物料智能分选设备及方法
文献发布时间:2023-06-19 11:30:53
技术领域
本发明涉及物料分选技术领域,尤其是涉及一种物料智能分选设备及方法。
背景技术
目前物料分选设备由于识别技术和喷吹精度的限制,只能处理低于一定粘连叠压率的物料。当给料系统给料量提升后,由于布料系统功能不完善,导致物料分选设备的分选精度较差。
铺满率(即物料面积与皮带面积的比)和粘连叠压率(即粘连叠压物料数量与全部物料数量比)是评价布料效果的重要指标,实验得出铺满率和粘连叠压率的计算公式如下:
其中:P-铺满率;k
当给料系统给料量提升后,铺满率和粘连叠压率会增加,导致布料效果变差。为了保持皮带的铺满率,通常采用增大皮带速度的方法。
但是,增大皮带速度会导致滑板出口的物料速度与皮带速度相差较大,物料在进入皮带时会向后翻滚,不同形状和大小的物料稳定时间和稳定距离不同,后稳定的物料会撞击到先稳定的物料,然后被强制稳定,导致二者粘连叠压在一起。因此,增大皮带速度会导致粘连叠压率上升,改善布料的效果不佳。
为了减小滑板出口的物料速度与皮带速度的速度差,可以改变滑板长度和物料下落高度。但是,圆形物料从给料系统出来后会有向前滚动的趋势,随着物料的下滑会发生滚动,滑板本身没有稳定物料的作用,因此滑板出口处不同形状的物料速度差较大,皮带速度不能同时稳定接入速度差较大的不同形状的物料,故部分物料稳定,部分物料翻滚,翻滚物料结果同上。因此提高皮带速度的同时改变滑板长度仍会导致粘连叠压率上升,也无法改善布料效果。
综上,现有技术中的物料分选设备在给料量较大时,布料效果不佳,会导致物料的粘连叠压率较高,分选精度较差。
发明内容
本发明的目的在于提供一种物料智能分选设备,以解决现有技术中的物料智能分选设备在给料量较大时分选精度较差的技术问题。
本发明提供的物料智能分选设备,包括布料系统、识别系统和执行系统;
所述布料系统用于将物料按预设值平铺;
布料系统包括振动布料器、第一滑板、第二滑板、第一带式布料器和第二带式布料器;
所述第一滑板、所述第一带式布料器、所述第二滑板和所述第二带式布料器依次设置并形成阶梯状结构,所述第一滑板与所述第一带式布料器倾斜设置,所述第二滑板分别与所述第一带式布料器和所述第二带式布料器倾斜设置,所述第一带式布料器与所述第二带式布料器平行设置,且所述第二带式布料器位于所述第一带式布料器下方;
所述识别系统用于获取所述第二带式布料器上的物料的物理性质信息和位置信息并发送至执行系统;
所述执行系统用于将物料分离。
进一步地,所述第一带式布料器的速度为
进一步地,沿所述第一带式布料器的输送方向,物料由所述第一滑板的出口输送至物料与第一带式布料器相对静止的位置所需距离为
沿所述第二带式布料器的输送方向,物料由所述第二滑板的出口输送至物料与第二带式布料器相对静止的位置所需距离为
物料由进入识别系统的位置输送至所述执行系统完成分选的位置所需时间为
所述第一带式布料器的长度大于
进一步地,所述第一滑板包括相互连接的第一直板和第一弧板;
所述第一弧板朝向所述第一带式布料器设置,且所述第一弧板朝向所述第一带式布料器的端部的切线方向与所述第一带式布料器的输送方向平行设置。
进一步地,所述第二滑板包括相互连接的第二直板和第二弧板;
所述第二弧板朝向所述第二带式布料器设置,且所述第二弧板朝向所述第二带式布料器的端部的切线方向与所述第二带式布料器的输送方向平行设置。
进一步地,所述第一滑板和所述第一带式布料器均为多个;
多个所述第一滑板和多个所述第一带式布料器一一对应设置,且多个所述第一滑板和多个所述第一带式布料器依次交替设置并形成依次向下的第一阶梯结构;
位于所述第一阶梯结构端部的所述第一带式布料器、所述第二滑板和所述第二带式布料器依次设置并形成依次向下的第二阶梯结构。
进一步地,所述第二滑板的进料端位于第一带式布料器出料端的物料抛出的运动轨迹上。
进一步地,所述物料智能分选设备还包括护罩、除尘系统;
所述护罩设在所述布料系统、所述识别系统和所述执行系统外侧;所述除尘系统设置在所述护罩外部,且所述除尘系统通过管道与所述护罩内部连通。
本发明的目的还在于提供一种物料智能分选方法,包括以下步骤:
步骤S1:在振动布料器上,将n层物料采用振动输送的方法,沿宽度A以速度V等宽均匀向前运动;
步骤S2:n层物料由振动布料器出口运动至第一滑板,由第一滑板加速并互相挤压后,逐渐形成单层部分叠压状态,以与第一带式布料器相对静止的状态,以速度V1随第一带式布料器移动至第一带式布料器的末端,使物料抛出第一带式布料器;其中V1/V等于n;
步骤S3:由第一带式布料器抛出的物料进入第二滑板,物料沿第二滑板滑下后,速度增加至V2切入第二带式布料器,速度改变导致物料之间的距离变大,当物料与第二带式布料器相对静止后,物料呈单层分散状态随第二带式布料器移动;
步骤S4:识别并分选第二带式布料器上的呈单层分散状态的物料。
进一步地,将步骤S1进行至少一次。
本发明提供的物料智能分选设备,物料由给料装置输送至第一滑板,物料以给料装置的输出速度呈多层状态进入第一滑板,经过第一滑板的加速、布料和变向,物料以中间速度水平切入第一带式布料器,其中部分物料以多层状态切入第一带式布料器,由于多层状态不稳定,在经过第一带式布料器的加速后,上方物料落入下方物料周围的空余位置,待翻滚的物料稳定后(翻滚的物料与第一带式布料器相对静止),翻滚的物料与未翻滚的物料之间有些许粘连叠压,物料呈单层部分叠压状态以第一带式布料器的速度抛出并切入第二滑板,物料经过第二滑板加速至最终速度,物料之间的距离变大且均匀,再经由第二滑板的变向,使物料以水平方向的速度切入第二带式布料器,由于物料与第二带式布料器的速度相差较小,故物料切入第二带式布料器稳定后,物料呈单层分散状态随第二带式布料器移动;识别系统和执行系统对呈单层分散状态的物料进行分选,能够具有较高的分选精度。该物料智能分选设备,能够在给料量较大时,降低布料系统的粘连叠压率,提高布料效果,进而提高物料智能分选设备的分选精度,从而能够在分选精度不变的情况下,增大物料智能分选设备处理量,能够在宽度相同的情况下处理更大的给料量,多级给料更加稳定,且距离更短,设备总体长度更短,皮带的利用率更高。
附图说明
为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
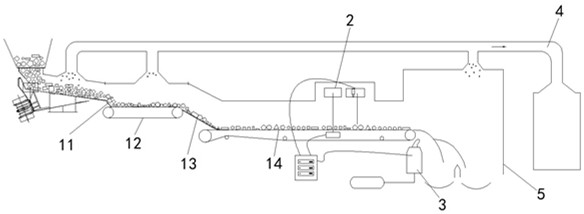
图1是本发明实施例提供的物料智能分选设备的平面图;
图2是本发明实施例提供的物料智能分选设备的结构示意图。
图标:1-布料系统;11-第一滑板;12-第一带式布料器;13-第二滑板;14-第二带式布料器;2-识别系统;3-执行系统;4-除尘系统;5-护罩。
具体实施方式
下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明提供了一种物料智能分选设备及方法,下面给出多个实施例对本发明提供的物料智能分选设备及方法进行详细描述。
本实施例提供的物料智能分选设备,如图1至图2所示,包括布料系统1、识别系统2和执行系统3;布料系统1用于将物料按预设值平铺;布料系统1包括振动布料器,第一滑板11、第二滑板13、第一带式布料器12和第二带式布料器14;第一滑板11、第一带式布料器12、第二滑板13和第二带式布料器14依次设置并形成阶梯状结构,第一滑板11与第一带式布料器12倾斜设置,第二滑板13分别与第一带式布料器12和第二带式布料器14倾斜设置,第一带式布料器12与第二带式布料器14平行设置,且第二带式布料器14位于第一带式布料器12下方;第一带式布料器12能够与第一带式布料器12上的物料相对静止,第二带式布料器14能够与第二带式布料器14上的物料相对静止;识别系统2用于获取待第二带式布料器14上的物料的物理性质信息和位置信息并发送至执行系统3;执行系统3用于将物料分离。
具体地,第一带式布料器12和第二带式布料器14水平设置,物料存放在料斗中,经由料斗进入给料装置,由料斗与给料装置之间的闸门开度控制料斗的给料量。在给料量较大时,由于给料装置的输出速度较低,给料装置出口的物料呈现多层状态,并以给料装置的输出速度呈多层状态进入第一滑板11。
物料在刚进入第一滑板11时,仍然呈现多层状态,经过第一滑板11的加速、布料和变向,物料以中间速度水平切入第一带式布料器12,第一带式布料器12以前端给料量恰好铺满或有稍微叠压的速度运行。由于不同形状的物料在第一滑板11上受到的摩擦力不同,不同形状的物料在滑出第一滑板11时,速度大小不同。
在第一带式布料器12的前端区域,一部分物料速度大于第一带式布料器12速度,该部分物料受到一个向后的摩擦力,物料有向前翻滚的趋势,甚至会翻滚;一部分物料速度小于第一带式布料器12速度时,物料受到一个向前的摩擦力,物料有向后翻滚的趋势,甚至会翻滚;一部分物料以多层状态进入第一带式布料器12,多层状态不稳定,在经过第一带式布料器12的加速后,上方物料由于物料驱向稳定状态的性质摊成单层,落入下方物料周围的空余位置;经过第一带式布料器12的布料后,物料以单层状态平铺在第一带式布料器12上,待翻滚的物料稳定后,第一带式布料器12的后端区域的物料以第一带式布料器12的速度匀速向前,翻滚的物料与其他物料之间有些许的粘连叠压。
物料以第一带式布料器12的速度在第一带式布料器12的末端位置抛出,轨迹为抛物线,由于不同物料平抛速度相同,故轨迹为同一条抛物线,第二滑板13安装在物料抛出轨迹上,物料以与第二滑板13相切的方向切入第二滑板13,经过第二滑板13的加速,第二滑板13末端位置的物料与第二滑板13前端位置的物料相比,物料速度较快,物料之间的距离变大且均匀,再经由第二滑板13的变向,使得物料以水平方向的速度切入第二带式布料器14;由于物料与第二带式布料器14的速度差较小,故物料切入第二带式布料器14后与第二带式布料器14以相同速度向前运动,物料之间保持一定的距离,完成布料。
物料呈单层分散状态随第二带式布料器14移动后,物料经过识别系统2,识别系统2通过算法确定物料是待分选物料还是非待分选物料,然后将待分选物料的物理性质和在第二带式布料器14上的相对位置信息输出给执行系统3。执行系统3接收到识别系统2传输的待分选物料的物理性质和在第二带式布料器14上的相对位置,将待分选物料移出第二带式布料器14系统放入单独的待分选物料通道(第一通道),其余非待分选物料按照原先的轨迹进入不分选物料通道(第二通道),实现分选。
物料呈单层分散状态随第二带式布料器14移动;识别系统2和执行系统3对呈单层分散状态的物料进行分选,能够具有较高的分选精度。该物料智能分选设备,能够在给料量较大时,降低布料系统1的粘连叠压率,提高布料效果,进而提高物料智能分选设备的分选精度,从而能够在分选精度不变的情况下,增大物料智能分选设备处理量,能够在宽度相同的情况下处理更大的给料量,多级给料更加稳定,且距离更短,设备总体长度更短,皮带的利用率较高。
使用第一带式布料器12和第二带式布料器14稳定物料,能够将不同大小和形状的物料在皮带上均能被加速至一个相同的速度;物料在皮带末端状态均为滑动平抛,且无滚动;不同大小和形状的物料抛出轨迹为同一条抛物线,能够在同一位置切入第二滑板13,减小翻滚的概率。
进一步地,第一带式布料器12的速度为
在布料系统1中,系统整体零件可以从第二带式布料器14开始设计。首先根据识别系统2和执行系统3能够适配的最大输送速度
进一步地,沿第一带式布料器12的输送方向,物料由第一滑板11的出口输送至物料与第一带式布料器12相对静止的位置所需距离为
具体地,物料从振动布料器输出时的速度较低,经过第一滑板11的加速和变向,物料以
物料经过识别系统2时,识别系统2需要通过算法确定物料是待分选物料还是非待分选物料,然后将待分选物料的物理性质和在第二带式布料器14上的相对位置信息输出给执行系统3。故经过识别系统2的物料需要相对第二带式布料器14静止。实验测得物料在第二带式布料器14上的稳定距离为
物料的物理性质和在第二带式布料器14上的相对位置信息由识别系统2发送到执行系统3需要传输时间,执行机构从接到信号到执行系统3运行也需要时间,故将物料由进入识别系统2的位置输送至执行系统3完成分选的位置所需时间记为
执行系统3接收到识别系统2传输的待分选物料的物理性质和在第二带式布料器14上的相对位置,物理性质决定着执行系统3的分选力,在第二带式布料器14上的相对位置决定着执行系统3的分选位置。执行系统3将待分选物料移出第二带式布料器14系统放入单独的待分选物料通道(第一通道),其余非待分选物料按照原先的轨迹进入不分选物料通道(第二通道),实现分选。
其中,识别系统2可以包括X射线源和X射线探测器;X射线源和X射线探测器分别设置在第二带式布料器14的两侧;执行系统3可以包括空气喷嘴,空气喷嘴设置在第二带式布料器14远离第二滑板13的一端,空气喷嘴呈阵列式布置。
根据现有实验结论,滑板长度越长,滑板出口处物料的速度差也越大,粘连叠压率也越高。
本实施例中,第一滑板11包括相互连接的第一直板和第一弧板;第一弧板朝向第一带式布料器12设置,且第一弧板朝向第一带式布料器12的端部的切线方向与第一带式布料器12的输送方向平行设置。
第一滑板11的长度可以根据第一滑板11入口和出口的速度设计,物料可通过第一滑板11水平切入第一带式布料器12。
第二滑板13包括相互连接的第二直板和第二弧板;第二弧板朝向第二带式布料器14设置,且第二弧板朝向第二带式布料器14的端部的切线方向与第二带式布料器14的输送方向平行设置。
第二滑板13的长度可以根据第二滑板13入口和出口的速度设计,物料可通过第二滑板13水平切入第二带式布料器14。
进一步地,第二滑板13的进料端位于第一带式布料器12出料端的物料抛出的运动轨迹上。
物料在第一带式布料器12的末端位置抛出,轨迹为抛物线,第二滑板13的进料端位于第一带式布料器12出料端的物料抛出的运动轨迹上,物料以与第二滑板13相切的方向切入第二滑板13。
其中,第一滑板11和第一带式布料器12可以为一个,也可以为多个。
第一滑板11和第一带式布料器12为一个时,物料经过第一滑板11和第一带式布料器12后切入第二滑板13。
在另一种实施方式中,第一滑板11和第一带式布料器12均为多个;多个第一滑板11和多个第一带式布料器12一一对应设置,且多个第一滑板11和多个第一带式布料器12依次交替设置并形成依次向下的第一阶梯结构;位于第一阶梯结构端部的所述第一带式布料器12、第二滑板13和第二带式布料器14依次设置并形成依次向下的第二阶梯结构。
物料经过多级第一滑板11和第一带式布料器12进行布料,能够在最终速度较大时,通过多级第一滑板11和第一带式布料器12,使物料逐渐加速至最终速度,提高物料智能分选设备的适用性能。
进一步地,物料智能分选设备还包括护罩5;护罩5罩设在布料系统1、识别系统2和执行系统3外侧,防止机械伤人保证安全。
进一步地,物料智能分选设备还包括除尘系统4;除尘系统4设置在护罩5外部,且除尘系统4通过管道与护罩5内部连通。
可以在容易产生灰尘的位置安装管道,实现物料智能分选设备内部的清洁,防止污染。
本实施例提供的物料智能分选设备,物料从振动布料器出来时的速度为0.4m/s,经过第一滑板11的加速和变向,使物料以大约2m/s的速度进入速度为2m/s的第一带式布料器12,经过第一带式布料器12的布料后,物料以单层状态平铺在第一带式布料器12上,物料在第一带式布料器12上的稳定距离小于2m,故第一带式布料器12长度设计为2m。
第二带式布料器14的速度设为3m/s,物料以2m/s的速度进入第二滑板13,经过第二滑板13的加速和变向,物料之间的距离变大且均匀,再经由第二滑板13的变向,物料以大约3m/s的速度水平切入第二带式布料器14,物料在第二带式布料器14上呈单层分散状态。
物料在第二带式布料器14上的稳定距离为300-400mm,故将识别系统2前端的第二带式布料器14设计为2m,物料进入识别系统2的位置与执行系统3完成分选的位置之间的距离为2m,故整第二带式布料器14的长度为4m。
在距离第二带式布料器14进口端2m的位置开始布置识别系统2,识别系统2由布置在第二带式布料器14上方的X射线源和位于第二带式布料器14下方的X射线探测器组成,物料经过识别系统2时,识别系统2通过精煤和矸石的物理性质来识别精煤和矸石,还将精煤和矸石在第二带式布料器14上的位置信息输出给执行系统3,执行系统3为朝向精煤和矸石运动轨迹的空气喷嘴,空气喷嘴呈阵列式布置,根据被执行对象的位置信息智能开启相应位置的空气喷嘴。
物料在第二带式布料器14上实现单层分散布料,物料前后左右与其他物料之间均有一定的间距。物料经过识别系统2,识别系统2识别出该物料属于矸石或者精煤,并将其位置信息输出给执行系统3,执行系统3判断该物料是否要喷吹,如果需要喷吹,需要开启一个或多个空气喷嘴将被执行对象吹入较远的溜槽中,未被执行的对象平抛入较近的溜槽内,实现煤矸的分选。
本实施例提供的物料智能分选方法,在大给料量的前提下,均匀单层布料且不相互叠压,包括以下步骤:
步骤S1:在振动布料器上,将n层物料Q采用振动输送的方法,沿宽度A以速度V等宽均匀向前运动;该速度设计约为0.4m/s向前运动,该步骤实现了等宽均匀布料。
步骤S2:n层物料由振动布料器出口运动至第一滑板,由第一滑板加速并互相挤压后,速度V1为2m/s,逐渐形成单层部分叠压状态,以与第一带式布料器相对静止的状态,以速度V1随第一带式布料器移动至第一带式布料器的末端,使物料抛出第一带式布料器;
将n层H厚的物料加速到V1约2m/s的速度,并给入到第一带式布料器,只要n小于V1/V,从理论上物料在滑板上受重力及相互挤压力双重作用下,会沿单层分布在第一带式布料器上。在振动布料器上给料层数越趋近V1/V,物块在第一带式布料器上的铺满率越接近100%,但由于散状物料一般形状差异性大,如矿物形状为不规则体,且受到相互挤压力的作用,物块局部将存在叠压现象。
步骤S3:由第一带式布料器抛出的物料进入第二滑板,物料沿第二滑板滑下后,速度增加至V2切入第二带式布料器,速度改变导致物料之间的距离变大,当物料与第二带式布料器相对静止后,物料呈单层分散状态随第二带式布料器移动;
通过第二滑板,将单层局部相互叠压的物料从V1加速到V2,约3m/s的速度,并给入到第二带式布料器,由于物块速度被提高了1.0m/s所以局部叠压将按物块前后顺序拉开距离,又由于V2-V1约等于1.0m/s,速度差不大,所以不会产生翻滚而在次叠压,所以通过步骤S3将物块的叠压拆解。
这样通过S1~S3三步实现了散状块物料在大给料量的前提下,均匀单层布料且不相互叠压,该方法最大铺满率可达到66.67%,远超过常规布料方法25%左右的铺满率。也就是在叠加率差不多的前提下,通过该布料方法可提高智能干选机的处理能力最大约2.5倍。
步骤S4:识别并分选第二带式布料器上的呈单层分散状态的物料。
具体地,物料由给料装置输送至第一滑板11,物料以给料装置的输出速度呈多层状态进入第一滑板11,经过第一滑板11的加速、布料和变向,物料以中间速度水平切入第一带式布料器12,其中部分物料以多层状态切入第一带式布料器12,由于多层状态不稳定,在经过第一带式布料器12的加速后,上方物料落入下方物料周围的空余位置,待翻滚的物料稳定后(翻滚的物料与第一带式布料器12相对静止),翻滚的物料与未翻滚的物料之间有些许粘连叠压,物料呈单层部分叠压状态以第一带式布料器12的速度抛出并切入第二滑板13,物料经过第二滑板13加速至最终速度,物料之间的距离变大且均匀,再经由第二滑板13的变向,使物料以水平方向的速度切入第二带式布料器14,由于物料与第二带式布料器14的速度相差较小,故物料切入第二带式布料器14稳定后,物料呈单层分散状态随第二带式布料器14移动;识别系统2和执行系统3对呈单层分散状态的物料进行分选,能够具有较高的分选精度。该物料智能分选设备,能够在给料量较大时,降低布料系统1的粘连叠压率,提高布料效果,进而提高物料智能分选设备的分选精度,从而能够在分选精度不变的情况下,增大物料智能分选设备处理量。
其中,步骤S1可以进行一次,也可以进行多次。
步骤S1进行多次时,物料经过多级第一滑板11和第一带式布料器12进行布料,具体地,物料经过第一级第一滑板11和第一带式布料器12进行布料后,再进入下一级第一滑板11和第一带式布料器12进行布料,直至物料经过最后一级第一滑板11和第一带式布料器12进行布料后,物料由最后一级的第一带式布料器12抛出的物料进入第二滑板13。
能够在最终速度较大时,通过多级第一滑板11和第一带式布料器12,使物料逐渐加速至最终速度,提高物料分选的适用性能。
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
- 一种用于物料分选设备的探测装置、物料分选设备及方法
- 物料智能分选设备及方法