向反应堆辐照罐内充装液态金属的方法
文献发布时间:2024-01-17 01:28:27
技术领域
本发明的实施例涉及核反应堆辐照技术领域,具体涉及一种向反应堆辐照罐内充装液态金属的方法。
背景技术
液态金属(如钠、钾、锂、铅、钠钾合金、铅铋共熔合金、锡、镓等)具有优异的传热性能,在化工、热能与动力工程、储能、核技术等领域具有广泛的应用。由于科研或工程实践的要求,往往需要将液态金属充装进封闭容器中。例如,向反应堆辐照罐内充装液态金属钠。
反应堆辐照罐一般用于反应堆用材料的辐照考验,材料样品按一定规则组装并固定于辐照罐内,辐照罐上部预留一个孔口用于充装液态金属钠,液态金属钠可以作为导热介质以保证辐照罐内样品的温度均匀。
发明内容
根据本发明实施例的一个方面,提供了一种向反应堆辐照罐内充装液态金属的方法。该方法包括:步骤S10,根据辐照罐的尺寸参数,确定辐照罐的预热温度和预热时间;步骤S20,根据确定的预热温度和预热时间,预热辐照罐;步骤S30,预热完成后,将液态金属充装至辐照罐内;步骤S40,冷却辐照罐,当辐照罐冷却后,密封辐照罐。
本发明实施例中的充装方法,可以向辐照罐等金属容器内顺利充装液态金属,在容器较小或充装口较小时,能够避免液态金属的充装过程中出现滞留现象,极大地降低了充装液态金属的难度。
附图说明
通过下文中参照附图对本发明的实施例所作的描述,本发明的其它目的和优点将显而易见,并可帮助对本发明有全面的理解。
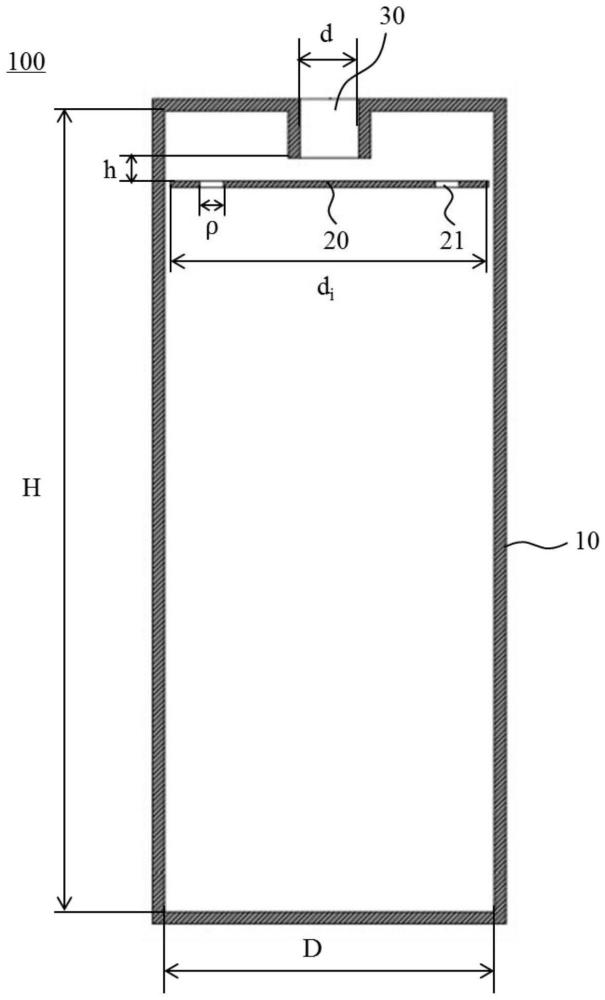
图1是根据本发明一个实施的辐照罐的结构示意图。
图2是根据本发明一个实施例的真空系统的结构示意图。
需要说明的是,附图并不一定按比例来绘制,而是仅以不影响读者理解的示意性方式示出。
具体实施方式
为使本申请的目的、技术方案和优点更加清楚,下面将结合本申请实施例的附图,对本申请的技术方案进行清楚、完整地描述。显然,所描述的实施例是本申请的一个实施例,而不是全部的实施例。基于所描述的本申请的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本申请保护的范围。
需要说明的是,除非另外定义,本申请使用的技术术语或者科学术语应当为本申请所属领域内具有一般技能的人士所理解的通常意义。若全文中涉及“第一”、“第二”等描述,则该“第一”、“第二”等描述仅用于区别类似的对象,而不能理解为指示或暗示其相对重要性、先后次序或者隐含指明所指示的技术特征的数量,应该理解为“第一”、“第二”等描述的数据在适当情况下可以互换。若全文中出现“和/或”,其含义为包括三个并列方案,以“A和/或B”为例,包括A方案,或B方案,或A和B同时满足的方案。此外,为了便于描述,在这里可以使用空间相对术语,如“上方”、“下方”、“顶部”、“底部”等,仅用来描述如图中所示的一个器件或特征与其他器件或特征的空间位置关系,应当理解为也包含除了图中所示的方位之外的在使用或操作中的不同方位。
一些实验或工程中,往往需要将液态金属充装进封闭金属容器中。在金属容器体积较大、且具备排气出口时,液态金属的充装过程比较顺利。
然而,本发明的发明人发现,当容器较小、且只有一个较小的孔口时,液态金属的充装与容器内气体的排出均通过该孔口;并且金属容器大多为不锈钢材质,而液态钠、钠钾合金等与大多数不锈钢材质之间不浸润,接触角大于120°,使得液态金属不能穿过微小的孔隙,在充装过程中往往出现滞留现象,发生“气阻”,可造成液态金属外溢或在孔口处凝固,给充装过程带来困难。此外,遇到容器中温度较低的区域,还有可能出现凝固的情况,充装过程往往不能顺利进行。
例如,向反应堆辐照罐中充装液态金属是各类金属容器充灌难度较大的一类操作。其中,辐照罐内空间较小,充装液态金属时容易产生气腔,充装过程易出现“气阻”,造成液态金属外溢或在孔口处凝固,进而导致不能充装规定质量的液态金属。
基于此,本发明的实施例提供了一种向反应堆辐照罐内充装液态金属的方法。本实施例中的方法具体包括以下步骤S10至步骤S40。
步骤S10,根据辐照罐的尺寸参数,确定辐照罐的预热温度和预热时间。
步骤S20,根据确定的预热温度和预热时间,预热辐照罐。
步骤S30,预热完成后,将液态金属充装至辐照罐内。
步骤S40,冷却辐照罐,当辐照罐冷却后,密封辐照罐。
采用本实施例中的充装方法,可以根据辐照罐的尺寸参数,来针对性地确定辐照罐的预热时间和预热温度,并对辐照罐进行预热,可以使液态金属顺利地充装至各种不同尺寸参数的辐照罐中,通过预热还能够避免液态金属在充装的过程中出现凝固现象。
在一些实施例中,液态金属的充装在惰性气体的保护下进行,避免液态金属与空气或水接触而发生氧化等反应。具体地,当液态金属为钠、钾、锂、钠钾合金或铅等金属时,在向辐照罐内充装液态金属时,需要在惰性气体的保护下进行,避免液态金属发生反应。例如,可以在惰性气体手套箱内完成,惰性气体可以为氩气或氦气。此外,惰性手套箱内的水含量不超过1μL/L,且氧含量不超过1μL/L,避免钠、钾等液态金属发生反应。
如图1所示,在一些实施例中,辐照罐100包括罐体10和样品盖20,样品盖20设置于罐体10内,罐体10用于容纳辐照样品,样品盖20用于覆盖辐照样品。罐体10的顶部设置有充装口30,充装口30用于充装液态金属。样品盖20设置有多个通孔21,通孔21用于为液态金属提供流动通道,以使液态金属能够流动至罐体10内的各个位置,以保证罐体10内辐照样品的温度均匀。
对于如图1所示的辐照罐,可以根据辐照罐的尺寸参数,来确定辐照罐的预热温度和预热时间。其中,辐照罐的尺寸参数包括:充装口30的直径、样品盖20与充装口30底部之间的高度差、辐照罐的长径比、辐照罐的内径、辐照罐的内部高度中的至少一种。
具体地,步骤S10可以包括以下步骤S11至步骤S13。
步骤S11,根据充装口30的直径和样品盖20与充装口30底部之间的高度差,确定辐照罐的类型。
步骤S12,根据辐照罐的类型和辐照罐的尺寸参数,计算辐照罐的理论预热温度。
步骤S13,根据辐照罐的理论预热温度,确定辐照罐实际的预热温度和预热时间。
在步骤S11中,可以根据辐照罐充装口30和样品盖20的尺寸参数,来划分辐照罐的类型,每种类型的辐照罐对于液态金属的充装难度不同,故而可以根据辐照罐的具体类型和尺寸参数,来确定不同类型的辐照罐的预热温度。
在一些实施例中,在步骤S11中,当充装口30的直径d大于或等于预定直径,并且样品盖20与充装口30底部之间的高度差h大于或等于预定高度时,辐照罐为第一辐照罐;当充装口30的直径d小于预定直径,并且样品盖20与充装口30底部之间的高度差h大于或等于预定高度时,辐照罐为第二辐照罐;当充装口30的直径d小于预定直径,并且样品盖20与充装口30底部之间的高度差h小于预定高度时,辐照罐为第三辐照罐。
在本实施例中,辐照罐的充装难度一般取决于充装口30的直径以及充装口30与样品盖20之间的空间,根据这两者将辐照罐划分为多个类型,可以根据辐照罐的具体尺寸参数,来确定辐照罐的类型,进而根据不同类型辐照罐的充装难度,来进行不同程度的预热。
在一些实施例中,预定高度可以为6mm,预定直径可以为16mm。即,当h≥6mm、且d≥16mm时,辐照罐为第一辐照罐;当h<6mm、且d≥16mm时,辐照罐为第二辐照罐;当h<6mm、且d<16mm时,辐照罐为第三辐照罐。
在步骤S12中,当辐照罐为第一辐照罐时,根据辐照罐的长径比λ、辐照罐的内径D、样品盖20的直径d
其中,T
在步骤S12中,当辐照罐为第二辐照罐时,可以根据辐照罐的长径比λ、辐照罐的内径D、样品盖20的直径d
其中,T
在步骤S12中,当辐照罐为第三辐照罐时,根据辐照罐的长径比λ、辐照罐的内径D、样品盖20的直径d
其中,T
在一些实施例中,在步骤S13中,可以将理论预热温度向上取整至10的整数倍,得到辐照罐的实际预热温度,以便于对辐照罐进行预热,避免无法将实际的预热温度精确控制到计算得到的理论预热温度。例如,当计算得到的理论温度为143.6℃时,可以将其向上取整至150℃,得到辐照罐的预热温度为150℃。
在一些实施例中,当辐照罐为第一辐照罐时,辐照罐实际的预热温度大于或等于第一温度阈值,且预热温度小于或等于第二温度阈值。当辐照罐为第二辐照罐或第三辐照罐时,辐照罐实际的预热温度大于或等于第一温度阈值,且预热温度小于或等于第三温度阈值。其中,第三温度阈值大于第二温度阈值,第二温度阈值大于第一温度阈值。
本实施例中将辐照罐的预热温度设置为不低于第一温度阈值,避免预热温度过小,导致液态金属粘度变大甚至凝固,进而无法使液态金属顺利充装至辐照罐内。同时,将辐照罐的预热温度设置为不高于第二温度阈值或第三温度阈值,避免预热温度过高,进而提高效率。
其中,第一温度阈值、第二温度阈值和第三温度阈值可以根据实际充装的液态金属进行设置。以液态金属是钠为例,第一温度阈值可以为120℃,第二温度阈值可以为210℃,第三温度阈值可以为250℃。
即,当辐照罐为第一辐照罐时,辐照罐的预热温度应不低于120℃,且不高于210℃。若将计算得到的理论预热温度低于120℃时,辐照罐实际的预热温度T
当辐照罐为第二辐照罐时,辐照罐的预热温度应不低于120℃,且不高于250℃。若将计算得到的理论预热温度低于120℃时,辐照罐实际的预热温度T
当辐照罐为第三辐照罐时,辐照罐的预热温度应不低于120℃,且不高于250℃。若将计算得到的理论预热温度低于120℃时,辐照罐实际的预热温度T
在确定辐照罐的预热温度后,可以根据辐照罐的预热温度来确定辐照罐的预热时间。在一些实施例中,当辐照罐的预热温度低于预设温度时,辐照罐的预热时间大于或等于预定时间,且预热时间随着预热温度的提高而减少。
在一些实施例中,预定时间可以根据实际情况进行选择。例如,液态金属为钠时,预设温度可以为150℃,预定时间可以为30分钟。即,当辐照罐的预热温度低于150℃时,辐照罐的预热时间至少为30分钟,并且,预热温度每提高30℃,预热时间可以减少5分钟。
需要说明的是,本发明实施例中的预热时间以辐照罐的外表面达到预热温度的时刻开始计算。
在一些实施例中,第三辐照罐中,一些辐照罐样品盖20上设置的通孔21极小,液态金属难以通过通孔21流入下方的空间中,液态金属的充装难度极大。为了实现对这些辐照罐的顺利充装,本实施例中将这些辐照罐划分出来,以根据这类辐照罐的具体尺寸参数确定预热温度和预热时间。
具体地,在步骤S11中,当充装口30的直径d小于预定直径、样品盖20与充装口30底部之间的高度差h小于预定高度时,同时辐照罐的内径D与样品盖20的直径d
在一些实施例中,预定高度为6mm,预定直径为16mm,预定差值为2mm,通孔21直径的预定值为3mm。即,当h<6mm、d<16mm、D-d
在一些实施例中,在确定第四辐照罐的预热温度时,可以采用与第三辐照罐相同的方法计算理论预热温度。即,在步骤S12中,根据辐照罐的长径比λ、辐照罐的内径D、样品盖20的直径d
其中,T
进一步地,在步骤S13中,可以采用与第三辐照罐相同的方法,来根据理论预热温度来确定实际的预热温度,并在确定的预热温度的基础上增加预定温度值,作为第四辐照罐的预热温度。具体地,可以将理论预热温度T
在一些实施例中,第四辐照罐的预热温度不低于第四温度阈值,且不高于第五温度阈值,以避免预热温度过低,液态金属不能顺利充装,或者预热温度过高。其中,第四温度阈值为第一温度阈值与预定温度值之和,第五温度阈值为第三温度阈值与预定温度值之和。
例如,当第一温度阈值为120℃、第三温度阈值为250℃、且预定温度值为30℃时,第四辐照罐的预热温度应不低于150℃,且不高于280℃。当计算得到的预热温度低于150℃时,辐照罐实际的预热温度应为150℃;当计算得到的预热温度高于280℃时,辐照罐实际的预热温度应为280℃。
在一些实施例中,当辐照罐的预热温度低于预设温度时,辐照罐的预热时间大于或等于预定时间,且预热时间随着预热温度的提高而减少。当辐照罐为第四辐照罐时,预设温度为180℃,预定时间可以为45分钟;即,当预热温度低于180℃时,第四辐照罐的预热时间不少于45分钟,并且预热温度每提高30℃,预热时间可以减少5分钟。
在一些实施例中,向辐照罐充装液态金属之前,可以将辐照罐进行加热干燥,以除去辐照罐表面吸附的水蒸汽和油蒸汽等,避免污染液态金属或与液态金属反应。具体地,可以将辐照罐放置于鼓风干燥箱或真空干燥箱内进行加热干燥。干燥完成后,即可按照确定的预热温度和预热时间对辐照罐进行预热。
在一些实施例中,充装液态金属时所使用的工具需要在使用前进行预热,以避免液态金属凝固。例如,当使用坩埚容纳液态金属并使用坩埚将液态金属转移至辐照罐内时,则需要对坩埚进行预热。
此外,在一些实施例中,充装液态金属时所使用的工具在使用前还需要洗净、除油以及干燥除水,以避免污染液态金属或者使液态金属反应。
在步骤S20中,根据步骤S10中确定的预热温度和预热时间,对辐照罐进行预热。具体地,可以采用环形加热炉对辐照罐进行预热,将辐照罐置于环形加热炉内,可以同时对辐照罐侧面以及端面进行加热,保证加热的均匀性,避免辐照罐外表面温度不均。在预热完成后,即可向辐照罐内充装液态金属。
进一步地,在预热过程中,可以同时测量辐照罐外表面的温度以及辐照罐内部中心的温度,以确定辐照罐是否被加热至确定的预热温度。
在一些实施例中,液态金属在常温下为固态,例如钠、钾、锂、铅等。在充装液态金属之前,需要加热液态金属以使其熔化,便于顺利充装。示例地,当液态金属为钠时,需要将钠加热熔化,且充装时液态金属钠的温度不低于200℃,有利于液态金属钠的充装。
进一步地,在液态金属被加热熔化后,可以称量预定质量的液态金属,用于充装备用。其中,预定质量根据实际需要进行选择。称量液态金属时可以使用分析天平进行称量,保证称量的精确度。
在一些实施例中,在步骤S30中,在将液态金属分批次充装至辐照罐中,以避免一次性将液态金属全部倒入辐照罐内出现滞留现象,避免液态金属外溢。并且将液态金属分批缓慢充装至辐照罐内,可以使其充分浸润辐照罐的表面,保证充装的顺利。
在一些实施例中,可以使用坩埚将液态金属分批充装进辐照罐中。其中,坩埚可以预先进行预热,避免液态金属冷却凝固在坩埚表面。具体地,可以使用坩埚多次称取液态金属并倒入辐照罐内。
在一些实施例中,每次向辐照罐内充装的液态金属的质量在预定范围内,以避免液态金属过多而外溢,同时保证充装的效率。其中,预定范围可以根据实际情况进行设置。示例地,每次向辐照罐内充装的液态金属的质量可以在6g左右。例如,采用坩埚称取液态金属钠时,坩埚的单次取钠量以12g~18g为宜,坩埚内的液态金属钠可以分2~3次倒入辐照罐。
在一些实施例中,在步骤S30中,每次向辐照罐充装液态金属后,对辐照罐抽真空。本实施例中通过对辐照罐抽真空,可以防止充装过程中发生气阻,并能够在发生气阻时使液态金属顺利流入辐照罐内。其中,每次抽真空的时间不超过10秒,以避免抽走液态金属。
示例地,当辐照罐为第四辐照罐时,充装难度较大,可以在充装过程中对辐照罐抽真空,例如,可以在每充装一次液态金属后,对辐照罐抽一次真空,以使液态金属顺利流入辐照罐内。
在一些实施例中,充装过程在惰性气体保护下完成,可以将真空系统与惰性气体手套箱连接,以对惰性气体手套箱内的辐照罐抽真空。
如图2所示,真空系统包括真空泵310、真空管道320以及密封部。真空泵310设置于惰性气体手套箱200外,真空管道320的一端与真空泵310连接,真空管道320的另一端设置于惰性气体手套箱200内并与密封部连接,密封部用于与充装口30连接,以使真空管道320与充装口30之间密封,便于对辐照罐100抽真空。在一些实施例中,密封部为安装于真空管道320末端的突出式的密封环,密封环可以将真空管道320与辐照罐100的充装口30紧密贴合,以保证抽真空时的密封性。
在一些实施例中,真空管道320上还设置有真空阀330,真空阀330用于控制真空度。可选的,真空阀330可以为高真空波纹管阀。
在一些实施例中,在步骤S40中,当辐照罐冷却后,清理辐照罐的充装口30处粘附的液态金属。在充装过程中,应防止液态金属粘附在充装口30周围,例如粘附在充装口30处的螺丝、密封面等部位。在充装完成后且辐照罐自然冷却后,需要检查充装口30,对于粘附的液态金属可以清理去除,避免其影响充装口30的密封。此外,清理去除后的液态金属应放入辐照罐内,以保证辐照罐内的液态金属为预定质量。可选的,充装液态金属钠后且辐照罐冷却后,粘附的金属钠凝固,可以采用与螺丝相应的牙形的丝件或工具,将金属钠剔除。
在步骤S40中,当辐照罐自然冷却至室温、且充装口30处无粘附的液态金属后,可以对辐照罐的充装口30进行密封。在一些实施例中,可以使用密封塞或密封盖等密封件对充装口30进行密封。
进一步地,密封件在使用之前,对密封件进行加热干燥,以实现密封件的除水、除油,避免污染。此外,密封件在冷却至室温后,可以密封连接于辐照罐的充装口30,以实现辐照罐的密封。
在一些实施例中,密封完成后,检查辐照罐外表面液态金属的粘附情况。其中,当辐照罐外表面粘附有液态金属时,可以清理去除;确认辐照罐的外表面没有粘附液态金属时,可以将辐照罐从惰性气体手套箱200中取出,以避免辐照罐外表面粘附的钠或钾等液态金属在空气中反应。
采用本发明实施例中的充装方法,可以避免充装过程中液态金属出现滞留现象,防止充装过程发生气阻,能够使得液态金属顺利充装进入辐照罐内,降低了辐照罐充装液态金属的难度。此外,本实施例中的充装方法也可以用于向其他封闭容器内充装液态金属。
下面以具体实施例对本发明中液态金属的充装方法进行进一步说明。
实施例1
在本实施例中,需要向辐照罐内充装液态金属钠,设计充装液态金属的预定质量为650g。辐照罐的尺寸参数如下:D=98mm,d
具体充装方法如下:
(1)确定辐照罐的预热温度和预热时间。
首先,根据辐照罐的尺寸参数,确定该辐照罐的类型,该辐照罐属于第二辐照罐。
其次,计算该辐照罐的理论预热温度。其中,辐照罐被加热的侧面面积为S
接着,根据理论预热温度,确定辐照罐实际的预热温度T
(2)向辐照罐内充装液态金属钠并密封辐照罐。
1、将辐照罐放入在电热真空干燥箱中,于100℃下加热干燥30min。干燥后,将辐照罐转移至惰性气体手套箱中。
2、按确定的预热温度和预热时间,使用加热炉对辐照罐进行预热。
3、对烧杯、坩埚等用具除水、除油,并烘干备用。
4、称取650.0g金属钠于烧杯中,用电加热台将金属钠加热熔化,备用。
5、辐照罐预热完成后,用坩埚取烧杯中的液态金属钠并灌入辐照罐内。每次所取的液态金属钠质量控制在15g左右,最多不超过18g,且液态金属钠的液面不超过坩埚容积的2/3。坩埚内的液态金属钠分2次灌入辐照罐内。
6、液态金属钠全部充装进辐照罐后,关闭加热炉、电加热台,使辐照罐自然冷却。
7、当辐照罐的外表面温度下降到30℃后,对辐照罐充装口进行检查,清理密封处的钠液滴。清理完成后,用密封件对充装口进行密封。密封完成后,检查辐照罐外表面是否粘钠,对于表面粘的微小钠滴,可用镊子小心剔除。
对于本发明的实施例,还需要说明的是,在不冲突的情况下,本发明的实施例及实施例中的特征可以相互组合以得到新的实施例。
以上,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,本发明的保护范围应以权利要求的保护范围为准。