牙掌精车夹具
文献发布时间:2023-06-19 11:06:50
技术领域
本发明涉及牙掌加工技术领域,更具体地说,它涉及一种牙掌精车夹具。
背景技术
在精加工牙掌轴颈时,由于牙掌经过热处理两次淬火回火后120°面变形严重,所以不能再以粗车轴颈的定位基准来精加工轴颈。
现有授权公告号为CN105500045B的中国专利,公开了一种牙掌定位方法及定位夹具,其包括法兰盘、定位块和压紧组件,定位块上分别设置有用于对牙掌进行支撑定位的第一定位销、第二定位销和第三定位销。
上述定位夹具解决了牙掌轴颈精车时,不能沿用粗车定位基准,导致无法在普通数控车床上完成精车的问题。
但是,上述定位夹具存在诸多不足:一、定位块和定位销的位置固定不动,所以对其加工精度以及牙掌上定位孔的加工精度要求均非常高,如果加工不到位,则容易出现定位销与定位孔不对准导致牙掌无法安装,或者牙掌安装后其位置偏移主轴导致无法加工的情况,从而一方面会导致产品无法继续加工,影响生产效率,另一方面需要重新加工定位块和定位销,增加生产成本,造成资源浪费;二、定位孔远离加工部位,导致工件压紧后刚性存在不足;三、尾端定位孔位于牙掌丝扣柄部,而且与柄部所成角度偏小,加工难度大,位置精度难以保证。
发明内容
针对现有技术存在的不足,本发明的目的在于提供一种牙掌精车夹具,其适用于数控立车,简单可靠,适用尺寸范围大,定位精度高,调节快捷,设备投入低。
为实现上述目的,本发明提供了如下技术方案:
一种牙掌精车夹具,包括法兰盘,所述法兰盘上设置有定位块和压紧组件,所述法兰盘上设置有与所述定位块配合的移动限位组件,使所述定位块能够相对于所述法兰盘沿X方向进行移动调节;
所述定位块上分别设置有前端定位件和后端定位件,且所述前端定位件和后端定位件均能够相对于所述定位块沿Y方向移动,所述Y方向垂直于X方向;
所述定位块上设置有能够对所述前端定位件进行限位的锁紧组件。
通过采用上述方案,能够在两个相互垂直的方向上对牙掌进行调节定位,来使牙掌轴颈的径向跳动满足要求,后续即可对牙掌进行批量加工;通过调节定位能够降低对零件的加工精度要求,避免重新加工,从而能够降低生产成本,提高生产效率。
进一步地,所述法兰盘上设置有用于控制所述定位块进行移动的调节驱动组件。
采用调节驱动组件来控制定位块移动,一方面便于操作,另一方面能够提高调节效率。
进一步地,所述调节驱动组件包括与所述法兰盘连接的调节固定块,所述调节固定块上穿设有与所述定位块连接的调节丝杠。
采用调节丝杠来控制定位块移动,能够有效控制定位块的移动行程,便于精确调节,提高效率。
进一步地,所述移动限位组件包括限位滑槽,所述定位块上设置有与所述限位滑槽配合的滑动限位部;所述移动限位组件还包括与所述定位块配合的第一压紧块,所述第一压紧块上穿设有与所述法兰盘连接的第一锁紧螺钉。
进一步地,所述法兰盘上设置有两个分别位于所述定位块两侧的挡板,两个所述挡板以及法兰盘之间形成所述限位滑槽。
采用两个挡板来形成限位滑槽,能够方便加工,长时间使用磨损后也便于更换或者维修。
进一步地,所述挡板上开设有与所述第一压紧块配合的让位口,使所述第一压紧块能够压住所述滑动限位部。
将第一压紧块嵌于挡板内,一方面利用挡板对第一压紧块进行限位,另一方面在避免与牙掌干涉的同时能够简化整体结构。
进一步地,所述前端定位件包括调节滑块,所述调节滑块上设置有前端定位销,所述后端定位件包括定位滑块,所述定位滑块上设置有后端定位销。
将前端定位销设置在调节滑块上,将后端定位销设置在定位滑块上,若加工出现问题,仅需要重新加工前端定位件或者后端定位件即可,而不需要重新加工定位块,从而能够降低生产成本,减少资源浪费。
进一步地,所述定位块上开设有与所述调节滑块配合的开口槽,所述锁紧组件包括嵌设于所述开口槽内、且与所述调节滑块配合的第二压紧块,所述定位块上穿设有与所述第二压紧块连接的拉紧螺钉。
采用拉紧螺钉与第二压紧块配合对调节滑块进行压紧限位,能够避免对牙掌造成干涉,而且结构简单可靠,便于操作。
进一步地,所述定位块上开设有与所述定位滑块配合的滑孔,以及用于所述后端定位销穿出的调节孔;所述调节孔内侧壁与后端定位销外侧壁为间隙配合。
进一步地,所述压紧组件包括固定底板、斜板和压紧板,所述压紧板与斜板之间设置有夹缝;所述压紧板上设置有穿过所述夹缝后与所述斜板连接的第二锁紧螺钉,以及用于接触牙掌的压紧螺钉。
在压紧板上设置压紧螺钉来压紧牙掌,则通过移动压紧螺钉能够为牙掌提供安装空间,而且能够调节压紧行程,适用于不同规格的工件。
综上所述,本发明具有以下有益效果:
1、采用了可调节的定位块、前端定位件和后端定位件,则牙掌安装后可以通过调节使其轴颈径向跳动满足要求,后续即可对工件进行批量加工;
2、通过调节定位能够降低零件的加工精度要求,从而能够降低生产成本,减少资源浪费,并提高生产效率;
3、夹具适用于数控立车,简单可靠,适用尺寸范围大,定位精度高,调节快捷,设备投入低。
附图说明
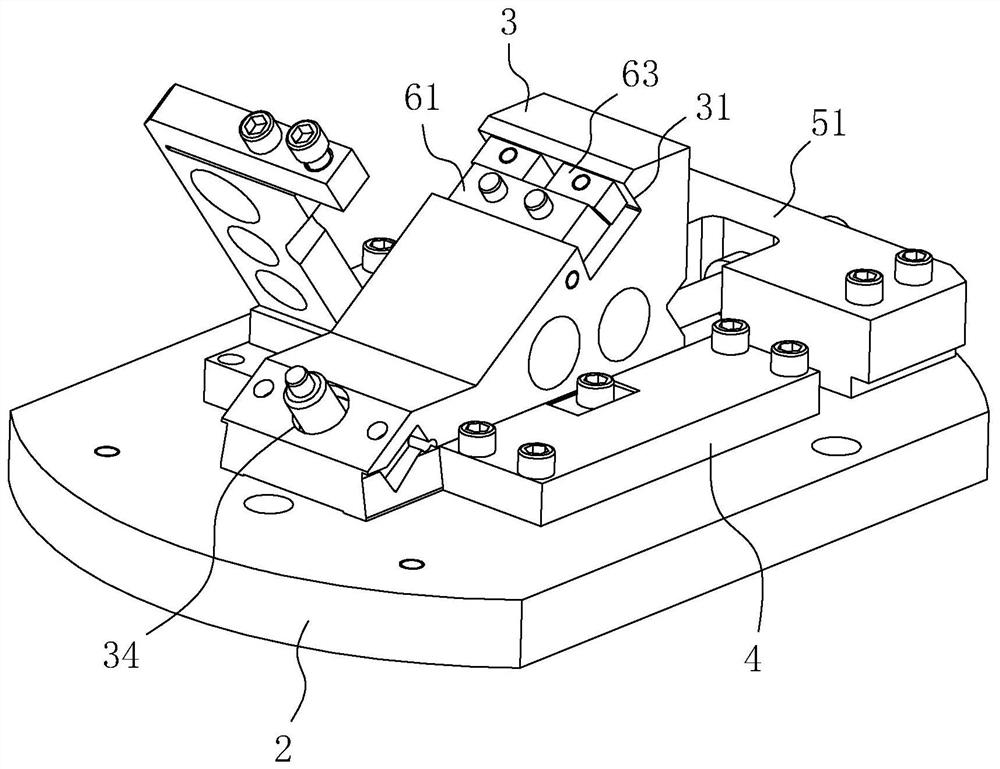
图1为实施例中牙掌精车夹具的整体结构示意图;
图2为实施例中牙掌精车夹具的结构示意图一;
图3为实施例中牙掌精车夹具的结构示意图二;
图4为实施例中牙掌精车夹具的结构示意图三;
图5为实施例中牙掌的结构示意图。
图中:11、掌背;12、丝扣柄部;13、前端定位孔;14、尾部定位孔;2、法兰盘;3、定位块;31、开口槽;32、滑孔;33、滑动限位部;34、调节孔;4、挡板;41、限位滑槽;42、第一压紧块;43、第一锁紧螺钉;51、调节固定块;52、调节丝杠;61、调节滑块;62、前端定位销;63、第二压紧块;64、拉紧螺钉;65、定位滑块;66、后端定位销;71、固定底板;72、斜板;73、压紧板;74、夹缝;75、第二锁紧螺钉;76、压紧螺钉。
具体实施方式
以下结合附图对本发明作进一步详细说明。
本具体实施例仅仅是对本发明的解释,其并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本发明的权利要求范围内都受到专利法的保护。
实施例:
一种牙掌精车夹具,参照图1至图4,其包括法兰盘2,法兰盘2上设置有定位块3和压紧组件,法兰盘2上设置有与定位块3配合的移动限位组件,使定位块3能够相对于法兰盘2沿X方向进行移动调节;定位块3上分别设置有前端定位件和后端定位件,且前端定位件和后端定位件均能够相对于定位块3沿Y方向移动,Y方向垂直于X方向;定位块3上设置有能够对前端定位件进行限位的锁紧组件;本实施例的牙掌精车夹具适用于数控立车,法兰盘2与车床主轴连接,能够在X和Y两个相互垂直方向对牙掌进行调节定位,来使牙掌轴颈的径向跳动满足要求。
参照图1至图3,本实施例中法兰盘2上设置有用于控制定位块3进行移动的调节驱动组件;具体地,调节驱动组件包括与法兰盘2连接的调节固定块51,调节固定块51上穿设有与定位块3连接的调节丝杠52;转动调节丝杠52即可控制定位块3移动,操作方便,而且可以精确控制调节行程;在其他可选的实施例中,调节驱动组件也可以采用电动结构,例如通过电机控制调节丝杠52转动;本实施例中调节固定块51还起到配重作用,可以根据工件尺寸更换规格。
参照图1至图4,移动限位组件包括限位滑槽41,定位块3底端设置有与限位滑槽41配合的滑动限位部33,本实施例中限位滑槽41呈燕尾型,从而能够限位作用,使定位块3仅能够沿X方向移动;在其他可选的实施例中,限位滑槽41也可以为其他形状,例如T型,在此不做限制;移动限位组件还包括与定位块3配合的第一压紧块42,第一压紧块42上穿设有与法兰盘2连接的第一锁紧螺钉43;定位块3调节到位后,旋紧第一锁紧螺钉43使第一压紧块42压紧定位块3,即可对定位块3进行限位固定,防止其窜动;具体地,本实施例中法兰盘2上设置有两个分别位于定位块3两侧的挡板4,两个挡板4以及法兰盘2之间形成限位滑槽41,这样能够方便加工以及降低加工难度;挡板4上开设有与第一压紧块42配合的让位口,使第一压紧块42能够压住滑动限位部33的侧边斜面。
参照图1、图2和图5,前端定位件包括调节滑块61,调节滑块61上设置有前端定位销62,后端定位件包括定位滑块65,定位滑块65上设置有后端定位销66;本实施例中调节滑块61上设置有两个前端定位销62,与掌背11上的两个前端定位孔13相配合,定位滑块65上设置有一个后端定位销66,与丝扣柄部12上的尾部定位孔14相配合,从而对牙掌实现三点定位,保证其稳定性;本实施例中前端定位孔13与轴颈相对,即加工时前端定位销62位于轴颈下方,从而能够提高牙掌压紧后的刚性;尾部定位孔14设置于丝扣柄部12上靠近掌背11的一端,这样便于对尾部定位孔14进行加工,保证其位置精度。
参照图1和图2,定位块3上开设有与调节滑块61配合的开口槽31,锁紧组件包括嵌设于开口槽31内、且与调节滑块61配合的第二压紧块63,定位块3上穿设有与第二压紧块63连接的拉紧螺钉64;本实施例中调节滑块61截面呈梯形,其一个侧斜面与开口槽31内侧壁接触配合,另一侧斜面与第二压紧块63侧壁接触配合,则锁紧第二压紧块63后即可对调节滑块61进行限位,并且使调节滑块61仅能沿Y方向移动;定位块3上顶部需要安装牙掌,所以为了避免干涉,本实施例中采用拉紧螺钉64来对第二压紧块63进行锁紧,即拉紧螺钉64的头部位于定位块3的背面,从而方便操作,不会对牙掌造成干涉;具体地,本实施例中采用两个第二压紧块63来对调节滑块61进行限位固定,且两个第二压紧块63分别位于调节滑块61的两端,这样能够提高调节滑块61的受力均匀性以及稳定性,避免其锁紧后偏移。
参照图1、图2和图5,定位块3上开设有与定位滑块65配合的滑孔32,以及用于后端定位销66穿出的调节孔34,调节孔34内侧壁与后端定位销66外侧壁为间隙配合;本实施例中后端定位销66为活动状态,主要起到支撑作用,所以通过滑孔32的限制使定位滑块65仅能沿Y方向移动即可,而没有采用锁紧组件对齐进行限位固定,这样能够简化结构,同时在定位块3上位于后端定位销66的位置设置锁紧组件,其加工难度较大,操作也不方便,容易对牙掌造成干涉,所以本实施例中采用锁紧组件对前端定位件进行限位;本实施例中调节孔34为圆形孔,其外径大于后端定位销66的外径,从而为后端定位销66的移动提供活动量,当然调节孔34也可以为其他形状,例如腰形孔等,在此不做限制;本实施例中后端定位销66需要对牙掌进行支撑,所以其包括外径不同的两部分,其端部外径较小,与尾部定位孔14相配合,另一部分外径大于尾部定位孔14的内径,从而能够对牙掌进行支撑。
参照图1至图4,本实施例中压紧组件包括固定底板71、斜板72和压紧板73,具体地,固定底板71安装在挡板4上,这样能够缩短压紧板73的长度,并且提高压紧的稳固性;压紧板73与斜板72之间设置有夹缝74,且压紧板73上设置有穿过夹缝74后与斜板72连接的第二锁紧螺钉75,以及用于接触牙掌的压紧螺钉76;夹缝74为压紧板73提供活动量,则转动第二锁紧螺钉75来缩小夹缝74即可使压紧螺钉76靠近并压紧牙掌;本实施例中压紧螺钉76相当于压紧板73的延伸,通过压紧螺钉76的端部与牙掌接触,则压紧螺钉76对牙掌的压紧力不会造成牙掌的偏移,保证其稳定性,同时也不会对牙掌造成磨损。
参照图1至图5,本实施例中通过设置夹缝74来使压紧板73具有弹性,其结构简单,加工方便;在其他可选的实施例中,也可以将压紧板73与斜板72设置为铰接,使压紧板73能够转动;通过夹缝74给压紧板73提供的活动量有限,为了能够安装或者取下牙掌,所以在压紧板73上设置压紧螺钉76;安装牙掌时,将压紧螺钉76旋退一部分,然后将牙掌横向置于压紧板73与定位块3之间,接着将牙掌放下,使前端定位销62和后端定位销66分别嵌于前端定位孔13和尾部定位孔14内,接着将压紧螺钉76复位,然后转动锁紧螺钉75将牙掌压紧;同时,通过调节压紧螺钉76能够使夹具适用于不同规格的牙掌,提高夹具的适用范围。
参照图1、图2和图4,本实施例中压紧组件采用单侧支撑的结构,能够方便安装牙掌;同时,本实施例中前端定位销62、后端定位销66以及压紧螺钉76,三者的轴线相互平行,且均与法兰盘2的表面倾斜相交,这样能够提高牙掌的稳定性,保证加工精度,同时也便于装卸牙掌。
- 牙掌精车夹具
- 一种石油钻头牙掌焊接用轴向固定夹具