通过同心翻卷加厚的管
文献发布时间:2023-06-19 11:13:06
技术领域
本发明涉及管成型领域,更具体地涉及在车辆中在内燃发动机的出口处用于气体排放的金属管。
背景技术
已知制造金属管并采用金属管用于制造管道,例如用于气体排放。由于重量和/或成本的原因,这种管的壁的厚度尽可能的小。对于薄壁厚度,即小于1mm,厚度的这种减小会不利地导致管的脆弱化,尤其是在端部处。此外,截面的形状,例如圆柱形,无法得到保证。另外,薄壁的这种厚度使得在壁的端部处难以或阻止通常用于将管与另一管连接的焊接操作。
已知增加衬套,优选地焊接于端部处,以加厚所述端部以加强端部、改善对其截面的形状地保持并允许焊接操作。这种方法需要额外衬套以及将衬套与管焊接的附加焊接操作并因此涉及额外成本。
发明内容
为了解决这个问题,本发明提出了一种解决方案,该解决方案允许在管的一部分处实现局部加厚并实现材料的局部加厚。
为此,本发明涉及一种管,该管包括通过同心翻卷加厚的加厚部分。
可以单独使用或组合使用的特征或特定实施方式如下:
-加厚部分包括分开两个折层的至少一个翻折部,优选地,偶数个翻折部,并且更优选地,将分开三个折层的两个翻折部,
-翻卷是内部的,优选地对于所有折层,
-翻卷是外部的,优选地对于所有折层,
-连续的折层基本上是两两对接的,
-加厚部分的直径相对于管的直径增加,优选地增加至少管的壁的厚度的八倍,
-加厚部分是管的端部,
-第一翻折部的径向厚度是管的壁的厚度的两倍,优选为管的壁的厚度的三倍,
-最后折层的端部相对于第一翻折部纵向后缩,
-最后折层的端部相对于第一翻折部纵向突出,
根据第二方面,本发明涉及一种用于形成管的加厚部分的方法,该方法包括以下步骤:-在距管的端部的距离至少等于期望的加厚部分的长度与期望的折层的数量减一的乘积处在基本等于期望的加厚部分的长度的长度部分上增加管的直径,优选增加至少管的壁的厚度的四倍,-同心翻卷。
可以单独使用或组合使用的特征或特定实施方式如下:
-该过程还包括径向压缩折层的步骤,
-同心翻卷通过借助钳具保持修改直径部分并通过借助推动器将管朝所述部分轴向推动来实现;
-对折层的径向压缩步骤包括:-膨胀步骤和收缩步骤,使得加厚部分的直径相对于管的直径增加至少管的壁的厚度的八倍,
-对折层的径向压缩步骤避开第一翻折部。
附图说明
通过阅读以下仅作为示例的描述并参考附图中的附图,将更好地理解本发明,其中:
[图1]以剖面图示出了在应用根据本发明的方法之前处于初始标称状态的管,
[图2]以剖面图示出了处于在一部分上应用第一直径修改操作之后的状态中的管,
[图3]以截面图示出图2中的管,
[图4]以剖面图示出了处于应用第二同心翻卷操作之后的状态中的管,
[图5]以剖面图与工具一起示出了图4中的管,
[图6]以剖面图示出了处于应用第三径向压缩操作之后的状态中的管,
[图7]以截面图示出了图6中的管,
[图8]以剖面图示出了根据其它实施方式的管。
附图标记列表
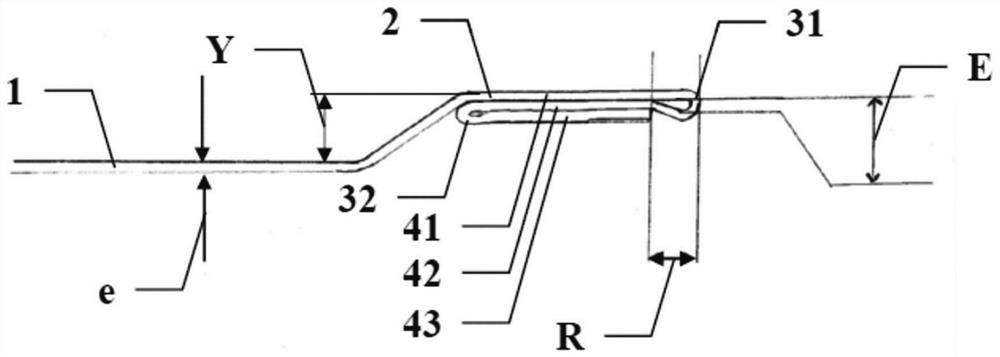
1:管;2:加厚部分;31、32:翻折部;41-43:折层;5:钳具;6:推动器;e:板材厚度;D:突出;E:翻折部31的空间;R:回缩;X:至少为2×e;Y:至少为4×e。
具体实施方式
参考图6,根据本发明的管1包括通过同心翻卷而加厚的部分2。同心翻卷操作允许在给定部分上对管本身进行同心翻折。因此,每个翻折部允许增加管1增加材料厚度e,该材料厚度e被叠加至管1的标称壁上。
图7示出了管1,其包括通过两个翻折部31、32加厚的部分2,这两个翻折部31、32允许形成三个折层41、42、43,这三个折层41、42、43彼此叠加并且相对于管1的壁的标称壁厚e赋予因此加厚的部分2以三倍厚度。
而且,根据另一特征,加厚部分2包括分开两个折层41-43的至少一个翻折部31、32。每个翻折部31、32允许形成新折层41-43,该新折层41-43将同心地叠加在前面折层上。而且,对于n个翻折部31、32,获得n+1个折层41-43。由于获得的方式,通过同时在一个方向上形成折层并且在相反方向上形成折层,因此翻折部31、32的数量优选为偶数。
根据甚至更优选的特征,加厚部分2包括两个翻折部31、32并且因此包括三个折层41-43。第一翻折部31将第一折层41与第二折层42分开,并且第二翻折部32将第二折层42与第三折层43分开。沿着管1的材料从管1朝其端部任意地排序翻折部31、32以及折层41、42、43。
如图4-7所示,第一折层41延续着管1。翻卷被沿着管1的内表面施加使得至少第二折层42(待被翻卷的第一折层)位于管1的内部。
类似地,可以通过将至少第二折层42沿管1的外表面施加而设置在管1外部来实现本发明的特征,即加厚部分2的加厚。
同样,如图4-7所示,所有连续折层43优选地以类似于第二折层42的方式设置,即在此位于管1和前面折层(在此为41)的内部。因此,翻卷是内部的并且因此对于所有折层41-43,每个连续折层均设置在前面折层的内部。
类似地,可以将所有折层41-43设置在管1的外部,每个连续折层设置在前面折层的外部。
可选地,还可以交替折层41-43的方向,其中至少一对折层翻卷至内部,然后至少一对折层翻卷至外部并且然后根据内部或外部折层对的任何变化重复。
根据另一个特征,连续折层41-43基本上两两对接。因此,两个连续折层在其基本整个表面上有利地是彼此平行的,但也彼此紧密接触。
根据另一个特征,加厚部分2的直径大于管1的直径。这种特征,特别是在图6中可见,可以有利于实现管1与另一管的压配连接。
优选地,如图7所示,相对于管1的直径,加厚部分2的直径增加至少管1的壁的厚度e的八倍。因此,径向尺寸Y为至少等于板材的厚度e的四倍。
根据另一特征,加厚部分2设置在管1的端部处并形成管1的端部。
根据另一个特征,更具体地在图7中示出,第一翻折部31的径向厚度是,有利地严格是,管1的壁的厚度e的两倍。优选地,第一翻折部31的径向厚度是管1的壁的厚度e的三倍。因此,第一翻折部31实现为具有曲率半径,使得在翻折部31处该曲率半径保持非零的厚度E并且优选地至少等于管1的壁的厚度e。这保证了第一翻折部31的曲率半径的最小值,避免了180°的翻折部并且因此允许避免由于材料在翻折部31处破裂而引起的脆化。第一翻折部31可有助于由在翻折部31附近进行焊接而获得组件的耐久性,因此,翻折部31应无缺陷。当第二翻折部32位于管1的内部并因此受到保护时,该应力对于第二翻折部32而言不太强。
这样的曲率半径还避免了潜在尖锐边缘并因此降低了受伤的风险。
根据另一个特征,尤其是在图7中可见,最后折层43的端部相对于第一翻折部31在纵向后缩R。根据另一个特征,尤其是在图8中可见,最后折层43的端部相对于第一翻折部31纵向伸突出D。
本发明还涉及一种形成用于管1的加厚部分2的方法,从而获得如上所述的管1。
该方法从管1开始,如图1所示。管1的截面未显示。管可以是任何形状,例如圆形。
该方法包括以下不同步骤。在图2和3中更具体地示出的第一步骤在于修改管的直径,优选地增加管的直径。通过任何已知的手段实现这种修改,例如同心膨胀工具。如此修改的部分使未来的加厚部分2预先成形,该未来的加厚部分2通过翻卷而被加厚。而且,在基本上等于,优选地大于期望加厚部分2的长度的长度上施加对直径的修改。直径修改部分将形成第一折层41。管1的剩余自由部分应允许翻卷并形成其余折层42-43。而且,增加部分应该距管1的端部至少等于期望加厚部分2的长度乘以剩余折层42-43的数量,即期望折层41-43的数量减去一的距离。
对直径的修改增加或减小管1的直径,优选地至少管1的壁的厚度e的四倍。因此,如图3所示,径向尺寸X至少等于板材的厚度e的两倍。
在第二步骤过程中,进行同心翻卷。这在图4和图5中更具体地示出。沿管子1的轴线纵向推动管1的一部分,使得管1的材料自身同心翻卷,使得材料折叠并形成彼此平行的折层41-43。因此,管1的一部分可以有利地发生在由对直径进行修改的先前步骤所释放的空间中。平行的折层41-43的重叠因此在翻卷部分2处产生期望的厚度余量。
如图5所示,通过借助钳具5保持修改直径部分并通过借助推动器将管朝所述部分轴向推动来实现同心翻卷。工具5、6的形状决定了实现翻卷所采取的方式:内部翻卷、外部翻卷等,以及所获得的翻折部31-32和折层41-43的精确形状。
在可选的第三步骤过程中,在图6和图7中更具体地示出,对折层41-43进行径向压缩。此操作有多个目标。第一涉及通过对折层41-43进行施加而折层41-43彼此靠近。然后,该操作允许确定加厚部分2的最终直径。最后,该步骤可以参与翻折部31-32和折层41-43的成形。
而且,对折层41-43的径向压缩步骤包括膨胀步骤和/或收缩步骤。这些操作使得折层41-43在完成时基本平行且对接并且加厚部分2的直径相对于管1的直径增加。该增加至少是管的壁的厚度e的八倍。因此,如图7所见,径向尺寸Y至少等于板材的厚度e的四倍。
根据另一个特征,对折层41-43的径向压缩步骤避开第一翻折部31,以增加第一翻折部31的曲率半径。这在图7和8中示出。
应当注意的是,膨胀操作优选地应在收缩步骤之前进行,以考虑到鲍辛格效应,该效应预示了在逆序情况下所得的管的脆化。
显然,所有成形和尺寸修改操作都遵循组成材料的延伸极限。
在先前的附图和说明中已经详细示出和描述了本发明。该描述应被认为是说明性的并且作为示例给出,而不是将本发明仅限制于该描述。实施方式的许多变化都是可能的。
- 通过同心翻卷加厚的管
- 暗缝合边的辅助翻卷装置及其翻卷方法