生产流水线HMI系统
文献发布时间:2023-06-19 09:29:07
技术领域
本发明涉及生产流水线HMI系统。
背景技术
SCADA(Supervisory Control And Data Acquisition:监控和数据采集)作为对社会基础设施系统进行监视控制的机制被周知。社会基础设施系统是钢铁轧制系统、电力送变电系统、上下水道处理系统、楼宇管理系统、道路系统等。
SCADA是产业控制系统的一种,进行基于计算机的系统监视和过程(process)控制。在SCADA中,需要与系统的处理性能匹配的即时响应性(实时性)。
SCADA通常由以下这样的子系统构成。
(1)HMI(Human Machine Interface:人机接口)
HMI是将对象过程(监视对象装置)的数据向操作者提示、使得操作者能够对过程监视并控制的机构。例如在专利文献1中,公开了一种具备在SCADA客户端上动作的HMI画面的SCADA HMI。
(2)监视控制系统
监视控制系统收集过程上的信号数据,对过程发送控制命令。由PLC(Programmable Logic Controller:可编程逻辑控制器)等构成。
(3)远程输入输出装置(Remote Input Output:RIO)
远程输入输出装置与设置在过程内的传感器连接,将传感器的信号变换为数字的数据,将该数字数据向监视控制系统发送。
(4)通信基础设施
通信基础设施将监视控制系统与远程输入输出装置连接。
现有技术文献
专利文献
专利文献1:日本特开2017-27211号公报
发明内容
发明要解决的课题
在上述的铁钢轧制系统的一个中存在生产流水线。生产流水线是对冷轧后的薄板(带钢)进行热处理(退火流水线)、表面处理(镀覆流水线、彩色涂覆流水线)等的流水线。生产流水线除了对带钢实施加工的设备之外还具备活套。活套具备可动辊与固定辊,带钢被卷绕于可动辊与固定辊。活套使可动辊与固定辊的距离加长而存入带钢,使距离缩短而支出带钢。由此,活套能够调节生产流水线上的带钢的移动速度。
在SCADA HMI中,为了表现这种活套的动作,需要使显示于HMI画面的生产流水线的形状能够动态地变更。然而,在以往的SCADA HMI中,没有专门用于表现活套的动作的画面部件,难以在HMI画面上描绘上述那样的活套的动作。
本发明是为了解决上述那样的课题而完成的,其目的在于提供一种能够容易地在HMI画面上表现活套的动作的生产流水线HMI系统。
用来解决课题的手段
为了实现上述目的,本发明的生产流水线HMI系统如以下那样构成。
生产流水线HMI系统的第一处理为,在HMI画面上描绘生产流水线,该生产流水线包括将至少一个可动辊部件与连接于该可动辊部件的多个流水线部件群组化的可动活套群组部件以及连接于该可动活套群组部件的多个固定辊部件。第二处理为,从所述监视对象装置连续地取得生产流水线长。第三处理为,将生产流水线全长与所述各时刻的生产流水线长之差除以所述可动活套群组部件与所述多个固定辊部件共用的所述多个流水线部件的部件数,来计算活套移动量。生产流水线长是指从活套入口侧到活套出口侧流水线长。生产流水线全长是指使可动活套群组部件与固定辊部件的距离为最大的情况下的生产流水线长。第四处理根据所述活套移动量,在所述HMI画面上变更所述多个固定辊部件与所述可动活套群组部件的相对位置。
在一个方式中,所述生产流水线HMI系统从所述监视对象装置连续地取得从所述生产流水线的起点到焊接(Weld)点的流水线长,根据所述流水线长来变更所述生产流水线上的所述焊接点的位置。
在其他一个方式中,所述生产流水线还包括流水线部件的一端与圆周相切的卷筒部件。所述生产流水线HMI系统从所述监视对象装置连续地取得卷筒直径,根据所述卷筒直径,在所述流水线部件的一端与圆周相切的状态下变更所述卷筒部件的直径。
在其他一个方式中,所述可动辊部件或所述固定辊部件在圆周上具有多个粘接点(glue point)。所述生产流水线HMI系统沿着第一流水线部件的一端所连接的第一粘接点与第二流水线部件的一端所连接的第二粘接点之间的圆弧,自动生成与所述第一流水线部件以及所述第二流水线部件连接的第三流水线部件。
发明效果
根据本发明的生产流水线HMI系统,通过使用群组部件能够在HMI画面上容易地表现活套可动部的动作。
附图说明
图1是表示SCADA的系统构成的图。
图2是图编辑器所显示的图制作画面的一个例子。
图3是用于对制图区域中的辊部件与流水线部件的粘接进行说明的图。
图4是用于对带钢卷绕于辊的状态进行说明的图。
图5是表示包括卷筒部件的生产流水线的图。
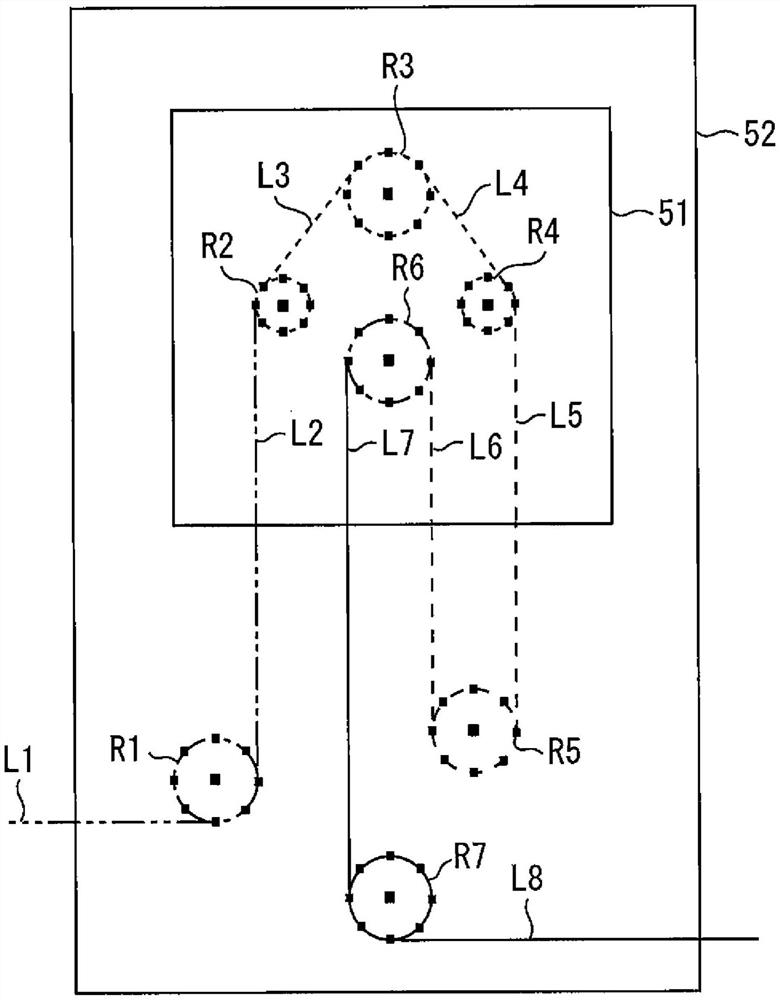
图6是用于对整合多个部件而成的群组部件进行说明的图。
图7是表示将生产流水线群组部件组合后的图的一个例子的图。
图8是用于对在HMI终端装置的Web浏览器上动作的HMI Web运行时的构成进行说明的图。
图9是表示可动活套群组部件的活套移动量的图。
图10是表示按每个焊接点标注不同的显示标记的例子的图。
图11是表示生产流水线HMI系统所具有的硬件构成例的框图。
具体实施方式
以下,参照附图对本发明的实施方式详细地进行说明。但是,在以下所示的实施方式中言及了各要素的个数、数量、量、范围等的数量的情况下,除了特别明示的情况或在原理上明显被确定为该数量的情况以外,本发明并不限定于该言及的数量。此外,在以下所示的实施方式中说明的构造等除了特别明示的情况或在原理上明显被确定为该数量的情况以外,对于本发明并不一定是必须的。另外,对于在各图中共通的要素赋予相同的标号而省略重复的说明。
实施方式1.
<整体系统>
图1是表示SCADA的系统结构的图。SCADA作为子系统而具备HMI3、监视控制系统4、通信基础设施5、RIO6,与监视对象装置7连接。在本说明书中,包括作为SCADA HMI执行环境的HMI3和作为SCADA HMI开发环境的图制作装置1而称作生产流水线HMI系统。
关于监视控制系统4、通信基础设施5、RIO6的说明由于是在背景技术中叙述的那样,所以省略。监视对象装置7是构成监视控制对象的成套设备(plant)的传感器、致动器等。
图制作装置1具备图编辑器11。作为开发环境的图制作装置1通过图编辑器11生成HMI图数据2。HMI图数据2包括SVG(Scalable Vector Graphics:可缩放矢量图)数据21和部件运行时(runtime)属性数据22。
HMI3(HMI子系统)具备HMI服务器装置31和HMI终端装置32。作为执行环境的HMI3,将HMI图数据2读入,在Web浏览器321上动作的HMI Web运行时322(Web应用)与HMI Server运行时311协调,作为HMI子系统而动作。
<图制作装置>
图制作装置1所具备的图编辑器11具有高度的图编辑功能、和能够将图数据以SVG形式保存的功能。图编辑器11作为一例是Microsoft Visio(注册商标)。
在图制作装置1上动作的图编辑器11具备制图部12、部件运行时属性生成部13和HMI图数据输出部14。
参照图2,对由制图部12显示的图制作画面进行说明。图2是图编辑器11显示的图制作画面的一例。
制图部12在显示器1c(图11)上并排显示排列有制作图所需的部件的原型的模版区域121、以及描绘图的制图区域122。另外,制图部12能够使用输入输出接口1d(图11),将由开发者选择的模版区域121上的部件配置在制图区域122的图上。
在图2所示的模版区域121中,显示有流水线部件的原型121a、辊部件的原型121b、以及卷筒部件的原型121c。HMI画面的开发者能够复制(拖放)模版区域121上的部件,配置在制图区域122的图上的任意的位置。在图2的制图区域122中描绘了包括活套在内的生产流水线。活套的可动部在能够最大限度蓄积带钢的状态(最高的位置)下被描绘。L1~L8为流水线部件,R1~R7为辊部件。
如此,在制图区域122可制作配置有部件的图。部件具有颜色、形状、位置、大小等静态显示属性。静态显示属性能够在制图区域122上变更。
图3是用于对制图区域122中的辊部件与流水线部件的粘接进行说明的图。在图3中,作为一个例子,描绘了图2的辊部件R3与流水线部件L4的粘接状态。辊部件在圆周上具有n个多个粘接点(glue point)。流水线部件的端点能够与粘接点粘接。
流水线部件以成为辊部件的切线的方式粘接。图3所示的辊部件具有16个粘接点。粘接点每隔30度、每隔45度而配置。因而,在流水线部件相对于辊部件以45度或30度的整数倍的角度卷绕的情况下,能够用该模版进行制图。在以无法由该模版对应的角度进行卷绕的情况下,能够通过增加粘接点的数量来应对。
图4是用于对带钢卷绕于辊的状态进行说明的图。在图4中,作为一个例子,描绘了在图2的辊R1上卷绕有带钢的状态。
制图部12沿着第一流水线部件L1的一端所连接的第一粘接点P1与第二流水线部件L2的一端所连接的第二粘接点P2之间的圆弧,自动生成与第一流水线部件L1以及第二流水线部件L2连接的第三流水线部件。
另外,部件运行时属性生成部13根据流水线部件与辊部件的位置关系,自动计算带钢的卷绕角度。在图4的例子中,流水线部件相对于辊部件R1以270度至0度卷绕了90度。部件运行时属性生成部13计算流水线部件向辊部件的卷绕开始角度与结束角度,将其包含在辊部件的部件运行时属性中。
图5是表示包括卷筒部件的生产流水线的图。在包括卷筒部件的生产流水线中有包括线圈架的生产流水线、包括张力卷筒的生产流水线。在图5的制图区域122中,描绘了包括张力卷筒的生产流水线。L9~L11为流水线部件,R8~R10为辊部件,R11为卷筒部件。
卷筒部件也是辊部件的一种,流水线部件的一端与圆周相切。卷筒部件的外侧的圆的直径根据所卷绕的带钢的厚度而变动。部件运行时属性生成部13在卷筒部件的部件运行时属性中包含表示流水线部件向卷筒部件的卷绕角度、以及相对于卷绕有带钢的最大直径的当前的直径(%)的信号名称。部件经由信号名称而与信号数据、控制命令建立关联。
图6是用于对整合了多个部件的群组部件进行说明的图。制图部12能够在制图区域122上将多个部件群组化来制作群组部件。另外,部件运行时属性生成部13能够针对群组部件生成部件运行时属性。
在图6所示的活套中,辊部件R1、R5、R7为固定辊部件,辊部件R2~R4、R6为上下移动的可动辊部件。固定还是可动被设定为各辊部件的静态显示属性。
可动活套群组部件51表示活套的可动部。可动活套群组部件51是将至少一个可动辊部件(R2~R4、R6)与连接于该可动辊部件的多个流水线部件(L2~L7)群组化的群组部件。可动活套群组部件51的部件运行时属性包含表示活套的可动范围的移动路径(movingpath)和活套的位置的信号名称。
生产流水线群组部件52是包括连接于可动活套群组部件51的多个固定辊部件(R1、R5、R7)的群组部件。生产流水线群组部件52的部件运行时属性包含表示生产流水线的全长(最大的长度)、生产流水线当前长的信号名称(仅包括活套可动部的情况)、表示焊接点的位置(i=0~n)的信号名称、以及表示焊接点的显示标记的信号名称。
同样,包括图5所示的卷筒部件的生产流水线也能够作为生产流水线群组部件而群组化。
图7是表示将生产流水线群组部件组合后的图的一个例子的图。由于包括线圈架以及张力卷筒的生产流水线是分开的,因此为了能够独立地计算流水线的长度而作为不同的生产流水线群组部件而群组化。在图7中,在表示具备活套的主生产流水线的生产流水线群组部件52连接有表示线圈架生产流水线的生产流水线群组部件50a、50b、以及表示张力卷筒生产流水线的生产流水线群组部件53a、53b。将这些生产流水线群组部件组合,构成了作为HMI画面显示的图。
生产流水线按以下的规则被群组化。
(1)能够作为生产流水线群组部件而群组化的是连续地相互粘接的流水线部件、辊部件、卷筒部件。
(2)生产流水线群组部件至多包括一个活套可动部(可动活套群组部件)或卷筒部件。
(3)生产流水线群组部件将其全长的长度(单位为米)设为常数(设备数据)而具有。
(4)在生产流水线群组部件包括活套可动部(可动活套群组部件)的情况下,将当前的生产流水线的长度(比全长短的值)作为项目值(信号数据)而提供,由此变更活套的高度。
返回到图1继续进行说明。HMI图数据输出部14输出包括配置有被描绘在制图区域122中的部件的图的SVG数据21和部件运行时属性数据22的HMI图数据2。SVG数据21作为SVG要素的属性而包括被配置的部件的静态显示属性(颜色、形状、位置、大小等)。
<HMI终端装置>
HMI终端装置32预先具备Web浏览器321和HMI Web运行时(runtime)322。
Web浏览器321读入至少一个SVG数据21并显示HMI画面。HMI画面构成为,将多个由SVG数据21定义的图组合。
SVG形式的图(SVG数据21)被HMI Web运行时322读入到Web浏览器321所管理的DOM(Document Object Model:文档对象模型)(图示省略)中而描绘。在HMI Web运行时322为了使HMI画面上的部件动作而进行了DOM内的SVG要素的变更的情况下,Web浏览器321检测该变更,将HMI画面更新。
HMI Web运行时322将HMI图数据2作为设定参数而读入,在Web浏览器321上进行动作。HMI Web运行时322是按照部件的每个种类而预先设定了固有的处理内容的库(脚本的集合)。在脚本中应用设定参数(例如固有的信号名称)来确定HMI画面上的1个部件,承担该部件的固有的处理。即,即使是同种部件,对各部件设定的设定参数(例如固有的信号名称)也不同,所以各部件的动作不同。
图8是用于对在HMI终端装置32的Web浏览器321上进行动作的HMI Web运行时322的构成进行说明的图。HMI Web运行时322通过设定参数将部件与来自监视对象装置7的信号数据建立关联,在从监视对象装置7接收到与固有的信号名称对应的信号数据时,在HMI画面上,使与固有的信号名称对应的部件的显示变化。
更详细地讲,HMI Web运行时322具备部件固有处理部322a、SVG数据读入处理部322c、信号数据接收部322d、图更新部322e、事件处理部322f、控制命令发送部322g。
SVG数据读入处理部322c将SVG数据21读入。部件固有处理部322a将SVG数据21的静态显示属性包含在部件管理信息322b中。部件固有处理部322a按照包含在SVG数据21中的每个部件,将与其对应的部件运行时属性数据22读入,包含在部件管理信息322b中。在部件管理信息322b中准备了将HMI画面上的各部件与来自监视对象装置的信号数据建立关联的固有的信号名称、以及与对应于该信号名称的信号数据相应的部件的动态显示所需的信息。
部件固有处理部322a对按照后述的部件的每个种类预先设定了固有的处理内容的库(JavaScript(注册商标)程序)应用部件管理信息322b作为设定参数,使HMI画面上的各个部件发挥功能。
信号数据接收部322d经由HMI Server运行时311接收来自监视对象装置7的信号数据。部件固有处理部322a确定与基于部件管理信息322b接收到的信号数据对应的部件,决定图上的部件显示的更新指示。将对该特定部件的更新指示向图更新部322e发送。显示在显示器32c上的Web浏览器321上的特定部件基于更新指示而使显示变化。
对部件固有处理部322a的具体处理进行说明。生产流水线群组部件的固有处理为,从监视对象装置7的信号数据取得生产流水线当前长,将生产流水线全长与生产流水线当前长之差除以可动活套群组部件与多个固定辊部件(R1、R5、R7)共用的多个流水线部件(L2、L5~L7)的部件数,来计算活套移动量。这里,生产流水线长是指从活套入口侧(R1)到活套出口侧(R7)的流水线长。生产流水线全长是指使可动活套群组部件51与固定辊部件(R1、R5、R7)的距离为最大的情况下的生产流水线长。活套移动量h(从可动活套群组部件的最大高度起的移动量)由下式(1)来表示。
h=(生产流水线全长-生产流水线当前长)/n…(1)
这里,n为可动活套群组部件与其他固定辊部件共用的流水线部件的部件数。
另外,信号数据也可以不是生产流水线当前长本身。在信号数据为各流水线部件的长度的情况下,将生产流水线当前长设为L,将流水线部件(i)的长度设为line(i),将辊部件的直径设为R,将辊部件(j)的卷绕结束角度设为Roll
L=Σ
+Σ
部件固有处理部322a根据活套移动量h,向图更新部322e发送针对HMI画面上的可动活套群组部件的更新指示。由此,SVG元件被更新,在HMI画面上固定辊部件与可动活套群组部件的相对位置被变更。如图9所示,可动活套群组部件被描绘在从其最大高度下降了活套移动量h(m)的位置。
另外,生产流水线群组部件的固有处理为,从监视对象装置7取得从生产流水线的起点(活套入口侧(R1))到焊接点的流水线长,根据流水线长,决定在生产流水线上描绘的焊接点的位置与显示标记。部件固有处理部322a根据所决定的焊接点的位置与显示标记,向图更新部322e发送针对HMI画面上的生产流水线群组部件的更新指示。图10是表示按每个焊接点标注不同的显示标记的例子的图。显示标记的种类能够通过来自监视对象装置7的信号值来变更。
另外,卷筒部件的固有处理为,从监视对象装置取得当前的卷筒直径,根据当前的卷筒直径,在流水线部件的一端与圆周相切的状态下,变更卷筒部件的直径以及流水线部件的长度。部件固有处理部322a根据所决定的卷筒部件的直径以及流水线部件的长度,向图更新部322e发送针对HMI画面上的卷筒部件的更新指示。
此外,事件处理部322f检测与各部件关联的键盘或鼠标事件。部件固有处理部322a基于部件管理信息322b,决定与检测到的事件对应的控制命令。控制命令发送部322g向HMI Server运行时311发送控制命令。
<HMI服务器装置>
HMI Server运行时311在HMI服务器装置31上动作。HMI Server运行时311的处理是以下这样的。
(1)内置应用服务器,对Web浏览器321供给HMI Web运行时内容。
(2)与监视控制系统4通信,将来自监视对象装置7的信号数据向HMI Web运行时322发送,并将来自HMI Web运行时322的控制命令向监视控制系统4发送。
如以上说明那样,根据本实施方式的生产流水线HMI系统,通过定义群组部件,能够在HMI画面上容易地表现活套可动部的动作。
<硬件构成例>
参照图11,对生产流水线HMI系统的主要部分的硬件构成进行说明。图11是表示生产流水线HMI系统所具有的硬件构成例的框图。
图1所示的图制作装置1的各部表示图制作装置1所具有的功能的一部分,各功能通过处理电路实现。处理电路是处理器1a、存储器1b、显示器1c和输入输出接口1d连接而构成的。输入输出接口1d是键盘、鼠标等输入设备,能够将HMI图数据2进行文件输出的设备。处理器1a通过执行存储在存储器1b中的各种程序,实现图制作装置1的各部的功能。
图1所示的HMI终端装置32的各部表示HMI终端装置32所具有的功能的一部分,各功能由处理电路实现。处理电路是处理器32a、存储器32b、显示器32c和输入接口32d连接而构成的。输入接口32d是键盘、鼠标等输入设备,能够将HMI图数据2读入的设备。此外,处理电路还具备与HMI服务器装置31连接而能够收发信号数据及控制命令的网络设备(图示省略)。处理器32a通过执行存储在存储器32b中的各种程序,实现HMI终端装置32的各部的功能。
图1所示的HMI服务器装置31的各部表示HMI服务器装置31所具有的功能的一部分,各功能由处理电路实现。处理电路是处理器31a、存储器31b和网络接口31d连接而构成的。网络接口31d是与监视控制系统4和HMI终端装置32连接,能够收发信号数据及控制命令的设备。处理器31a通过执行存储在存储器31b中的各种程序,实现HMI服务器装置31的各部的功能。
以上,对本发明的实施方式进行了说明,但本发明并不限定于上述的实施方式,在不脱离本发明的主旨的范围内能够各种各样变形而实施。
图标记说明
1 图制作装置
11 图编辑器
12 制图部
13 部件运行时属性生成部
14 HMI图数据输出部
2 HMI图数据
21 SVG数据
22 部件运行时属性数据
3 HMI
31 HMI服务器装置
311 HMI服务器运行时
32 HMI终端装置
321 Web浏览器
322 HMI Web运行时
4 监视控制系统
5 通信基础设施
6 RIO
7 监视对象装置
121 模版区域
121a-121c 部件的原型
122 制图区域
322a 部件固有处理部
322b 部件管理信息
322c SVG数据读入处理部
322d 信号数据接收部
322e 图更新部
322f 事件处理部
322g 控制命令发送部
1a、31a、32a 处理器
1b、31b、32b 存储器
1c、32c 显示器
1d 输入输出接口
31d 网络接口
32d 输入接口
- 生产流水线HMI系统
- 用于操作塑料加工生产机器的HMI系统