一种提高铸轧辊辊套硬度及均匀性的热处理方法
文献发布时间:2023-06-19 12:08:44
技术领域
本发明涉及机械零件热处理技术领域,特别涉及一种提高铸轧辊辊套硬度及均匀性的热处理方法。
背景技术
铸轧板铝液经过铸嘴进入两根铸轧辊,经过铸造、轧制而成,铸轧板作为冷轧板带箔的原材料,板面及板型的高低都决定了后序产品质量,辊套硬度及均匀性是铸轧板板型和铸轧板产量的决定性因素。辊套使用过程中,疲劳裂纹产生的晚即提高了轧板的产量,减少了轧辊车、磨加工的次数。
发明内容
发明目的:本发明的目的是提供一种提高铸轧辊辊套硬度及均匀性的热处理方法,提高铸轧辊辊套硬度,同时控制辊套硬度最大值及最小值之差在HB10以内。
技术方案:本发明所述的一种提高铸轧辊辊套硬度及均匀性的热处理方法,具体包括以下步骤:
S1:调整辊套锻件选用的材质化学成分,辊套锻件的材质化学成分及质量百分比为:C:在0.27-0.37之间,Si:在0.2-0.4之间,Mn:在0.2-0.5之间,P:小于0.025,S:小于0.025,Ni:小于0.25,Cr:在2.7-3.2之间,Cu:小于0.25,Mo:在0.8到1.1之间,V:在0.15到0.2之间;
S2:对辊套锻件按照JB/T5000.15-2007检测Ⅱ级的标准进行超声波检测;
S3:对辊套锻件粗加工后进行探伤,确认是否探伤合格;
S4:对辊套锻件进行第一次淬火,第一次淬火采用水淬,将辊套锻件放置在井式电阻炉内,由室温加热到400℃后保温1小时,然后继续升温至900-910℃,保温4小时后吊至水池中淬火6-8分钟,最后冷却5分钟;
S5:对辊套锻件进行第二次淬火,第二次淬火采用水淬油冷,将辊套锻件放置在井式电阻炉内加热至350℃,保温1小时后升温至650℃,继续保温1小时后升温至900℃,保温4小时后吊至水池中淬火6-8分钟,最后移至油池中冷却5分钟;
S6:对辊套锻件进行第一次回火,将辊套锻件放置在井式电阻炉内加热至300℃,保温1小时后加热到550℃,保温10小时后随炉冷却8-10小时;
S7:对辊套锻件进行第二次回火,将辊套锻件放置在井式电阻炉内由室温加热到300℃,保温1小时后加热到555℃,保温20小时后,电阻炉断电,辊套随炉冷却到不高于250℃时出炉,完成整个处理流程。
作为优选,所述S4中辊套锻件由400℃升温至900-910℃时,以80℃/h的升温梯度进行升温。
作为优选,所述S5中辊套锻件由350℃升温至650℃时,以60℃/h的升温梯度进行升温;由650℃升温至900℃时,以80℃/h的升温梯度进行升温。
作为优选,所述S6中辊套锻件由300℃升温至555℃时,以70℃/h的升温梯度进行升温。
作为优选,所述S7中辊套锻件由300℃升温至550℃时,以70℃/h的升温梯度进行升温。
作为优选,所述辊套锻件在井式电阻炉内加热升温时采用热电阻进行测温监控。
作为优选,所述辊套锻件在第一次淬火完毕后以及第二次淬火完毕后均采用红外线测温仪测温监控。
有益效果:本发明提供的对轧辊辊套的热处理方法能够有效的提高辊套硬度,抗开裂性好,抗热疲劳性也比现有辊套有较高的提升。
附图说明
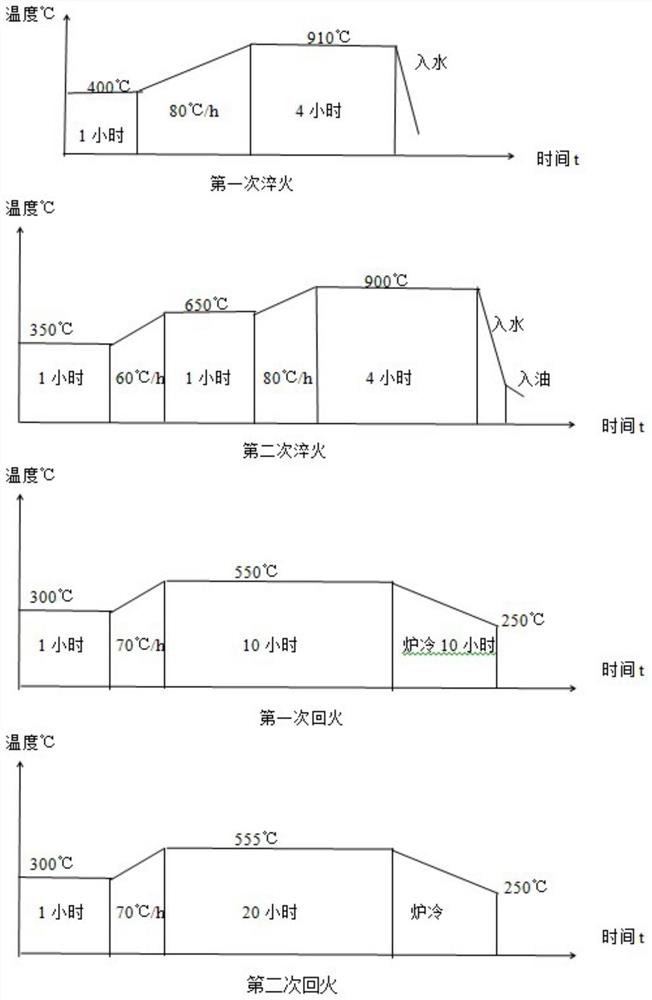
图1是本发明中两次淬火两次回火的时间温度变化图。
具体实施方式
下面结合具体实施例对本发明做进一步的阐述。
实施例一:
选用尺寸为φ1200*1040*2300的辊套,化学成分如下表所示,单位为百分比:
对辊套进行粗加工后,尺寸为φ1220*φ1010*2315,对辊套进行探伤。
辊套探伤合格后进行第一次淬火,将辊套锻件放置在井式电阻炉内,井式电阻炉内设置辊套热电阻进行温度监控,辊套锻件由室温加热到400℃保温1小时,再以80℃/h加热到910℃保温4小时,水淬7.5分钟,出水后采用红外线测温仪测温,此时辊套表面温度137℃。
对辊套进行第二次淬火,将辊套装入井式电阻炉,由室温加热到350℃保温1小时,再以60℃/h加热至650℃保温1小时,然后以80℃/h加热至900℃后保温4小时后放入水中,时间7.5分钟,辊套出水表面温度127℃,放置进机油池冷却5分钟,出油后辊套表面温度110℃。
对辊套进行第一次回火,辊套由室温加热到300℃保温1小时,以70℃/h加热到550℃保温10小时,炉内冷却8小时,出炉温度250℃。
对辊套进行第二次回火,辊套由室温加热至300℃,再以70℃/h加热到555℃保温20小时,炉冷10小时,出炉温度250℃。
经过上述步骤后的,对辊套进行硬度测试,测试结果分别为:HB428、HB426、HB424、HB425、HB426。
辊套取样机械性能测试结果如下表:
实施例二:
选用尺寸为φ1003*φ883*1900的辊套,化学成分如下表所示,单位为百分比:
对辊套进行粗加工后,尺寸为φ1030*φ855*2000,对辊套进行探伤。
辊套探伤合格后进行第一次淬火,将辊套放置在井式电阻炉内,井式电阻炉内设置辊套热电阻进行温度监控,辊套由室温加热到400℃保温1小时,再以80℃/h加热到910℃保温4小时,水淬6分钟,出水后采用红外线测温仪测温,此时辊套表面温度137℃。
对辊套进行第二次淬火,将辊套装入井式电阻炉,由室温加热到350℃保温1小时,再以60℃/h加热至650℃保温1小时,然后以80℃/h加热至900℃后保温4小时后放入水中,时间6.5分钟,辊套出水表面温度120℃,放置进机油池冷却5分钟,出油后辊套表面温度121℃。
对辊套进行第一次回火,辊套由室温加热到300℃保温1小时,以70℃/h加热到550℃保温10小时,炉内冷却8小时,出炉温度260℃。
对辊套进行第二次回火,辊套由室温加热至300℃,再以70℃/h加热到555℃保温20小时,炉冷10小时,出炉温度250℃。
经过上述步骤后的,对辊套进行硬度测试,测试结果分别为:HB433、HB431、HB425、HB428、HB428。
辊套取样机械性能测试结果如下表:
经上机使用表明:该辊套不仅抗开裂性好,而且抗热疲劳性能比现有辊套有很大提高,现有辊套使用15天开始出现疲劳裂纹,该辊套使用28天后开始产生疲劳裂纹。
- 一种提高铸轧辊辊套硬度及均匀性的热处理方法
- 一种提升铸轧辊套硬度均匀性的热处理方法