基于植物纤维模压的聚合制品制备系统
文献发布时间:2023-06-19 10:38:35
技术领域
本发明涉及涉及植物纤维模压聚合制品制造技术领域,尤其涉及一种基于植物纤维模压的聚合制品制备系统。
背景技术
天然植物纤维是自然界中最为丰富的可再生资源,具有生物可降解性和环境友好性的特点。可降解植物纤维新材料技术的高效利用,不仅对林木等造纸材料起到很好的生态保护作用,又能为其的高效利用找到新的途径,缓解世界能源、环境和生态问题,具有非常重要的意义。
然而目前现有的再生植物纤维新材料应用技术,更多的是通过各种不同的物理作用加以实现,加工工艺粗糙,原料利用率低下,产成品市场低端。
同时,现有技术中植物纤维加工的原料种类存在不同,同时,针对不同用途的植物纤维加工制品所需的强度存在差异,而现有的植物纤维加工设备在对植物纤维进行加工时,运行参数统一,导致后续制备的植物纤维模压聚合制品的实际强度不符合指定领域的标准,无法有效应用于对应的领域中,制备效率低。
发明内容
为此,本发明提供一种基于植物纤维模压的聚合制品制备系统,用以克服现有技术中制备效率低的问题。
为实现上述目的,本发明提供一种基于植物纤维模压的聚合制品制备系统,包括:
破碎单元,包括一破碎器,用以打碎植物纤维,在破碎器顶端设有视觉检测器,用以检测破碎后植物纤维的尺寸;
混合单元,包括搅拌罐、储水罐和添加剂罐组;所述搅拌罐分别与所述破碎器储水罐和添加剂罐组相连,用以接收破碎器输出的破碎后植物纤维、储水罐输出的水以及添加剂罐组中各罐输出的添加剂并对上述物料进行混合;在搅拌罐内设有称重器,用以在所述搅拌罐接收所述破碎后植物纤维时检测破碎后植物纤维的总重;在所述搅拌罐内还设有粘度检测器,用以检测搅拌后混合物料的粘度;所述添加剂罐组储存的添加剂包括植物纤维制品耐火防霉专用剂、淀粉和脱模剂;
成型单元,包括与所述混合单元相连的模具和封模机;所述模具设置在所述搅拌罐的输出端,用以接收所述搅拌罐输出的搅拌完成的混合物料,所述封模机与所述模具相连,用以对模具施加压力以使模具对混合物料压缩封模并使混合物料在模具内成型;在模具外部设有温度检测器,用以检测模具内腔的温度;在封模机内分别设有压力检测器和计时器,用以分别检测封模机对模具的封模压力以及封模时长
中控单元,其分别与所述破碎单元、混合单元和成型单元中的部件相连,用以控制各部件的运行状态并调节各部件的运行参数;
所述中控单元中设有预设用途矩阵S0和预设尺寸标准矩阵组C0,在进行植物纤维模压聚合制品的制备前,所述中控单元会根据待制备产品的实际用途种类预设破碎后植物纤维的尺寸标准,并根据尺寸标准调节破碎器内刀片的转速,破碎完成后,中控处理器通过所述视觉检测器检测破碎后植物纤维的平均尺寸、计算植物纤维的平均尺寸参数以判定破碎后植物纤维尺寸是否符合标准并在改尺寸不符合标准时对破碎后植物纤维进行二次破碎;
进一步地,对于所述预设用途矩阵S0,S0(S1,S2,S3,S4),其中,S1为第一预设用途,S2为第二预设用途,S3为第三预设用途,S4为第四预设用途;对于所述预设尺寸标准矩阵组C0,C0(C1,C2,C3,C4),其中,C1为第一预设尺寸标准矩阵,C2为第二预设尺寸标准矩阵,C3为第三预设尺寸标准矩阵,C4为第四预设尺寸标准矩阵,对于第i预设尺寸标准矩阵Ci,i=1,2,3,4,Ci(Ri,Li),其中,Ri为第i预设半径标准,Li为第i预设长度标准;
在进行植物纤维模压聚合制品的制备前,所述中控单元判定待制备产品的用途并根据判定结果设置破碎后植物纤维的尺寸标准:
当待制备产品的用途为S1时,中控单元选用C1矩阵中的参数作为破碎后植物纤维的尺寸标准;
当待制备产品的用途为S2时,中控单元选用C2矩阵中的参数作为破碎后植物纤维的尺寸标准;
当待制备产品的用途为S3时,中控单元选用C3矩阵中的参数作为破碎后植物纤维的尺寸标准;
当待制备产品的用途为S4时,中控单元选用C4矩阵中的参数作为破碎后植物纤维的尺寸标准;
当所述中控单元选用Ci矩阵中的参数作为破碎后植物纤维的尺寸标准且所述破碎器完成对植物纤维的破碎时,中控单元控制所述视觉检测器检测破碎后植物纤维的平均尺寸:
当破碎后植物纤维的平均半径R≤Ri且平均长度L≤Li时,中控单元判定破碎完成并控制破碎器将破碎后植物纤维输出至所述搅拌罐;
当破碎后植物纤维的平均半径R>Ri或平均长度L>Li时,中控单元判定破碎失败并根据破碎后植物纤维的实际尺寸调节破碎器的转速以使破碎器对破碎后植物纤维进行二次破碎。
进一步地,所述中控单元中还设有预设平均尺寸参数矩阵c0和预设转速矩阵W0;对于所述预设平均尺寸参数矩阵c0,c0(c1,c2,c3,c4),其中,c1为第一预设平均尺寸参数,c2为第二预设平均尺寸参数,c3为第三预设平均尺寸参数,c4为第四预设平均尺寸参数,各预设平均尺寸参数按照顺序逐渐增加;对于所述预设转速矩阵W0,W0(W1,W2,W3,W4),其中,W1为第一预设转速,W2为第二预设转速,W3为第三预设转速,W4为第四预设转速,各预设转速按照顺序逐渐增加;
当所述中控单元选用所述Ci矩阵中的参数作为破碎后植物纤维的尺寸标准时,i=1,2,3,4,中控单元计算破碎后植物纤维的平均尺寸参数c,c=Ri/Li,计算完成后,中控单元将c与c0矩阵中的参数进行比对并根据比对结果初步确定破碎器内刀片的转速:
当c≤c1时,中控单元将破碎机内刀片的转速初步确定为W1;
当c1<c≤c2时,中控单元将破碎机内刀片的转速初步确定为W2;
当c2<c≤c3时,中控单元将破碎机内刀片的转速初步确定为W3;
当c3<c≤c4时,中控单元将破碎机内刀片的转速初步确定为W4;
所述中控单元中还设有预设种类矩阵A0和预设转速修正系数矩阵a0;对于所述预设种类矩阵A0,A0(A1,A2,A3,A4),其中,A1为第一预设种类,A2为第二预设种类,A3为第三预设种类,A4为第四预设种类;对于所述预设转速修正系数矩阵a0,a0(a1,a2,a3,a4),其中,a1为第一预设转速修正系数,a2为第二预设转速修正系数,a3为第三预设转速修正系数,a4为第四预设转速修正系数;
当所述中控单元将破碎机内刀片的转速初步确定为Wj时,j=1,2,3,4,中控单元控制所述视觉检测器检测所述植物纤维的种类并根据检测结果对Wj进行调节:
当所述植物纤维的种类为A1时,所述中控单元选用a1对Wj进行修正;
当所述植物纤维的种类为A2时,所述中控单元选用a2对Wj进行修正;
当所述植物纤维的种类为A3时,所述中控单元选用a3对Wj进行修正;
当所述植物纤维的种类为A4时,所述中控单元选用a4对Wj进行修正;
当所述中控单元选用ak对Wj进行调节时,k=1,2,3,4,调节后的转速为Wj’,Wj’=Wj×ak。
进一步地,所述中控单元中还设有预设尺寸参数差值矩阵△c0和预设调节转速矩阵w0;对于所述预设尺寸参数差值矩阵△c0,△c0(△c1,△c2,△c3,△c4),其中,△c1为第一预设尺寸参数差值,△c2为第二预设尺寸参数差值,△c3为第三预设尺寸参数差值,△c4为第一预设尺寸参数差值,各预设尺寸参数差值按照顺序逐渐增加;对于所述预设调节转速矩阵w0,w0(w1,w2,w3,w4),其中,w1为第一预设调节转速,w2为第二预设调节转速,w3为第三预设调节转速,w4为第四预设调节转速,各预设调节转速按照顺序逐渐增加;
当所述中控单元判定破碎失败时,中控单元控制所述视觉检测器检测破碎后植物纤维的半径R和长度L并分别计算平均半径差值△R和平均长度差值△L,△R=R-Ri,△L=L-Li,计算完成后,中控单元计算破碎后植物纤维的平均尺寸参数差值△c,当△L>0时、△c=△R/△L,当△L<0时、△c=△R/-△L,当△L=0时、△c=△R;
计算完成后,中控单元将△c与△c0矩阵中的参数进行比对并根据比对结果调节二次破碎时所述刀片的转速:
当△c<△c1时,中控单元不对转速Wj进行调节;
当△c1≤△c<△c2时,中控单元选用w1对转速Wj进行调节;
当△c2≤△c<△c3时,中控单元选用w2对转速Wj进行调节;
当△c3≤△c<△c4时,中控单元选用w3对转速Wj进行调节;
当△c≥△c4时,中控单元选用w4对转速Wj进行调节;
当所述中控单元选用wi对转速Wj进行调节时,i=1,2,3,4,调节后的转速为Wj’,Wj’=Wj+wi。
进一步地,所述中控单元中还设有添加剂预设单位添加量M和预设单位添加量调节系数矩阵e0;对于所述预设单位添加量调节系数矩阵e0,e0(e1,e2,e3,e4),其中,e1为第一预设单位添加量调节系数,e2为第二预设单位添加量调节系数,e3为第三预设单位添加量调节系数,e4为第四预设单位添加量调节系数;
当所述破碎器将破碎后植物纤维输送至所述搅拌罐内时,中控单元根据待制备产品的用途从e0矩阵中选取对应的参数对添加剂预设单位添加量M进行调节:
当待制备产品的用途为S1时,所述中控单元选用e1对M进行调节:
当待制备产品的用途为S2时,所述中控单元选用e2对M进行调节:
当待制备产品的用途为S3时,所述中控单元选用e3对M进行调节:
当待制备产品的用途为S4时,所述中控单元选用e4对M进行调节:
当所述中控单元选用ei对M进行调节时,i=1,2,3,4,中控单元控制所述称重器检测破碎后植物纤维总重G并在检测完成后将添加剂的添加量设置为M’,M’=M×e×G。
进一步地,所述中控单元中还设有添加剂预设添加量矩阵M0和预设加水量矩阵Q0;对于所述添加剂预设添加量矩阵M0,M0(M1,M2,M3,M4),其中,M1为添加剂第一预设添加量,M2为添加剂第二预设添加量,M3为添加剂第三预设添加量,M4为添加剂第四预设添加量,各添加剂预设添加量按照顺序逐渐增加;对于所述与和加水量矩阵Q0,Q0(Q1,Q2,Q3,Q4),其中,Q1为第一预设加水量,Q2为第二预设加水量,Q3为第三预设加水量,Q4为第四预设加水量,各预设加水量按照顺序逐渐增加;
当所述中控单元将添加剂的添加量设置为M’时,中控单元将M’与M0矩阵中的参数进行比对以确定所述储水罐的加水量:
当M’≤M1时,中控单元将加水量设置为Q1;
当M1<M’≤M2时,中控单元将加水量设置为Q2;
当M2<M’≤M3时,中控单元将加水量设置为Q3;
当M3<M’≤M4时,中控单元将加水量设置为Q4。
进一步地,所述中控单元中还设有预设粘度矩阵P0和预设粘度修正系数矩阵b0;对于所述预设粘度矩阵P0,P0(P1,P2,P3,P4),其中,P1为第一预设粘度,P2为第二预设粘度,P3为第三预设粘度,P4为第四预设粘度;对于所述预设粘度修正系数矩阵b0,b0(b1,b2,b3,b4),其中,b1为第一预设粘度修正系数,b2为第二预设粘度修正系数,b3为第三预设粘度修正系数,b4为第四预设粘度修正系数;
当所述搅拌罐对混合物料进行搅拌前,所述中控单元根据待制品的用途确定混合物料的粘度标准:
当待制备产品的用途为S1时,中控单元将混合物料的粘度标准设置为P1:
当待制备产品的用途为S2时,中控单元将混合物料的粘度标准设置为P2:
当待制备产品的用途为S3时,中控单元将混合物料的粘度标准设置为P3:
当待制备产品的用途为S4时,中控单元将混合物料的粘度标准设置为P4:
当所述中控单元将混合物料的粘度标准设置为Pi时,i=1,2,3,4,中控单元根据预先确定的植物纤维种类对所述粘度标准进行调节:
当所述植物纤维的种类为A1时,中控单元选用b1对Pi进行调节;
当所述植物纤维的种类为A2时,中控单元选用b2对Pi进行调节;
当所述植物纤维的种类为A3时,中控单元选用b3对Pi进行调节;
当所述植物纤维的种类为A4时,中控单元选用b4对Pi进行调节;
当所述中控单元选用bj对Pi进行调节时,j=1,2,3,4,调节后的粘度标准为Pi’,Pi’=Pi×bj。
进一步地,所述中控单元还设有预设粘度差值矩阵△P0和预设补水量矩阵q0;对于所述预设粘度差值矩阵△P0,△P0(△P1,△P2,△P3,△P4),其中,△P1为第一预设粘度差值,△P2为第二预设粘度差值,△P3为第三预设粘度差值,△P4为第四预设粘度差值,各预设粘度差值按照顺序逐渐增加;对于所述预设补水量矩阵q0,q0(q1,q2,q3,q4),其中,q1为第一预设补水量,q2为第二预设补水量,q3为第三预设补水量,q4为第四预设补水量,各预设补水量按照顺序逐渐增加;
当所述中控单元将粘度标准设置为Pi’时,中控单元启动搅拌罐以混合物料,当搅拌时长达到预设时长t时,中控单元控制所述粘度检测器检测混合物料的粘度P并将P与Pi’进行比对:
当P=Pi’时,中控单元判定混合物料搅拌完成;
当P>Pi’时,中控单元判定混合物料粘度过高,并计算实际混合粘度与粘度标准之间的粘度差值△P、将△P与△P0矩阵中的参数进行比对并根据比对结果设置所述储水罐的补水量:
当△P≤△P1时,中控单元将所述储水罐的补水量设置为q1;
当△P1<△P≤△P2时,中控单元将所述储水罐的补水量设置为q2;
当△P2<△P≤△P3时,中控单元将所述储水罐的补水量设置为q3;
当△P3<△P≤△P4时,中控单元将所述储水罐的补水量设置为q4;
当所述中控单元将所述储水罐的补水量设置为qj时,j=1,2,3,4,中控单元控制所述储水罐补充qj量的水并在储水罐补水完成后控制所述搅拌罐进行二次搅拌,搅拌完成后中控单元控制所述粘度检测器检测二次搅拌后混合物料的粘度P’并将P’与Pi’进行比对,若P’>Pi’,中控单元重复上述步骤以对混合物料进行补水和搅拌直至搅拌后混合物料的粘度值等于粘度标准值。
进一步地,所述中控单元中还设有预设压力F0、预设总量矩阵G0和预设压力修正系数矩阵g0;对于所述预设总量矩阵G0.G0(G1,G2,G3,G4),其中,G1为第一预设总量,G2为第二预设总量,G3为第三预设总量,G4为第四预设总量,各预设总量按照顺序逐渐增加;对于所述预设压力修正系数矩阵g0,g0(g1,g2,g3,g4),其中,g1为第一预设压力修正系数,g2为第二预设压力修正系数,g3为第三预设压力修正系数,g4为第四预设压力修正系数,各预设压力修正系数按照顺序逐渐增加;
当所述搅拌罐将搅拌完成的混合物料输送至所述模具内时,所述中控单元将搅拌完成的混合物料的总量G与G0矩阵中的参数进行比对并根据比对结果调节所述封模机的压力:
当G≤G1时,中控单元使用g1调节所述封模机的压力;
当G1<G≤G2时,中控单元使用g2调节所述封模机的压力;
当G2<G≤G3时,中控单元使用g3调节所述封模机的压力;
当G3<G≤G4时,中控单元使用g4调节所述封模机的压力;
当所述中控单元使用gi调节所述封模机的压力时,i=1,2,3,4,调节后的压力为F0’,F0’=F0×gi。
进一步地,所述中控单元中还设有预设成型温度T和预设温度调节系数矩阵u0;对于所述预设温度调节系数矩阵u0,u0(u1,u2,u3,u4),其中,u1为第一预设温度调节系数,u2为第二预设温度调节系数,u3为第三预设温度调节系数,u4为第四预设温度调节系数;
当所述封模机对模具内的混合物料进行压制前,所述中控单元根据待制备产品的用途对混合物料的成型温度进行调节:
当待制备产品的用途为S1时,中控单元使用u1对模具的预设成型温度进行调节:
当待制备产品的用途为S2时,中控单元使用u2对模具的预设成型温度进行调节:
当待制备产品的用途为S3时,中控单元使用u3对模具的预设成型温度进行调节:
当待制备产品的用途为S4时,中控单元使用u4对模具的预设成型温度进行调节:
当所述中控单元使用u i对模具的预设成型温度进行调节时,i=1,2,3,4,调节后的成型温度为T’,T’=T×u i。
与现有技术相比,本发明的有益效果在于,本发明采用植物纤维、植物纤维制品耐火防霉专用剂、淀粉、脱模剂为原料,能够间接减少纸的使用量,相应减少了造纸过程中的环境污染;同时为稻草、芦苇、秸秆等植物提供一种新的用途,避免植物直接焚烧造成污染,并提高农民的收入;制成的模压聚合制品结构性强、体轻、耐火、防霉。同时能够自然降解,降解后的产物还能够增加土壤肥力,优化土壤;具有再生植物纤维利用、纯天然环保产品、可自然进行降解、可作为造纸原料回收利用等特点。
进一步地,本发明通过在中控单元中设置预设用途矩阵S0和预设尺寸标准矩阵组C0,通过根据待制备产品的实际用途调节破碎器内刀片的转速以将植物纤维原料破碎至指定尺寸,在后续的制备过程中能够使物料混合均匀,从而使制备的植物纤维模压聚合制品能够符合针对指定用途所属领域的对应标准,有效提高了所述系统的制备效率。
进一步地,所述中控单元中还设有预设平均尺寸参数矩阵c0和预设转速矩阵W0,当所述中控单元选用所述Ci矩阵中的参数作为破碎后植物纤维的尺寸标准时,中控单元计算破碎后植物纤维的平均尺寸参数c并将c与c0矩阵中的参数进行比对以根据比对结果初步确定破碎器内刀片的转速,通过根据预设的石村参数调节刀片的转速,能够使刀片将植物纤维破碎成指定的尺寸并提高制备的植物纤维模压聚合制品的综合品质,进一步提高了所述系统的制备效率。
进一步地,所述中控单元中还设有预设尺寸参数差值矩阵△c0和预设调节转速矩阵w0,当所述中控单元判定破碎失败时,中控单元控制所述视觉检测器检测破碎后植物纤维的半径R和长度L并分别计算平均半径差值△R和平均长度差值△L,,计算完成后,中控单元计算破碎后植物纤维的平均尺寸参数差值△c并将△c与△c0矩阵中的参数进行比对以根据比对结果调节二次破碎时所述刀片的转速,通过根据破碎失败时植物尺寸的平均半径差值和平均长度差值以对二次破碎时刀片的转速进行调节,能够使破碎器在对植物纤维进行二次破碎时将破碎失败的植物纤维破碎至指定尺寸,从而进一步提高了所述系统的制备效率。
进一步地,所述中控单元中还设有添加剂预设单位添加量M和预设单位添加量调节系数矩阵e0,当所述破碎器将破碎后植物纤维输送至所述搅拌罐内时,中控单元根据待制备产品的用途从e0矩阵中选取对应的参数对添加剂预设单位添加量M进行调节,通过根据产品的用途选取对应添加量的添加剂,能够使混合后的物料在制备成植物纤维聚合制品时具有预期的性质,以使植物纤维聚合制品能够应用于该用途所属的领域中,进一步提高了所述系统的制备效率。
进一步地,所述中控单元中还设有添加剂预设添加量矩阵M0和预设加水量矩阵Q0,当所述中控单元将添加剂的添加量设置为M’时,中控单元将M’与M0矩阵中的参数进行比对以确定所述储水罐的加水量,通过根据添加的植物纤维的总量选取对应的加水量,能够有效保证混合物料的粘度,并保证后续制备的植物纤维聚合制品的各项性能均符合对应标准,进一步提高了所述系统的制备效率。
进一步地,所述中控单元中还设有预设粘度矩阵P0和预设粘度修正系数矩阵b0,当所述搅拌罐对混合物料进行搅拌前,所述中控单元根据待制品的用途确定混合物料的粘度标准,当所述中控单元将混合物料的粘度标准设置为Pi时,中控单元根据预先确定的植物纤维种类对所述粘度标准进行调节,通过根据待制备产品的用途初步确定原料的预设粘度,并根据原料中植物纤维的种类对初定的粘度进行调节,使混合物料以指定粘度进行成模后,成模后的植物纤维聚合制品能够具备指定的性能,进一步提高了所述系统的制备效率。
进一步地,所述中控单元还设有预设粘度差值矩阵△P0和预设补水量矩阵q0,当所述中控单元将粘度标准设置为Pi’时,中控单元启动搅拌罐以混合物料,当搅拌时长达到预设时长t时,中控单元控制所述粘度检测器检测混合物料的粘度P并将P与Pi’进行比对并在判定混合物料粘度过高时计算实际混合粘度与粘度标准之间的粘度差值△P、将△P与△P0矩阵中的参数进行比对并根据比对结果设置所述储水罐的补水量,通过根据超出预设粘度值的差值选取对应的补水量,能够针对混合物料的粘度进行微调并有效防止补水量过高导致的混合物料粘度过低的情况发生,在保证混合物料粘度符合标准的同时,保证了制得的植物纤维聚合制品的性能,进一步提高了所述系统的制备效率。
进一步地,所述中控单元中还设有预设压力F0、预设总量矩阵G0和预设压力修正系数矩阵g0,当所述搅拌罐将搅拌完成的混合物料输送至所述模具内时,所述中控单元将搅拌完成的混合物料的总量G与G0矩阵中的参数进行比对并根据比对结果调节所述封模机的压力,通过根据物料的实际量对预设压力进行针对性调节,能够保证所述系统将不同总量的混合物料压制成具有指定强度的植物纤维聚合制品,在保证植物纤维聚合制品性能指标的同时,进一步提高了所述系统的制备效率。
进一步地,所述中控单元中还设有预设成型温度T和预设温度调节系数矩阵u0,当所述封模机对模具内的混合物料进行压制前,所述中控单元根据待制备产品的用途对混合物料的成型温度进行调节,通过针对不同的用途对成型温度进行针对性调节,能够保证所述系统将不同用途的混合物料压制成具有对应强度的植物纤维聚合制品,在保证植物纤维聚合制品性能指标的同时,进一步提高了所述系统的制备效率。
附图说明
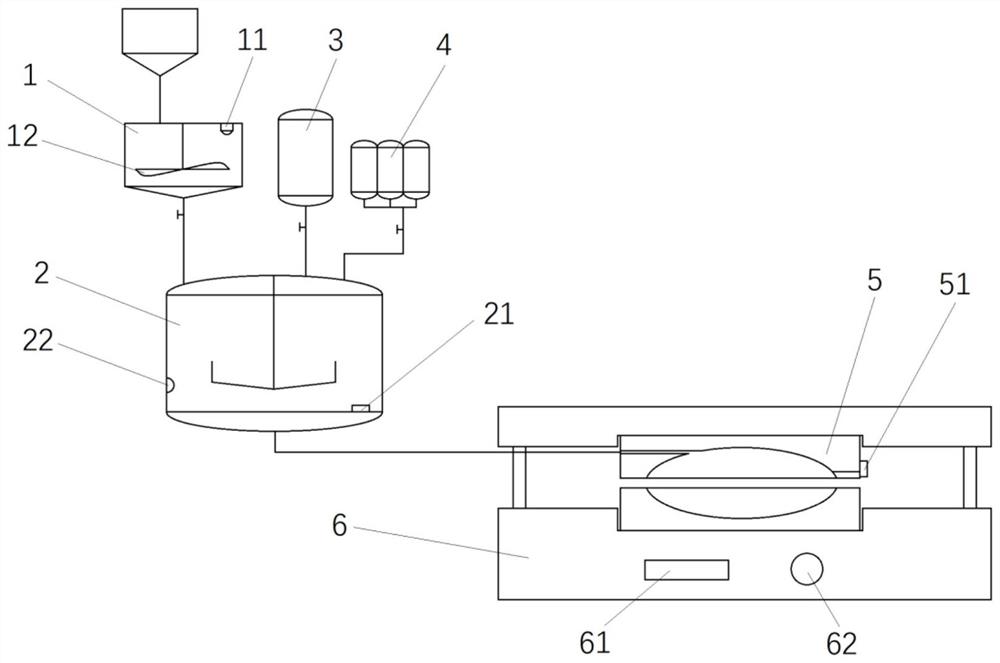
图1为本发明所述基于植物纤维模压的聚合制品制备系统的结构示意图。
具体实施方式
下面参照附图来描述本发明的优选实施方式。本领域技术人员应当理解的是,这些实施方式仅仅用于解释本发明的技术原理,并非在限制本发明的保护范围。
需要说明的是,在本发明的描述中,术语“上”、“下”、“左”、“右”、“内”、“外”等指示的方向或位置关系的术语是基于附图所示的方向或位置关系,这仅仅是为了便于描述,而不是指示或暗示所述装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,还需要说明的是,在本发明的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域技术人员而言,可根据具体情况理解上述术语在本发明中的具体含义。
请参阅图1所示,其为本发明所述基于植物纤维模压的聚合制品制备系统的结构示意图。
本发明所述基于植物纤维模压的聚合制品制备系统包括:
破碎单元,包括一破碎器1,用以打碎植物纤维,在破碎器1顶端设有视觉检测器11,用以检测破碎后植物纤维的尺寸;
混合单元,包括搅拌罐2、储水罐3和添加剂罐组4;所述搅拌罐2分别与所述破碎器1储水罐3和添加剂罐组4相连,用以接收破碎器1输出的破碎后植物纤维、储水罐3输出的水以及添加剂罐组4中各罐输出的添加剂并对上述物料进行混合;在搅拌罐2内设有称重器21,用以在所述搅拌罐2接收所述破碎后植物纤维时检测破碎后植物纤维的总重;在所述搅拌罐2内还设有粘度检测器22,用以检测搅拌后混合物料的粘度;所述添加剂罐组储存的添加剂包括植物纤维制品耐火防霉专用剂、淀粉和脱模剂;
成型单元,包括与所述混合单元相连的模具5和封模机6;所述模具5设置在所述搅拌罐2的输出端,用以接收所述搅拌罐2输出的搅拌完成的混合物料,所述封模机6与所述模具5相连,用以对模具5施加压力以使模具5对混合物料压缩封模并使混合物料在模具5内成型;在模具5外部设有温度检测器51,用以检测模具5内腔的温度;在封模机6内分别设有压力检测器61和计时器62,用以分别检测封模机6对模具5的封模压力以及封模时长
中控单元(图中未画出),其分别与所述破碎单元、混合单元和成型单元中的部件相连,用以控制各部件的运行状态并调节各部件的运行参数;
所述中控单元中设有预设用途矩阵S0和预设尺寸标准矩阵组C0,在进行植物纤维模压聚合制品的制备前,所述中控单元会根据待制备产品的实际用途种类预设破碎后植物纤维的尺寸标准,并根据尺寸标准调节破碎器1内刀片12的转速,破碎完成后,中控处理器通过所述视觉检测器11检测破碎后植物纤维的平均尺寸、计算植物纤维的平均尺寸参数以判定破碎后植物纤维尺寸是否符合标准并在改尺寸不符合标准时对破碎后植物纤维进行二次破碎;
具体而言,对于所述预设用途矩阵S0,S0(S1,S2,S3,S4),其中,S1为第一预设用途,S2为第二预设用途,S3为第三预设用途,S4为第四预设用途;对于所述预设尺寸标准矩阵组C0,C0(C1,C2,C3,C4),其中,C1为第一预设尺寸标准矩阵,C2为第二预设尺寸标准矩阵,C3为第三预设尺寸标准矩阵,C4为第四预设尺寸标准矩阵,对于第i预设尺寸标准矩阵Ci,i=1,2,3,4,Ci(Ri,Li),其中,Ri为第i预设半径标准,Li为第i预设长度标准;
在进行植物纤维模压聚合制品的制备前,所述中控单元判定待制备产品的用途并根据判定结果设置破碎后植物纤维的尺寸标准:
当待制备产品的用途为S1时,中控单元选用C1矩阵中的参数作为破碎后植物纤维的尺寸标准;
当待制备产品的用途为S2时,中控单元选用C2矩阵中的参数作为破碎后植物纤维的尺寸标准;
当待制备产品的用途为S3时,中控单元选用C3矩阵中的参数作为破碎后植物纤维的尺寸标准;
当待制备产品的用途为S4时,中控单元选用C4矩阵中的参数作为破碎后植物纤维的尺寸标准;
当所述中控单元选用Ci矩阵中的参数作为破碎后植物纤维的尺寸标准且所述破碎器1完成对植物纤维的破碎时,中控单元控制所述视觉检测器11检测破碎后植物纤维的平均尺寸:
当破碎后植物纤维的平均半径R≤Ri且平均长度L≤Li时,中控单元判定破碎完成并控制破碎器1将破碎后植物纤维输出至所述搅拌罐2;
当破碎后植物纤维的平均半径R>Ri或平均长度L>Li时,中控单元判定破碎失败并根据破碎后植物纤维的实际尺寸调节破碎器1的转速以使破碎器1对破碎后植物纤维进行二次破碎。
具体而言,所述中控单元中还设有预设平均尺寸参数矩阵c0和预设转速矩阵W0;对于所述预设平均尺寸参数矩阵c0,c0(c1,c2,c3,c4),其中,c1为第一预设平均尺寸参数,c2为第二预设平均尺寸参数,c3为第三预设平均尺寸参数,c4为第四预设平均尺寸参数,各预设平均尺寸参数按照顺序逐渐增加;对于所述预设转速矩阵W0,W0(W1,W2,W3,W4),其中,W1为第一预设转速,W2为第二预设转速,W3为第三预设转速,W4为第四预设转速,各预设转速按照顺序逐渐增加;
当所述中控单元选用所述Ci矩阵中的参数作为破碎后植物纤维的尺寸标准时,i=1,2,3,4,中控单元计算破碎后植物纤维的平均尺寸参数c,c=Ri/Li,计算完成后,中控单元将c与c0矩阵中的参数进行比对并根据比对结果初步确定破碎器1内刀片12的转速:
当c≤c1时,中控单元将破碎机内刀片12的转速初步确定为W1;
当c1<c≤c2时,中控单元将破碎机内刀片12的转速初步确定为W2;
当c2<c≤c3时,中控单元将破碎机内刀片12的转速初步确定为W3;
当c3<c≤c4时,中控单元将破碎机内刀片12的转速初步确定为W4;
所述中控单元中还设有预设种类矩阵A0和预设转速修正系数矩阵a0;对于所述预设种类矩阵A0,A0(A1,A2,A3,A4),其中,A1为第一预设种类,A2为第二预设种类,A3为第三预设种类,A4为第四预设种类;对于所述预设转速修正系数矩阵a0,a0(a1,a2,a3,a4),其中,a1为第一预设转速修正系数,a2为第二预设转速修正系数,a3为第三预设转速修正系数,a4为第四预设转速修正系数;
当所述中控单元将破碎机内刀片12的转速初步确定为Wj时,j=1,2,3,4,中控单元控制所述视觉检测器11检测所述植物纤维的种类并根据检测结果对Wj进行调节:
当所述植物纤维的种类为A1时,所述中控单元选用a1对Wj进行修正;
当所述植物纤维的种类为A2时,所述中控单元选用a2对Wj进行修正;
当所述植物纤维的种类为A3时,所述中控单元选用a3对Wj进行修正;
当所述植物纤维的种类为A4时,所述中控单元选用a4对Wj进行修正;
当所述中控单元选用ak对Wj进行调节时,k=1,2,3,4,调节后的转速为Wj’,Wj’=Wj×ak。
具体而言,所述中控单元中还设有预设尺寸参数差值矩阵△c0和预设调节转速矩阵w0;对于所述预设尺寸参数差值矩阵△c0,△c0(△c1,△c2,△c3,△c4),其中,△c1为第一预设尺寸参数差值,△c2为第二预设尺寸参数差值,△c3为第三预设尺寸参数差值,△c4为第一预设尺寸参数差值,各预设尺寸参数差值按照顺序逐渐增加;对于所述预设调节转速矩阵w0,w0(w1,w2,w3,w4),其中,w1为第一预设调节转速,w2为第二预设调节转速,w3为第三预设调节转速,w4为第四预设调节转速,各预设调节转速按照顺序逐渐增加;
当所述中控单元判定破碎失败时,中控单元控制所述视觉检测器11检测破碎后植物纤维的半径R和长度L并分别计算平均半径差值△R和平均长度差值△L,△R=R-Ri,△L=L-L i,计算完成后,中控单元计算破碎后植物纤维的平均尺寸参数差值△c,当△L>0时、△c=△R/△L,当△L<0时、△c=△R/-△L,当△L=0时、△c=△R;
计算完成后,中控单元将△c与△c0矩阵中的参数进行比对并根据比对结果调节二次破碎时所述刀片12的转速:
当△c<△c1时,中控单元不对转速Wj进行调节;
当△c1≤△c<△c2时,中控单元选用w1对转速Wj进行调节;
当△c2≤△c<△c3时,中控单元选用w2对转速Wj进行调节;
当△c3≤△c<△c4时,中控单元选用w3对转速Wj进行调节;
当△c≥△c4时,中控单元选用w4对转速Wj进行调节;
当所述中控单元选用wi对转速Wj进行调节时,i=1,2,3,4,调节后的转速为Wj’,Wj’=Wj+wi。
具体而言,所述中控单元中还设有添加剂预设单位添加量M和预设单位添加量调节系数矩阵e0;对于所述预设单位添加量调节系数矩阵e0,e0(e1,e2,e3,e4),其中,e1为第一预设单位添加量调节系数,e2为第二预设单位添加量调节系数,e3为第三预设单位添加量调节系数,e4为第四预设单位添加量调节系数;
当所述破碎器1将破碎后植物纤维输送至所述搅拌罐2内时,中控单元根据待制备产品的用途从e0矩阵中选取对应的参数对添加剂预设单位添加量M进行调节:
当待制备产品的用途为S1时,所述中控单元选用e1对M进行调节:
当待制备产品的用途为S2时,所述中控单元选用e2对M进行调节:
当待制备产品的用途为S3时,所述中控单元选用e3对M进行调节:
当待制备产品的用途为S4时,所述中控单元选用e4对M进行调节:
当所述中控单元选用ei对M进行调节时,i=1,2,3,4,中控单元控制所述称重器21检测破碎后植物纤维总重G并在检测完成后将添加剂的添加量设置为M’,M’=M×e×G。
具体而言,所述中控单元中还设有添加剂预设添加量矩阵M0和预设加水量矩阵Q0;对于所述添加剂预设添加量矩阵M0,M0(M1,M2,M3,M4),其中,M1为添加剂第一预设添加量,M2为添加剂第二预设添加量,M3为添加剂第三预设添加量,M4为添加剂第四预设添加量,各添加剂预设添加量按照顺序逐渐增加;对于所述与和加水量矩阵Q0,Q0(Q1,Q2,Q3,Q4),其中,Q1为第一预设加水量,Q2为第二预设加水量,Q3为第三预设加水量,Q4为第四预设加水量,各预设加水量按照顺序逐渐增加;
当所述中控单元将添加剂的添加量设置为M’时,中控单元将M’与M0矩阵中的参数进行比对以确定所述储水罐3的加水量:
当M’≤M1时,中控单元将加水量设置为Q1;
当M1<M’≤M2时,中控单元将加水量设置为Q2;
当M2<M’≤M3时,中控单元将加水量设置为Q3;
当M3<M’≤M4时,中控单元将加水量设置为Q4。
具体而言,所述中控单元中还设有预设粘度矩阵P0和预设粘度修正系数矩阵b0;对于所述预设粘度矩阵P0,P0(P1,P2,P3,P4),其中,P1为第一预设粘度,P2为第二预设粘度,P3为第三预设粘度,P4为第四预设粘度;对于所述预设粘度修正系数矩阵b0,b0(b1,b2,b3,b4),其中,b1为第一预设粘度修正系数,b2为第二预设粘度修正系数,b3为第三预设粘度修正系数,b4为第四预设粘度修正系数;
当所述搅拌罐2对混合物料进行搅拌前,所述中控单元根据待制品的用途确定混合物料的粘度标准:
当待制备产品的用途为S1时,中控单元将混合物料的粘度标准设置为P1:
当待制备产品的用途为S2时,中控单元将混合物料的粘度标准设置为P2:
当待制备产品的用途为S3时,中控单元将混合物料的粘度标准设置为P3:
当待制备产品的用途为S4时,中控单元将混合物料的粘度标准设置为P4:
当所述中控单元将混合物料的粘度标准设置为Pi时,i=1,2,3,4,中控单元根据预先确定的植物纤维种类对所述粘度标准进行调节:
当所述植物纤维的种类为A1时,中控单元选用b1对Pi进行调节;
当所述植物纤维的种类为A2时,中控单元选用b2对Pi进行调节;
当所述植物纤维的种类为A3时,中控单元选用b3对Pi进行调节;
当所述植物纤维的种类为A4时,中控单元选用b4对Pi进行调节;
当所述中控单元选用bj对Pi进行调节时,j=1,2,3,4,调节后的粘度标准为Pi’,Pi’=Pi×bj。
具体而言,所述中控单元还设有预设粘度差值矩阵△P0和预设补水量矩阵q0;对于所述预设粘度差值矩阵△P0,△P0(△P1,△P2,△P3,△P4),其中,△P1为第一预设粘度差值,△P2为第二预设粘度差值,△P3为第三预设粘度差值,△P4为第四预设粘度差值,各预设粘度差值按照顺序逐渐增加;对于所述预设补水量矩阵q0,q0(q1,q2,q3,q4),其中,q1为第一预设补水量,q2为第二预设补水量,q3为第三预设补水量,q4为第四预设补水量,各预设补水量按照顺序逐渐增加;
当所述中控单元将粘度标准设置为Pi’时,中控单元启动搅拌罐2以混合物料,当搅拌时长达到预设时长t时,中控单元控制所述粘度检测器22检测混合物料的粘度P并将P与Pi’进行比对:
当P=Pi’时,中控单元判定混合物料搅拌完成;
当P>Pi’时,中控单元判定混合物料粘度过高,并计算实际混合粘度与粘度标准之间的粘度差值△P、将△P与△P0矩阵中的参数进行比对并根据比对结果设置所述储水罐3的补水量:
当△P≤△P1时,中控单元将所述储水罐3的补水量设置为q1;
当△P1<△P≤△P2时,中控单元将所述储水罐3的补水量设置为q2;
当△P2<△P≤△P3时,中控单元将所述储水罐3的补水量设置为q3;
当△P3<△P≤△P4时,中控单元将所述储水罐3的补水量设置为q4;
当所述中控单元将所述储水罐3的补水量设置为qj时,j=1,2,3,4,中控单元控制所述储水罐3补充qj量的水并在储水罐3补水完成后控制所述搅拌罐2进行二次搅拌,搅拌完成后中控单元控制所述粘度检测器22检测二次搅拌后混合物料的粘度P’并将P’与Pi’进行比对,若P’>Pi’,中控单元重复上述步骤以对混合物料进行补水和搅拌直至搅拌后混合物料的粘度值等于粘度标准值。
具体而言,所述中控单元中还设有预设压力F0、预设总量矩阵G0和预设压力修正系数矩阵g0;对于所述预设总量矩阵G0.G0(G1,G2,G3,G4),其中,G1为第一预设总量,G2为第二预设总量,G3为第三预设总量,G4为第四预设总量,各预设总量按照顺序逐渐增加;对于所述预设压力修正系数矩阵g0,g0(g1,g2,g3,g4),其中,g1为第一预设压力修正系数,g2为第二预设压力修正系数,g3为第三预设压力修正系数,g4为第四预设压力修正系数,各预设压力修正系数按照顺序逐渐增加;
当所述搅拌罐2将搅拌完成的混合物料输送至所述模具5内时,所述中控单元将搅拌完成的混合物料的总量G与G0矩阵中的参数进行比对并根据比对结果调节所述封模机6的压力:
当G≤G1时,中控单元使用g1调节所述封模机6的压力;
当G1<G≤G2时,中控单元使用g2调节所述封模机6的压力;
当G2<G≤G3时,中控单元使用g3调节所述封模机6的压力;
当G3<G≤G4时,中控单元使用g4调节所述封模机6的压力;
当所述中控单元使用gi调节所述封模机6的压力时,i=1,2,3,4,调节后的压力为F0’,F0’=F0×gi。
具体而言,所述中控单元中还设有预设成型温度T和预设温度调节系数矩阵u0;对于所述预设温度调节系数矩阵u0,u0(u1,u2,u3,u4),其中,u1为第一预设温度调节系数,u2为第二预设温度调节系数,u3为第三预设温度调节系数,u4为第四预设温度调节系数;
当所述封模机6对模具5内的混合物料进行压制前,所述中控单元根据待制备产品的用途对混合物料的成型温度进行调节:
当待制备产品的用途为S1时,中控单元使用u1对模具5的预设成型温度进行调节:
当待制备产品的用途为S2时,中控单元使用u2对模具5的预设成型温度进行调节:
当待制备产品的用途为S3时,中控单元使用u3对模具5的预设成型温度进行调节:
当待制备产品的用途为S4时,中控单元使用u4对模具5的预设成型温度进行调节:
当所述中控单元使用u i对模具5的预设成型温度进行调节时,i=1,2,3,4,调节后的成型温度为T’,T’=T×u i。
为了使本发明的目的和优点更加清楚明白,下面结合实施例对本发明作进一步描述;应当理解,此处所描述的具体实施例仅仅用于解释本发明,并不用于限定本发明。
实施例1
(1)取植物纤维50kg;植物纤维制品耐火防霉专用剂50kg;淀粉40kg;沸水450kg;脱模剂3kg;将50kg的植物纤维、50kg植物纤维制品耐火防霉专用剂放于搅拌罐中,加450kg的沸水搅拌均匀,然后再添加淀粉40kg、脱模剂3kg搅拌至膏体状备用;
(2)成型:将配好的膏体倒入成型模腔,用液压机压缩封模,原料在模腔中聚合膨化成型,然后进行脱模,即得所述各种不同模具形状的植物纤维模压聚合制品;其中,成型温度为275℃,成型时间依据不同模压聚合产品的不同而不同。
实施例2
(1)取植物纤维60kg;植物纤维制品耐火防霉专用剂60kg;淀粉50kg;沸水480kg;脱模剂4kg;将60kg的植物纤维、60kg植物纤维制品耐火防霉专用剂放于搅拌罐中,加480kg的沸水搅拌均匀,然后再添加淀粉50kg、脱模剂4kg搅拌至膏体状备用;
(2)成型:将配好的膏体倒入成型模腔,用液压机压缩封模,原料在模腔中聚合膨化成型,然后进行脱模,即得所述各种不同模具形状的植物纤维模压聚合制品;其中,成型温度为280℃,成型时间依据不同模压聚合产品的不同而不同。
实施例3
(1)取植物纤维70kg;植物纤维制品耐火防霉专用剂70kg;淀粉60kg;沸水500kg;脱模剂5kg;将70kg的植物纤维、70kg植物纤维制品耐火防霉专用剂放于搅拌罐中,加500kg的沸水搅拌均匀,然后再添加淀粉60kg、脱模剂5kg搅拌至膏体状备用;
(2)成型:将配好的膏体倒入成型模腔,用液压机压缩封模,原料在模腔中聚合膨化成型,然后进行脱模,即得所述各种不同模具形状的植物纤维模压聚合制品;其中,成型温度为270℃,成型时间依据不同模压聚合产品的不同而不同。
将实施例1~3制备的植物纤维制品进行埋土降解实验,具体为:
将实施例1~3制备的植物纤维制品埋在温暖潮湿的土壤中,并保持土壤的潮湿,定期观察产品的降解程度,结果如表1所示。
表1各实施例降解程度
由上述表1可知,本发明实施例制备的植物纤维制品的降解速度比现有技术中的植物纤维制品大大提高,且能够完全降解。
至此,已经结合附图所示的优选实施方式描述了本发明的技术方案,但是,本领域技术人员容易理解的是,本发明的保护范围显然不局限于这些具体实施方式。在不偏离本发明的原理的前提下,本领域技术人员可以对相关技术特征做出等同的更改或替换,这些更改或替换之后的技术方案都将落入本发明的保护范围之内。
以上所述仅为本发明的优选实施例,并不用于限制本发明;对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 基于植物纤维模压的聚合制品制备系统
- 一种改性植物纤维模压制品及其制造方法