一种小尺寸泡棉镶嵌钢片加工组装工艺
文献发布时间:2023-06-19 11:17:41
技术领域
本发明涉及小尺寸泡棉生产技术领域,尤其涉及一种小尺寸泡棉镶嵌钢片加工组装工艺。
背景技术
SUS钢片和泡棉双面胶是一种电子产品内置件组装使用的材质,广泛应用于电子产品中,起到支撑垫高作用。泡棉双面胶类产品材质一般由多层材料复合而成,泡棉双面胶类产品一般由硅胶保护膜、泡棉、双面胶、离型膜复合件以及单面胶带组成,现有技术中多种材料生产工艺一般是将上述多种材料先按照所需要求单独生产成后,再将多层材料进行单个冲切及单个组装,特别是泡棉材质比较厚并且产品本体尺寸比较小的,都需要单个材料去冲切,无法与双面胶复合作业,该需要人工操作辅助完成,造成生产效率低下,单个材料逐一贴合造成产品稳定性差,产品良品率低,成本高。
发明内容
本发明的目的在于提供一种小尺寸泡棉镶嵌钢片加工组装工艺,以解决上述背景技术中所提出的问题。
为达到上述目的,本发明采用的技术方案是:一种小尺寸泡棉镶嵌钢片加工组装工艺,包括以下步骤:
S1)将泡棉与双面胶进行复合后,并贴合离型膜,然后进行模切、冲型、收卷和切片,制得模切件A;
S2)将双面胶与离型膜进行居中贴合,进行模切、冲型、收卷和切片,制得模切件B;
S3)将出货离型膜居中复合于保护膜上,进行模切、冲型、收卷和切片,制得出货底膜;
S4)将SUS钢片进行冲压,成型后切片,制得上层冲压件;
S5)将SUS钢片进行冲压,成型后切片,制得中层冲压件;
S6)撕除模切件A上的离型膜,将上层冲压件和中层冲压件分别贴合于模切件A的两面,制得半成品,撕除模切件B上的离型膜,将半成品和出货底膜分别贴合于模切件B的两面,完成小尺寸泡棉镶嵌钢片多层复合产品组装。
作为进一步的优化,S1、S2、S3、S4和S5可同时制备。
作为进一步的优化,所述保护膜为相贴合的硅胶保护膜与亚克力保护膜,所述出货离型膜贴合于硅胶保护膜上。
作为进一步的优化,所述上层冲压件的厚度为0.07-0.08mm;所述中层冲压件的厚度为0.19-0.2mm。
作为进一步的优化,所述上层冲压件和中层冲压件上均与有相匹配的第一定位孔。
作为进一步的优化,所述模切件A、模切件B和出货底膜上均具有相匹配的第二定位孔。
作为进一步的优化,所述模切件A、模切件B、出货底膜、上层冲压件和下层冲压件上的穴数一致。
作为进一步的优化,所述泡棉的厚度为0.7mm,该泡棉上相邻一对孔穴之间的最小间隙为0.15mm。
模切件A制备难度在于泡棉原材厚度仅为0.7mm,并且产品尺寸最小间隙处尺寸边缘仅有0.15mm,本发明通过将模具的刀模由正常刀锋改为单峰,通过刀局部尺寸优化,并将模具刀线由整刀改为跳刀方式,通过材质及工艺的搭配满足产品要求,模切冲型后制得小尺寸泡棉双面胶半成品,即模切件A。
与已有技术相比,本发明的有益效果体现在:改变了传统的小尺寸泡棉双面胶材质因厚度厚且尺寸小的单个材质加工及组贴方式,采用底层保护膜为载体,实现一次同时完成多个产品的组贴,且整个组贴过程机械化操作,大大提高了多层材料之间的定位精确度,保证了产品的稳定性,提高了良品率,降低了生产成本。
附图说明
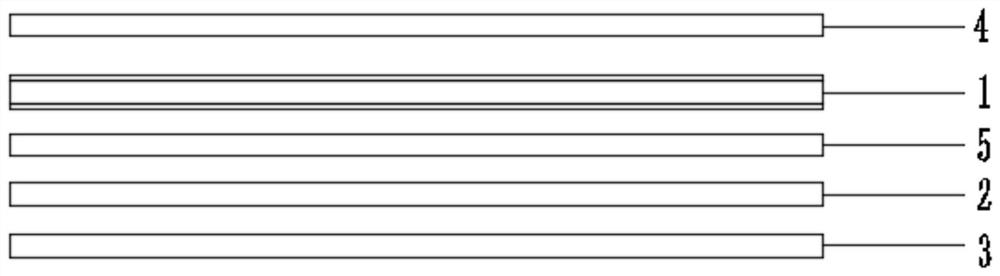
图1为本发明的组装示意图。
图2为本发明组装后俯视图。
图3为本发明模切件A的俯视图。
图4为本发明模切件B的俯视图。
图5为本发明出货底膜的俯视图。
图6为本发明上层冲压件的俯视图。
图7为本发明中层冲压件的俯视图。
图中,1.模切件A;2.模切件B;3.出货底膜;4.上层冲压件;5.中层冲压件;6.第二定位孔;7.第一定位孔;31.硅胶保护膜;32.出货离型膜。
具体实施方式
以下是本发明的具体实施例,结合附图对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
如图1至7所示,一种小尺寸泡棉镶嵌钢片加工组装工艺,包括以下步骤:
S1)将泡棉与双面胶进行复合后,并贴合离型膜,然后进行模切、冲型、收卷和切片,制得模切件A1;
S2)将双面胶与离型膜进行居中贴合,进行模切、冲型、收卷和切片,制得模切件B2;
S3)将出货离型膜居中复合于保护膜上,进行模切、冲型、收卷和切片,制得出货底膜3;
S4)将SUS钢片进行冲压,成型后切片,制得上层冲压件4;
S5)将SUS钢片进行冲压,成型后切片,制得中层冲压件5;
S6)撕除模切件A上的离型膜,将上层冲压件和中层冲压件分别贴合于模切件A的两面,制得半成品,撕除模切件B上的离型膜,将半成品和出货底膜分别贴合于模切件B的两面,完成小尺寸泡棉镶嵌钢片多层复合产品组装;S1、S2、S3、S4和S5同时制备。
保护膜为相贴合的硅胶保护膜31与亚克力保护膜,出货离型膜32贴合于硅胶保护膜上。
上层冲压件的厚度为0.07-0.08mm;中层冲压件的厚度为0.19-0.2mm。
上层冲压件和中层冲压件上均与有相匹配的第一定位孔7;模切件A、模切件B和出货底膜上均具有相匹配的第二定位孔6。
模切件A和上层冲压件通过定位孔及半自动组装治具定位组装,然后将其与模切件B和中层冲压件通过组装治具定位组装后再与出货底膜通过定位孔及半自动组装治具定位组装后得出成品;模切件A、模切件B、出货底膜、上层冲压件和下层冲压件上的穴数一致。
泡棉的厚度为0.7mm,该泡棉上相邻一对孔穴之间的最小间隙为0.15mm。
本发明的一种小尺寸泡棉镶嵌钢片加工组装工艺,改变了传统的组贴方式,采用底层保护膜为载体,实现一次同时完成多个产品的组贴,且整个组贴过程机械化操作,大大提高了多层材料之间的定位精确度,保证了产品的稳定性,提高了良品率,降低了生产成本。
本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
- 一种小尺寸泡棉镶嵌钢片加工组装工艺
- 一种小尺寸泡棉的新型冲压方法