层叠线圈部件以及设计方法
文献发布时间:2023-06-19 11:39:06
技术领域
本发明涉及层叠线圈部件及其设计方法。
背景技术
由于近年来的电子设备的大电流化的趋势,要求层叠线圈部件具有较高的额定电流。作为以往的层叠线圈部件,例如,已知有具备坯体以及设置于该坯体内的线圈的层叠线圈部件(专利文献1)。专利文献1中公开的层叠线圈部件通过以下步骤制造,即:在构成坯体的磁性体层上形成厚度30μm左右的线圈导体层而获得线圈导体印刷片材,将多枚该片材压接并烧制。
专利文献1:日本特开2019-47015号公报
根据本发明者们的研究,发现若在层叠线圈部件中流过大电流,则存在外部电极中的电镀成分、特别是Ni扩散至焊料,而接合可靠性降低的担忧。
发明内容
本公开的目的在于提供即使在流过大电流的情况下也较高地维持接合可靠性的层叠线圈部件,以及提供该层叠线圈部件的设计方法。
本公开包括以下方式。
[1]一种层叠线圈部件,包括:
绝缘体部;
线圈,埋设于上述绝缘体部,由多个线圈导体层电连接而成;以及
外部电极,设置于上述绝缘体部的表面,与上述线圈电连接,
上述线圈导体层中的至少一个线圈导体层包括引出部以及卷绕部,该线圈导体层通过该引出部与外部电极连接,
从上述绝缘体部露出的上述引出部的露出部的面积S为0.018mm
[2]根据上述[1]所述的层叠线圈部件,其中,上述面积S为0.020mm
[3]根据上述[1]或者[2]所述的层叠线圈部件,其中,上述面积S为0.032mm
[4]根据上述[1]~[3]中的任意一项所述的层叠线圈部件,其中,上述引出部的厚度比上述卷绕部的厚度厚。
[5]根据上述[1]~[4]中的任意一项所述的层叠线圈部件,其中,上述引出部的厚度与上述卷绕部的厚度之比为1.1以上且2.0以下。
[6]一种设计方法,是层叠线圈部件的设计方法,上述层叠线圈部件包括:
绝缘体部;
线圈,埋设于上述绝缘体部,由多个线圈导体层电连接而成;以及
外部电极,设置于上述绝缘体部的表面,与上述线圈电连接,
上述线圈导体层中的至少一个线圈导体层包括引出部以及卷绕部,该线圈导体层通过该引出部与外部电极连接,
上述设计方法包括:
决定上述层叠线圈部件的额定电流(I)的步骤;以及
决定从上述绝缘体部露出的上述引出部的露出部的面积(S)以使上述额定电流(I)与上述面积(S)之比(I/S)为210A/mm
根据本公开,能够提供能够通电大电流且接合可靠性较高的层叠线圈部件。另外,根据本公开,能够提供接合可靠性较高的层叠线圈部件。
附图说明
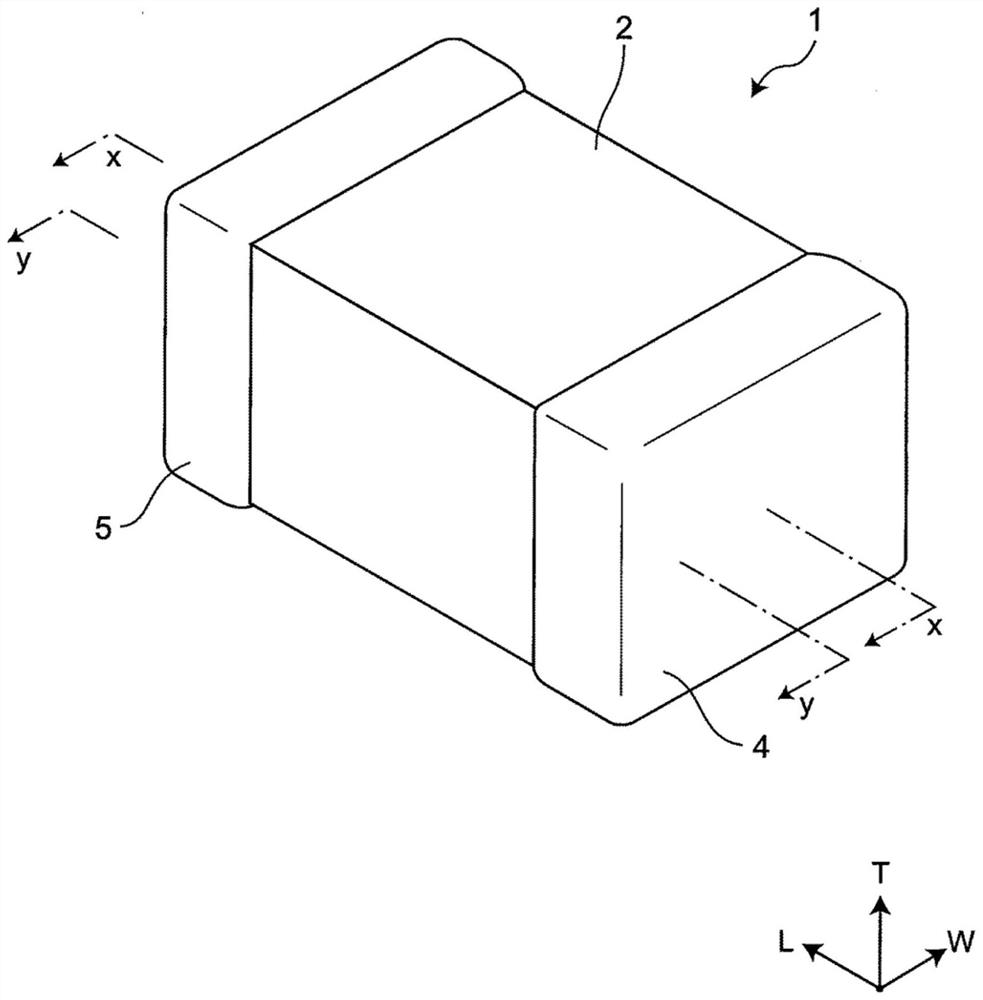
图1是示意性地表示本公开的层叠线圈部件1的立体图。
图2是表示图1所示的层叠线圈部件1的沿x-x的切剖面的剖视图。
图3是表示图1所示的层叠线圈部件1的沿y-y的切剖面的剖视图。
图4是从层叠方向观察层叠线圈部件1的线圈导体层15a所存在的层的俯视图。
图5的(a)~(q)是用于对图1所示的层叠线圈部件1的制造方法进行说明的图。
图6是图5的(e)的线圈导体部分的截面的放大图。
附图标记说明:1…层叠线圈部件;2…坯体;4、5…外部电极;6…绝缘体部;7…线圈;11…第一绝缘体层;12…第二绝缘体层;15…线圈导体层;16…连接导体;17…卷绕部;18…引出部;19…露出部;21…空隙部;31…第一铁氧体膏层;32…树脂膏层;33…导电性膏层;34…第二铁氧体膏层;37…引出导体附加层;41…第一铁氧体膏层;42…孔;43…连接导体膏层;44…树脂膏层;45…导电性膏层;46…第二铁氧体膏层;55…导电性膏层;56…第二铁氧体膏层;61…第一铁氧体膏层;63…连接导体膏层;64…树脂膏层;65…导电性膏层;67…引出导体附加层;71…第一铁氧体膏层。
具体实施方式
以下,参照附图对本公开详细地进行说明。但是,本实施方式的层叠线圈部件以及各构件的形状以及配置等不限定于图示的例子。
图1示出本实施方式的层叠线圈部件1的立体图,图2示出x-x剖视图,图3示出y-y剖视图。但是,下述实施方式的层叠线圈部件以及各构件的形状以及配置等不限定于图示的例子。
如图1~图3所示,本实施方式的层叠线圈部件1是具有大致长方体形状的层叠线圈部件。在层叠线圈部件1中,将垂直于图1的L轴的面称为“端面”,将垂直于W轴的面称为“侧面”,将垂直于T轴的面称为“上表面”以及“下表面”。层叠线圈部件1概略而言包括坯体2和设置于该坯体2的两端面的外部电极4、5。坯体2包括绝缘体部6和埋设于该绝缘体部6的线圈7。该绝缘体部6具有第一绝缘体层11以及第二绝缘体层12。通过线圈导体层15被贯通第一绝缘体层11的连接导体16连接为螺旋状,从而构成上述线圈7。线圈导体层15中的位于最下层以及最上层的线圈导体层15a、15f分别具有引出部18a、18f。引出部18a、18f从坯体2的端面露出。线圈7通过上述引出部18a、18f的露出部19a、19f与外部电极4、5连接。在上述绝缘体部6与上述线圈导体层15的主面(在图2以及图3中为下方主面)之间,即在第一绝缘体层11与线圈导体层15之间设置有空隙部21。
以下对上述的本实施方式的层叠线圈部件1进行说明。在本实施方式中,针对绝缘体部6由铁氧体材料形成的方式进行说明。
在本实施方式的层叠线圈部件1中,坯体2由绝缘体部6与线圈7构成。
上述绝缘体部6可以包括第一绝缘体层11以及第二绝缘体层12。
上述第一绝缘体层11设置于在层叠方向上相邻的线圈导体层15之间、以及线圈导体层15与坯体的上表面或者下表面之间。
上述第二绝缘体层12设置于线圈导体层15的周围,使得线圈导体层15的上表面(在图2以及图3中为上侧的主面)露出。换言之,第二绝缘体层12形成与线圈导体层15在层叠方向上处于相同的高度的层。例如,在图2中,第二绝缘体层12a与线圈导体层15a在层叠方向上位于相同的高度。
即,在本公开的层叠线圈部件中,可以说上述绝缘体部是层叠第一绝缘体层以及第二绝缘体层而成的层叠体,上述线圈导体层设置于上述第一绝缘体层上,上述第二绝缘体层在上述第一绝缘体层上与上述线圈导体层相邻地设置。
上述线圈导体层15之间的第一绝缘体层11的厚度可以优选为5μm以上且100μm以下,更优选为10μm以上且40μm以下,进一步优选为16μm以上且30μm以下。通将该厚度设为5μm以上,能够更可靠地确保线圈导体层间的绝缘性。另外,通过将该厚度设为100μm以下,能够获得更优异的电气特性。
在一个方式中,第二绝缘体层12也可以设置成其一部分搭在线圈导体层15的外缘部分上。换言之,第二绝缘体层12也可以设置成覆盖线圈导体层15的外缘部分。即,在从上表面侧俯视相互相邻的线圈导体层15以及第二绝缘体层12的情况下,第二绝缘体层12可以与线圈导体层15的外缘相比存在靠内侧。
上述第一绝缘体层11以及第二绝缘体层12也可以在坯体2中一体化。该情况下,能够认为第一绝缘体层11存在于线圈导体层之间,第二绝缘体层12存在于与线圈导体层15相同的高度。
上述绝缘体部6优选由磁性体构成,进一步优选由烧结铁氧体构成。上述烧结铁氧体至少包含Fe、Ni以及Zn作为主要成分。烧结铁氧体也可以进一步包含Cu。
上述第一绝缘体层11以及上述第二绝缘体层12可以是相同的组成,也可以是不同的组成。在优选的方式中,上述第一绝缘体层11以及上述第二绝缘体层12是相同的组成。
在一个方式中,上述烧结铁氧体至少包含Fe、Ni、Zn以及Cu作为主要成分。
在上述烧结铁氧体中,Fe含量换算为Fe
在上述烧结铁氧体中,Zn含量换算为ZnO,可以优选为5.0摩尔%以上且35.0摩尔%以下(主要成分合计基准,以下也相同),更优选为10.0摩尔%以上且30.0摩尔%以下。
在上述烧结铁氧体中,Cu含量换算为CuO,优选为4.0摩尔%以上且12.0摩尔%以下(主要成分合计基准,以下也相同),更优选为7.0摩尔%以上且10.0摩尔%以下。
在上述烧结铁氧体中,Ni含量不特别地限定,可以设为上述的其他的主要成分亦即Fe、Zn以及Cu的剩余部分。
在一个方式中,对于上述烧结铁氧体而言,Fe换算为Fe
在本公开中,上述烧结铁氧体也可以还包含添加成分。作为烧结铁氧体中的添加成分,例如可列举Mn、Co、Sn、Bi、Si等,但不限定于此。优选相对于主要成分(Fe(Fe
如上述那样,通过线圈导体层15相互电连接为螺旋状,从而构成上述线圈7。在层叠方向上相互相邻的线圈导体层15通过贯通绝缘体部6(具体而言,第一绝缘体层11)的连接导体16连接。在本实施方式中,关于线圈导体层15,从下表面侧起按顺序设为线圈导体层15a~15f。
如图4所示,上述线圈导体层15a、15f分别具有卷绕部17a、17f以及引出部18a、18f。引出部18a、18f位于线圈导体层的末端,从坯体2的端面露出,在该露出部19a、19f与外部电极4、5连接。
从上述绝缘体部露出的上述引出部的露出部的面积S可以为0.018mm
上述露出部的面积S能够如以下那样测定。
将样品的周围通过树脂固定使得WT面露出,对层叠线圈部件例如通过研磨机在L方向上研磨20~50μm左右直至外部电极消失。在研磨后进行离子铣削处理,通过数字显微镜观察露出的引出部,求出露出部的面积。
在优选的方式中,引出部18的主面与坯体2的端面所成的角度可以为45°以上,优选为60°以上,更优选为75°以上,进一步优选为85°以上,特别优选为90°。例如,在该角度为90°的情况下,引出部相对于坯体的端面垂直地设置,上述面积S等于引出部的截面积。在此,“引出部的主面与坯体的端面所成的角度”是指两面所成的角度中的90°以下的角度。
构成线圈导体层15的材料不特别地限定,但例如可列举Au、Ag、Cu、Pd、Ni等。构成上述线圈导体层15的材料优选为Ag或者Cu,更优选为Ag。导电性材料也可以为1种,也可以为2种以上。
上述线圈导体层15的卷绕部中的厚度(即,引出部以外的部分中的厚度)可以优选为15μm以上且70μm以下,更优选为20μm以上且60μm以下,进一步优选为25μm以上且50μm以下。通过增大线圈导体层的厚度,从而层叠线圈部件的电阻值变小。在此,线圈导体层的厚度是指沿层叠方向的线圈导体层的厚度。
上述线圈导体层15的引出部也可以具有厚度较厚的区域(以下称为“厚壁部”)和厚度较薄的区域(以下称为“薄壁部”)。上述的较厚的区域位于该引出部所连接的外部电极侧。即,线圈导体层15a的引出部18a具有薄壁部18a1以及厚壁部18a2,该厚壁部18a2位于比薄壁部18a1靠外部电极4侧。另外,线圈导体层15f的引出部18f具有薄壁部18f1以及厚壁部18f2,该厚壁部18f2位于比薄壁部18f1靠外部电极5侧。通过设为这样的结构,从而在外部电极与引出部的连接部中密封性提高。
上述薄壁部的厚度可以优选为15μm以上且70μm以下,更优选为20μm以上且60μm以下,进一步优选为25μm以上且50μm以下。通过增大薄壁部的厚度,从而线圈的电阻值变得更小。
上述厚壁部的厚度与上述薄壁部的厚度之比(厚壁部的厚度/薄壁部的厚度)优选为1.05以上且2.00以下,更优选为1.10以上且1.80以下,更优选为1.20以上且1.70以下,进一步优选为1.25以上且1.65以下。通过将上述厚壁部的厚度与薄壁部的厚度之比设为上述的范围,从而在引出部的线圈导体与绝缘体部之间难以产生缝隙,引出部的线圈导体与绝缘体部之间的紧贴性提高。
在一个方式中,上述引出部的厚度比上述卷绕部的厚度厚。通过使引出部的厚度比卷绕部的厚度厚,从而即使在流过相当于层叠线圈部件的额定电流的电流的情况下,也能够抑制外部电极中的成分、特别是Ni向焊料的扩散,从而接合可靠性更加提高。在此,关于引出部的厚度,在引出部具有上述厚壁部和上述薄壁部的情况下,设为厚壁部的厚度。
在优选的方式中,上述引出部的厚度与上述卷绕部的厚度之比优选为1.05以上且2.00以下,更优选为1.10以上且1.80以下,更优选为1.20以上且1.70以下,进一步优选为1.25以上且1.65以下。通过将上述引出部的厚度与上述卷绕部的厚度之比设为2.0以下,能够抑制厚度的差导致的裂缝的产生。
上述线圈导体层的厚度能够如以下那样测定。
在将芯片的LT面朝向研磨纸的状态下进行研磨,在线圈导体层的W尺寸中央部停止研磨。之后,通过显微镜进行观察。通过附属于显微镜的测定功能测定线圈导体层的L尺寸中央部的厚度。
上述连接导体16设置成贯通第一绝缘体层11。构成连接导体的材料可以是关于上述线圈导体层15已记载的材料。构成连接导体16的材料与构成线圈导体层15的材料可以相同也可以不同。在优选的方式中,构成连接导体16的材料与构成线圈导体层15的材料相同。在优选的方式中,构成连接导体的材料为Ag。
上述空隙部21作为所谓的应力缓和空间发挥功能。
空隙部21的厚度优选为1μm以上且30μm以下,更优选为5μm以上且15μm以下。通过将空隙部21的厚度设为上述的范围,能够更加缓和内部应力,能够更加抑制裂缝的产生。
上述空隙部的厚度能够如以下那样测定。
在将芯片的LT面朝向研磨纸的状态下进行研磨,在线圈导体层的W尺寸中央部停止研磨。之后,通过显微镜进行观察。通过附属于显微镜的测定功能测定位于线圈导体层的L尺寸中央部的空隙的厚度。
在一个方式中,在垂直于线圈的卷绕方向的截面中,上述空隙部21的宽度比线圈导体层15的宽度大。即,设置成从线圈导体层的两端向远离线圈导体层的方向延伸。
在一个方式中,卷绕部17中的空隙部21的一个主面与绝缘体部接触,其他的部分与上述线圈导体层15接触。空隙部21的一个主面与第一绝缘体层11接触,其他的面与线圈导体层15接触。换言之,位于第一绝缘体层11上的空隙部21被线圈导体层15覆盖。
在优选的方式中,如图2以及图3所示,在从层叠方向俯视层叠线圈部件时,在层叠方向上与引出部相邻的线圈导体部分中的空隙部位于上述线圈导体层的内侧,在垂直于线圈的卷绕方向的截面中,该部分以外的空隙部的宽度比线圈导体层的宽度大。
外部电极4、5设置成覆盖坯体2的两端面。上述外部电极由导电性材料构成,优选由从Au、Ag、Pd、Ni、Sn以及Cu中选择的1种或者其以上的金属材料构成。
上述外部电极可以为单层,也可以为多层。在一个方式中,上述外部电极为多层,优选为2层以上且4层以下,例如可以为3层。
在一个方式中,外部电极为多层,可以包含以下层:包含Ag或者Pd的层、包含Ni的层、或者包含Sn的层。在优选的方式中,上述外部电极由包含Ag或者Pd的层、包含Ni的层、以及包含Sn的层构成。优选从线圈导体层侧起按包含Ag或者Pd优选包含Ag的层、包含Ni的层、包含Sn的层的顺序设置上述的各层。优选上述包含Ag或者Pd的层是将Ag膏或者Pd膏烧结而成的层,上述包含Ni的层以及包含Sn的层可以是电镀层。
对于本公开的层叠线圈部件而言,额定电流I(A)与上述露出部的面积S(mm
本公开的层叠线圈部件优选长度为0.4mm以上且3.2mm以下,宽度为0.2mm以上且2.5mm以下,高度为0.2mm以上且2.0mm以下,更优选长度为0.6mm以上且2.0mm以下,宽度为0.3mm以上且1.3mm以下,高度为0.3mm以上且1.0mm以下。
以下对上述的本实施方式的层叠线圈部件1的制造方法进行说明。在本实施方式中,针对绝缘体部6由铁氧体材料形成的方式进行说明。
(1)铁氧体膏的调制
首先,准备铁氧体材料。铁氧体材料包含Fe、Zn以及Ni作为主要成分,根据希望进一步包含Cu。通常,上述铁氧体材料的主要成分实质上由Fe、Zn、Ni以及Cu的氧化物(理想下为Fe
作为铁氧体材料,将Fe
在上述铁氧体材料中,Fe含量换算为Fe
在上述铁氧体材料中,Zn含量换算为ZnO可以优选为5.0摩尔%以上且35.0摩尔%以下(主要成分合计基准,以下也相同),更优选为10.0摩尔%以上且30.0摩尔%以下。
在上述铁氧体材料中,Cu含量换算为CuO可以优选为4.0摩尔%以上且12.0摩尔%以下(主要成分合计基准,以下也相同),更优选为7.0摩尔%以上且10.0摩尔%以下。
在上述铁氧体材料中,Ni含量不特别地限定,但可以设为上述的其他的主要成分亦即Fe、Zn以及Cu的剩余部分。
在一个方式中,对于上述铁氧体材料而言,Fe换算为Fe
在本公开中,上述铁氧体材料也可以进一步包含添加成分。作为铁氧体材料中的添加成分,例如可列举Mn、Co、Sn、Bi、Si等,但不限定于此。优选相对于主要成分(Fe(Fe
此外,可以认为烧结铁氧体中的Fe含量(Fe
(2)线圈导体用导电性膏的调制
首先,准备导电性材料。作为导电性材料,例如可列举Au、Ag、Cu、Pd、Ni等,优选Ag或者Cu,更优选Ag。能够通过以下步骤制作线圈导体用导电性膏,即,称量规定量的导电性材料的粉末,在与规定量的溶剂(丁子香酚等)、树脂(乙基纤维素等)、以及分散剂通过行星式混合器等混炼后,通过三辊研磨机等分散。
(3)树脂膏的调制
调制用于制作上述层叠线圈部件1的空隙部的树脂膏。能够通过使溶剂(异佛尔酮等)中含有在烧制时消失的树脂(丙烯酸树脂等)来制作该树脂膏。
(4)层叠线圈部件的制作
(4-1)坯体的制作
首先,在金属板上层叠热剥离片材以及PET(聚对苯二甲酸乙二醇酯)薄膜(未图示),并将铁氧体膏印刷规定次数,形成成为外观的第一铁氧体膏层31(图5的(a))。该层对应于第一绝缘体层11。
接下来,在形成空隙部21a的部位印刷上述树脂膏,形成树脂膏层32(图5的(b))。
接下来,在形成引出部18的部位且上述树脂膏层32与端面之间印刷上述导电性膏,形成引出导体附加层37(图5的(c))。该引出导体附加层对应于上述的引出部18的厚壁部。
接下来,在形成线圈导体层15a的部位整体印刷上述导电性膏,形成导电性膏层33(图5的(d))。
接下来,在未形成导电性膏层33的区域印刷上述铁氧体膏,形成第二铁氧体膏层34(图5的(e))。第二铁氧体膏层34优选设置成覆盖上述导电性膏层33的外缘部(图6)。该层对应于第二绝缘体层12。
接下来,在形成连接在层叠方向上相邻的线圈导体层的连接导体的部位以外的区域印刷铁氧体膏,形成第一铁氧体膏层41(图5的(f))。该层对应于第一绝缘体层11。形成上述连接导体的部位成为孔42。
接下来,在上述的孔42中印刷导电性膏来形成连接导体膏层43(图5的(g))。
接着,适当地重复与上述的图5的(b)~(g)的工序相同的工序来形成图2以及图3所示的各层(图5的(h)~(p)等),最后,将铁氧体膏印刷规定次数,形成成为外观的第一铁氧体膏层71(图5的(q))。该层对应于第一绝缘体层11。
接下来,通过在保持安装在金属板上的状态下进行压接后,进行冷却,按照金属板、PET薄膜的顺序进行剥离,从而获得元件的集合体(未烧制层叠体块)。通过切割机等将该未烧制层叠体块切断来单片化为各坯体。
通过对获得到的未烧制的坯体进行滚研处理,从而削去坯体的角而形成圆角。此外,滚研处理可以对未烧制的层叠体进行,也可以对烧制后的层叠体进行。另外,滚研处理可以为干式或者湿式中的任意一种。滚研处理可以为使元件彼此互相研磨的方法,也可以为与介质一同进行滚研处理的方法。
滚研处理后,例如在910℃以上且935℃以下的温度下对未烧制坯体进行烧制,获得层叠线圈部件1的坯体2。通过烧制,树脂膏层消失,形成空隙部21。
(4-2)外部电极的形成
接下来,在坯体2的端面涂覆包含Ag以及玻璃的外部电极形成用Ag膏,并进行烧结,从而形成基底电极。接下来,通过电镀在基底电极上依次形成Ni覆盖膜、Sn覆盖膜,由此形成外部电极,获得图1所示那样的层叠线圈部件1。
以上,对本发明的一个实施方式进行了说明,但本实施方式能够进行各种改变。
例如,也可以在上述中,准备与各绝缘层对应的铁氧体片材,对该片材进行印刷形成线圈图案,将它们压接而获得元件。
通过上述的本公开的方法制造出的层叠线圈部件能够通电大电流,并且接合可靠性较高。
本公开提供能够通电大电流并且接合可靠性较高的层叠线圈部件的设计方法。具体而言,本公开提供一种设计方法,是层叠线圈部件的设计方法,上述层叠线圈部件包括:
绝缘体部;
线圈,埋设于上述绝缘体部,由多个线圈导体层电连接而成;以及
外部电极,设置于上述绝缘体部的表面,与上述线圈电连接,
上述线圈导体层中的至少一个线圈导体层包括引出部以及卷绕部,该线圈导体层通过该引出部与外部电极连接,
上述设计方法包括:
决定上述层叠线圈部件的额定电流(I)的步骤;以及
决定从上述绝缘体部露出的上述引出部的露出部的面积(S)以使上述额定电流(I)与上述面积(S)之比(I/S)为210A/mm
根据本公开的设计方法,能够容易地设计能够通电大电流且接合可靠性较高的层叠线圈部件。
上述额定电流(I)与从上述绝缘体部露出的上述引出部的露出部的面积(S)之比(I/S)换言之是引出部的露出部中的每单位面积(mm
以下,列举实施例对本发明进行说明,但本发明并不仅限于该实施例。
实施例
·铁氧体膏的调制
称量Fe
·线圈导体用导电性膏的调制
通过以下步骤制作了线圈导体用导电性膏,即,准备规定量的银粉末作为导电性材料,在与丁子香酚、乙基纤维素以及分散剂通过行星式混合器混炼后,通过三辊研磨机分散。
·树脂膏的调制
通过向异佛尔酮混合丙烯酸树脂,制作了树脂膏。
·层叠线圈部件的制作
使用上述的铁氧体膏、导电性膏以及树脂膏,根据图5所示的次序制作了未烧制的层叠体块。此时,通过调整引出导体附加层的厚度,形成了具有表1所示的截面积(即露出部的面积S)的引出部。此外,在表1中标记了*的样品编号1的面积S为0.016mm
接下来,通过切割机等将层叠体块切断而单片化为元件。通过对获得到的元件进行滚研处理,从而削去元件的角,形成圆角。在滚研处理后,在920℃的温度下烧制元件,获得了坯体。
接下来,在坯体的端面涂覆包含Ag以及玻璃的外部电极形成用Ag膏,并进行烧结,从而形成了基底电极。接下来,通过电镀在基底电极上依次形成Ni覆盖膜、Sn覆盖膜,由此形成外部电极,获得了层叠线圈部件。
根据上述而获得到的层叠线圈部件均为L(长度)=1.6mm,W(宽度)=0.8mm,T(高度)=0.8mm。
(评价)耐湿负荷寿命试验
将上述制作出的样品(层叠线圈部件)通过焊料安装于基板(环氧基板),在85℃、85%RH的条件下,分别通电3.7A、4.0A、4.5A的电流,在经过3000小时的阶段,保持通过焊料接合的状态而取出样品。针对试验后的样品,将样品的周围通过树脂固定使得LT面露出,通过研磨机在W方向上进行研磨直至W方向的大致中央部露出为止,在研磨后进行离子铣削处理。通过波长分散型X射线分析法(装置:日本电子株式会社制JXA-8530F)对研磨后的外部电极的截面以Ni为分析对象进行了映射分析(mapping)。针对各样品进行各一个分析,将不存在外部电极的Ni覆盖膜扩散而消失的部位的样品设为“○”,将存在消失的部位的样品设为“×”。结果在下述表1中示出。
[表1]
根据上述的结果,确认了通过将面积S设为0.018mm
本公开的层叠线圈部件可以作为电感器等广泛地用于各种用途。
- 层叠线圈部件的制造方法以及层叠线圈部件
- 层叠线圈部件以及层叠线圈部件的检查系统