发明实施例中的用于双锥对撞点火低温冷冻靶的铝套筒,整体结构组装由分立单元组装而成,各部分可独立设计加工,密封连接,操作简便,使得整体结构具有一定的灵活性。
本发明实施例中的用于双锥对撞点火低温冷冻靶的铝套筒,整体呈“工”字型,该结构能够保证核心腔室的控温及密封效果,从而保证核心靶丸所处热环境。
附图说明
通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
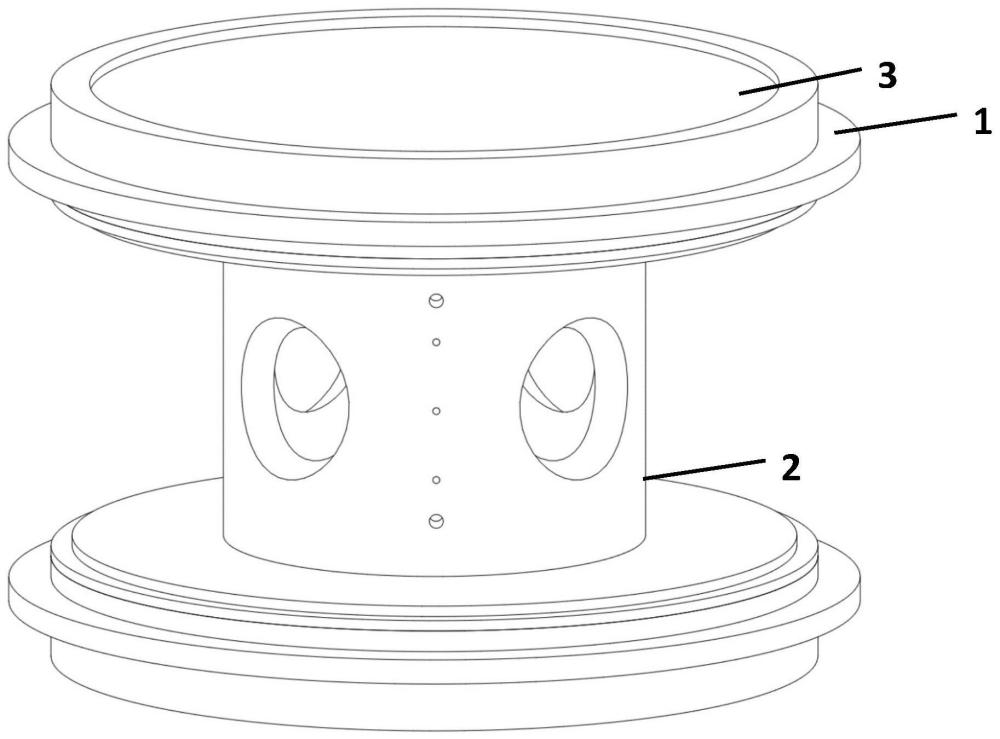
图1为本发明一实施例中的一种用于双锥对撞点火低温冷冻靶的铝套筒整体结构示意图;
图1中标记表示为:1为密封铝盖,2为中间套筒,3为密封膜;
图2为本发明一较优实施例中一种用于双锥对撞点火低温冷冻靶的铝套筒的中间铝套筒示意图;
图2中标记分别表示为:2-1为燃料进气孔,2-2为燃料出气孔,2-3为氦气进气孔,2-4为氦气出气孔,2-5侧锥孔,2-6为侧面凸台结构;
图3为本发明一优选实施例中一种用于双锥对撞点火低温冷冻靶的铝套筒的密封铝盖及密封膜示意图;
图3中标记分别表示为:1-1为用于夹具定位、传感器安装的凸台结构,1-2为密封膜定位内凸台结构;
图4为本发明一优选实施例中一种用于双锥对撞点火低温冷冻靶的铝套筒的机械结构连接示意图;
图4中标记分别表示为:4-1为侧面齿状凸台结构,4-2为密封铝盖定位齿状卡槽结构。
具体实施方式
下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进。这些都属于本发明的保护范围。
参见图1,本发明提供一种用于双锥对撞点火低温冷冻靶的铝套筒,包括三个部分,分别是密封铝盖1、中间铝套筒2和密封膜3。中间铝套筒2内部为空腔;两个密封铝盖1分别位于中间铝套筒2的上下端;每个密封铝盖2内部设置一个密封膜3;中间铝套筒2、密封铝盖1和密封膜3相互之间密封连接,构成内部为空腔的柱腔结构模型。
本实施例整体结构组装由分立单元组装而成,各部分可独立设计加工,密封连接,操作简便,使得整体结构具有一定的灵活性。
参见图2,在本发明的一个优选实施例中,提供中间铝套筒2的优选结构。为保证核心腔室的控温效果并消除其它气体影响,设计采用“工”字型结构。为保证燃料的填充,根据锥的位置设置燃料进气孔2-1,氘氚燃料气体将沿进气孔2-1进入核心腔室填充于上下锥内部,为平衡核心腔室内部压力设置一燃料出气孔2-2,由于中部核心腔室是连通结构,故设置一燃料出气孔即可。为提供燃料液化浸润环境,在底部及顶部腔室设置氦气进气孔2-3,如图2中(a)所述,氦气沿氦气进气孔填充于铝盖与中间铝套筒连接处空间。为平衡压力,在进气孔背面设置氦气出气孔2-4,由于两部分互不连接,需各自独立设置出气孔,如图2中(b)所示。填充气体流动情况如图2中(c)所示,燃料气体沿微型通孔2-1进入核心腔体,沿2-2微通孔流出;氦气沿微通孔2-3进入,沿对侧微通孔2-4流出。为实现侧锥的安装定位并保证密封效果,侧面锥孔2-5采用与侧锥相吻合的锥形孔;为实现主锥的安装定位并保证密封效果,顶部腔室与中部核心腔室间采用锥形与柱形相结合的通孔,如图2中(c)截面图所示;为实现中间铝套筒与密封铝盖间的连接,保证密封效果,中间铝套筒外侧设置凸台2-6结构。
本实施的中间铝套筒,整体呈“工”字型,该结构能够保证核心腔室的控温及密封效果,从而保证核心靶丸所处热环境。
一较佳实施例中,中间铝套筒上下锥通孔为圆柱型通孔或锥形孔与圆柱型通孔配合结构,结构的选择需要根据中心腔室空间需求以及上下锥尺寸要求的参数进行设计。
上下锥通孔可以是简单的圆柱形通孔,该设计会使得中心腔体空间增大不便控温;因此上下锥通孔也可以采用复合结构即上半部分采用锥形孔,下半部分采用圆柱形通孔,锥形部分还可以起到限位作用。燃料运输微孔的原因,不能全部是锥形通孔,否则侧壁太厚不易加工微孔。中间铝套筒侧面对称锥孔为锥型孔,以实现侧面锥的固定、定位,其尺寸需根据侧面锥的尺寸及要求进行设计。
参见图3,在本发明的一个优选实施例中,提供密封铝盖1和密封膜3的优选结构。密封铝盖1主要包含外部凸台结构1-1以实现夹具的定位和夹持效果,为实现精准导温、控温效果,凸台结构的尺寸需优化设计,厚度在200-450nm,如图3中(a)所示;为保证密封膜的定位,提升密封膜的抗压能力并保证结构的密封性,在密封铝盖顶部设置内凸台结构1-2,如图3中(b)所示;密封膜3为有一定厚度的柱形聚合物膜,如图3中(c)所示。
在本发明的一个优选实施例中,密封铝盖及中间套筒加工采用超精密机床加工方式完成,其中充气孔采用微孔超精密加工方式完成;密封膜采用紫外激光切割方式完成加工。
一较佳实施例中,微孔超精密加工方式包括但不限于飞秒激光加工、超声波加工、电化学加工和微细电火花加工方式。
在发明的一个优选实施例中,密封膜与所述密封铝盖间密封连接,包括但不限于利用低温胶粘接;所述密封铝盖与所述中间套筒间密封连接,包括但不限于采用低温胶体粘接或机械连接。
一较佳实施例中,参见图4,为实现中间铝套筒2与密封铝盖1间的机械连接,采用卡扣设计:中间套筒设置弧度为90度的齿状凸台结构4-1,相邻结构间留有90度空隙,如图4中(a)所示;密封铝盖设置有弧度为90度的卡槽结构4-2,相邻结构间留有90度孔隙,如图4中(b)所示。
在本发明的其他实施例中,提供用于双锥对撞点火低温冷冻靶的铝套筒的制备方法。
实施例一
本实施例中,一种利用密封胶连接的用于双锥对撞点火低温冷冻靶的铝套筒,制备过程包括以下步骤:
1)中间铝套筒及密封铝盖利用超精密加工方式完成整体加工;
2)利用飞秒激光切割设备在中间套筒完成燃料充气孔、燃料出气孔、氦气进出气孔的制备;
3)利用皮秒激光切割设备完成封口膜的切割加工;
4)显微镜下观察操作,在密封铝盖内凸台滴适量紫外固化胶并涂抹均匀,将封口膜贴敷于内凸台并轻轻按压以完全粘接,并用紫外固化灯低功率短时间多次照射以使紫外固化胶固化;
5)显微镜下观察操作,在中间套筒外沿凸台滴适量紫外固化胶并涂抹均匀,将密封铝盖轻轻贴敷于凸台并按压,用紫外固化灯低功率短时间多次照射以使紫外固化胶固化,完成铝套筒的组装。
实施例二
本实施例中,一种利用机械结构连接的用于双锥对撞点火低温冷冻靶的铝套筒,制备过程包括以下步骤:
1)中间铝套筒及密封铝盖利用超精密加工方式完成整体加工;
2)利用飞秒激光切割设备在中间套筒完成燃料充气孔、燃料出气孔、氦气进出气孔的制备;
3)利用皮秒激光切割设备完成封口膜的切割加工;
4)显微镜下观察操作,在密封铝盖内凸台滴适量紫外固化胶并涂抹均匀,将封口膜贴敷于内凸台并轻轻按压以完全粘接,并用紫外固化灯低功率短时间多次照射以使紫外固化胶固化;
5)显微镜下观察操作,在中间套筒与铝盖间利用齿状结构配合连接,完成铝套筒的组装。
以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变形或修改,这并不影响本发明的实质内容。上述各优选特征在互不冲突的情况下,可以任意组合使用。