膜
文献发布时间:2023-06-19 12:25:57
本发明涉及多层膜及其生产方法。多层膜具有改善的平均撕裂蔓延强度。
聚合物膜可以由各种不同的聚合物和制造工艺制成,并且因此具有各种不同的性质,这些性质可以被定制以适应应用的要求。通常,特定的聚合物和膜生产技术赋予其自身特定的性质益处,而没有一种聚合物或生产方法是灵丹妙药。
膜制造工艺分为三类:取向膜(单轴取向或双轴取向)、流延膜或吹塑膜。所有这些工艺包括挤出步骤以形成聚合物的均匀片或环状物,然后经由拉伸步骤进一步加工以将膜变薄至其期望的最终状态,其中然后将其卷绕成膜的连续卷。不同生产方法之间的根本区别在于聚合物被拉伸和变薄的条件。在取向膜工艺中,将挤出的聚合物片或环状物冷却下来,然后再加热至其可被拉伸的温度,这使得聚合物链在拉伸的作用下变得高度取向。使聚合物链取向显著增强了诸如拉伸强度、刚度和透明度的性质,但对撕裂蔓延强度具有负面影响。相反地,流延或熔喷工艺均涉及在大量熔融的液体或流动状态下拉伸膜,这引入了显著较低水平的分子取向,因此膜通常比它们的取向对应物刚度低,但是更坚韧并且具有显著较高的抗撕裂蔓延性。
在生产和使用期间的膜撕裂是众所周知的问题。虽然增加膜的厚度可以有助于改善平均撕裂蔓延强度,但这并不总是可能的,这取决于膜的最终用途和期望的光学性质。此外,平均撕裂蔓延强度与厚度的增加不直接相关地增加,因此可能难以预测。
先前已经通过在多层膜内包括可以通过改变膜层的弹性或其它性质而影响平均撕裂蔓延强度的组分来改善平均撕裂蔓延强度。例如,WO2016112256公开了包括弹性内层的抗撕裂膜,其可以包含苯乙烯-丁二烯-苯乙烯(SBS)嵌段共聚物。
WO9618678还公开了一种膜,其包含选自适合的化合物(例如SBS)的列表的组分,据说所述适合的化合物改善撕裂性质。类似地,WO2006060766公开了包含SBS嵌段共聚内层的膜。
膜内主要聚合物组分的性质,例如它们的密度,也已知在改善平均撕裂蔓延强度中起作用。例如,WO2007104513公开了包含多峰高密度聚乙烯组合物的膜,所述多峰高密度聚乙烯组合物包含低分子量聚乙烯组分和高分子量聚乙烯组分。EP2310200还公开了一种具有改善的抗撕裂性的膜,其包括多层膜,所述多层膜包括密度大于或等于0.945g/cc的基于乙烯的聚合物。
还已知热处理可以改善膜的抗撕裂性质。US2008131681公开了一种具有改善的撕裂强度的膜,其包括含有聚丙烯材料的聚乙烯基质,在生产期间将所述膜温热至聚乙烯材料熔融但聚丙烯材料未熔融的点。
US2012321866中公开了一种类似的膜,其中所述膜包含聚丙烯基质,所述聚丙烯基质包含聚乙烯材料。将膜加热至两种组分的熔点之间,并且在不拉伸的情况下冷却。
JP3976489公开了包含两个含有不同聚酯组分的层的薄膜,在薄膜取向之后,将其热处理至两个组分的熔点之间,使得具有较低熔点的层熔融并失去其取向。据说这改善了成形和可加工性、随时间的稳定性、耐溶剂性和尺寸稳定性。
膜的光学性质在许多膜应用中是重要的。因此,为了改善平均撕裂蔓延强度,对膜的组分或其制造方法的任何修改应优选不会损害所述膜的光学性质,例如雾度或光泽度。
因此,需要一种显示出改善的平均撕裂蔓延强度,优选同时还保持本领域已知的膜的光学性质的膜。
根据本发明的第一方面,提供了共挤出多层膜,其包括包含第一聚合物材料的第一层和包含第二聚合物材料的第二层,其中所述第二层的取向小于所述第一层,使得所述多层膜在纵向和/或横向上的平均撕裂蔓延强度大于同样膜的所述平均撕裂蔓延强度,在所述同样膜中,所述第一层和所述第二层被具有与组合的所述第一层和第二层相同厚度且与所述第一层相同组成的单层替代。
本发明人惊奇地发现,在共挤出膜中包括较少的取向层增加了膜的平均撕裂蔓延强度。取向更多的第一层的存在意味着多层膜保持取向的有利结果,例如改善的机械、光学和阻挡性质。然而,已经令人惊讶地发现,包含单独的、取向较小的第二层增加了多层膜的平均撕裂蔓延强度性质。
平均撕裂蔓延强度可以使用裤子撕裂试验根据ASTM D1938测量。本文提及的“同样膜”涉及具有相同层结构的膜,例如相同的添加剂和相同的附加层如表层。
因此,有必要比较本发明的膜与具有相同层结构的膜之间的平均撕裂蔓延强度,但在具有相同结构的膜中第一层和第二层被具有与组合的第一层和第二层相同厚度的单层替代,所述单层具有与第一层相同的组成(即,第一聚合物材料和任何添加剂)。
将多层膜共挤出。这意味着使用从模头挤出的熔体同时形成第一层和第二层。因此,在膜的生产期间固有地需要同时拉伸过程,因为两个层被共挤出,因此在膜被拉伸之前必须一起形成。同时拉伸过程优选在第一材料具有比第二材料更高量的残余结晶度的温度下进行,从而在两个层中产生不同水平的取向。
这与现有技术中已知的方法形成对比,在现有技术中,在对膜进行取向以熔融具有较低熔点的材料之后,对膜施加高温。当在高温下共挤出和拉伸时,与随后在所述高温下热处理时相比,在较低熔点材料层内观察到不同的取向效应。
另外,在高温下拉伸本发明的膜可以意味着第二层的聚合物材料在初始加热时具有单一的熔融峰,如通过DSC测定的。这在取向之后使用热处理来熔融较低熔点材料的膜中不会看到,因为在这种情况下较低熔点材料在初始加热步骤中将具有两个熔融峰。
本发明的膜中不同水平的取向可以由第一聚合物材料和第二聚合物材料的不同物理状态产生。具体地,在一定条件下,第二聚合物材料可以具有比第一材料更低程度的残余结晶度。特定条件可以是在多层膜的制造期间使用的条件,特别是在膜的取向期间使用的条件。
因此,术语“条件”可以是指材料从熔体中淬火形成用于取向的固体片或管(用于在冷却时从熔体中结晶的聚合物)的条件,片/管再加热用于取向的条件(时间/温度),以及最后在显示应变诱导结晶的材料的情况下的取向条件(温度、拉伸比和拉伸速度)。可以存在这些参数的组合,在这些参数下,第二聚合物材料具有比第一聚合物材料更低程度的残余结晶度。
因此,用于制造膜的同时拉伸工艺可以在其中第二聚合物材料具有比第一材料更低程度的残余结晶度的条件下进行,并且因此第一层将比第二层取向更多,因为其包含更多的残余结晶度。
因此,本发明提供了一种在共挤出多层膜内产生不同取向的层的方式。与挤出涂覆或层压相比,这提供了更便宜、更有效和更环境友好的单一工艺。
第一聚合物材料可以具有30%至100%的残余结晶度,而第二聚合物材料在所述特定条件下可以具有0%至15%的残余结晶度。优选地,第一聚合物材料可以具有40%至90%的残余结晶度,而第二聚合物材料在所述特定条件下可以具有0%至5%的残余结晶度。
在膜中产生显著水平的取向的能力取决于聚合物性质和/或拉伸条件。成膜聚合物通常是半结晶的(例如聚丙烯及其大部分共聚物和聚乙烯及其大部分共聚物)或无定形的(例如G-PET,苯乙烯丁二烯橡胶,乙烯-丙烯橡胶)。
在无定形聚合物的情况下,产生取向的能力仅由对链迁移率的温度影响决定,因为由于高链迁移率,较高的温度导致较少的取向。无定形材料几乎没有或没有残余结晶度,并且残余结晶度随诸如温度和压力的条件变化不大。
在半结晶聚合物的情况下,通过片中残余结晶度的存在来辅助分子取向的能力,这经由足以促进链取向的缠结来降低分子迁移率。增加熔融聚合物的比例降低了残余结晶度,因此也降低了可能的分子取向程度。
第一聚合物材料和任选的第二聚合物材料可以是半结晶的。或者,第一聚合物材料可以是半结晶的,第二聚合物材料可以是无定形的。
第二层可以大部分是未取向的。第二层可以是完全未取向的。第二层中的取向量可以使用本领域已知的技术测量,例如双折射、双折射延迟和二向色性比分析。
当第一聚合物材料是半结晶的并且第二聚合物材料是无定形的时,可以在第一聚合物材料不完全熔融的条件下发生同时拉伸过程,使得其具有比第二无定形聚合物材料更大的残余结晶度。这将导致第一聚合物材料比第二聚合物材料取向更多。
当第一聚合物材料和第二聚合物材料都是半结晶的时,第二聚合物材料可以具有比第一聚合物材料更低的熔点范围。这可以意味着存在第二聚合物材料比第一聚合物材料更加熔融的条件。
残余结晶度的量与材料熔融的程度成反比,这意味着在拉伸过程期间更多的熔融材料变得取向更少。因此,同时拉伸过程可以在第二聚合物材料比第一聚合物材料更加熔融的条件下进行。
通过在多层结构中包括具有不同熔点范围的半结晶聚合物,然后仔细选择最佳制造条件,因此可以产生具有不同取向度的层的多层膜。
在第二聚合物材料具有比第一聚合物材料更低量的残余结晶度的特定条件下,第二聚合物材料可以至少部分熔融。在所述条件下,第一聚合物材料也可以至少部分熔融,但必须不完全熔融以确保第二聚合物材料比第一聚合物材料更加熔融。
第一聚合物材料的熔点范围可足够高于第二聚合物材料的熔点范围,使得存在第一聚合物材料处于至少部分熔融状态且第二聚合物材料处于比第一材料更加熔融状态的温度范围。第二聚合物材料可以在该温度范围内主要或完全熔融。优选地,大于50%的第二聚合物材料在该温度范围内是熔融的,更优选地,大于75%的第二聚合物材料在该温度范围内是熔融的。
所有的第一熔点范围可以高于第二熔点范围。这两个范围可以不重叠。或者,所述范围可以重叠,使得第一熔点范围的仅一部分高于第二熔点范围。
第一熔点范围的峰值可以高于第二熔点范围的峰值。第一熔点范围的峰值可以比第二熔点范围的峰值高20℃。第一熔点范围的峰值可以比第二熔点范围的峰值高50℃。
第一聚合物材料的第一熔点范围的峰值可以高于约150℃,优选地约150℃至约200℃,并且最优选地为约160℃。
第二聚合物材料的第二熔点范围的峰值可以低于约200℃,优选低于约15℃,最优选为约100℃至约150℃。
因此,在一个实施方案中,第一熔点范围的峰值为约150℃至约200℃,而第二熔点范围的峰值为约100℃至约150℃。
包含第一聚合物材料的第一层的熔点范围可以与第一聚合物材料的熔点范围不同。包含第二聚合物材料的第二层的熔点范围可以与第二聚合物材料的熔点范围不同。如果层中包含另外的组分,则可能是这种情况。
因此,上述与第一熔点范围和第二熔点范围有关的特征可以同样适用于第一层的熔点范围和第二层的熔点范围。
多层膜可以由两个层构成。多层膜可以在第二层与第一层的相对侧上包括第三层。因此,第二层可以夹在第三层与第一层之间。第二层可以是芯层,而不是外层,这已经被发现改善了膜的光学性质。
第三层优选是半结晶的。第三层可以与第一层相同。第三层可以包含第一聚合物材料,但可以包括不同的附加组分。
或者,第三层可以不同于第一层。第三层可以包括第三聚合物材料,其中可以存在第三聚合物材料的残余结晶度大于第二聚合物材料的残余结晶度的条件。这可以是第一聚合物材料的残余结晶度大于第二聚合物材料的残余结晶度的相同条件。因此,由于在所述条件下的同时拉伸过程,第二层和第三层可以具有不同的取向水平。第三层可以比第二层取向更多。
第二聚合物材料与第三聚合物材料之间的残余结晶度的差异可能是由于第三聚合物材料是半结晶的而第二聚合物材料是无定形的。或者,第二聚合物材料与第三聚合物材料之间的残余结晶度的差异可能是由于熔点范围的差异。以上关于第一熔点范围与第二熔点范围之间的关系的讨论同样适用于第二熔点范围与第三熔点范围之间的关系。
第三聚合物材料可以具有30%至100%的残余结晶度,并且第二聚合物材料在所述特定条件下可以具有0%至15%的残余结晶度,并且优选地,第三聚合物材料可以具有40%至90%的残余结晶度,并且第二聚合物材料在所述条件下可以具有0%至5%的残余结晶度。第一聚合物材料的残余结晶度可以落入与所述条件下的第三聚合物材料的残余结晶度相同的范围内。
多层膜可以进一步包括表层作为膜的最外层。表层可以形成在薄膜的第一层和第三层上。合适的表层包括热封聚乙烯、聚丙烯共聚物或三元共聚物。
第一层和第三层可以各自占总膜厚度的约25%。第二层可以占总膜厚度的约50%。第一层、第二层和第三层的厚度比可以是1:2:1。
第二层可以占总膜厚度的约15%至约85%。优选地,第二层可以占总膜厚度的约40%至约70%。
除了第一层、第二层和任选地还有第三层之外,多层膜可以包括一个或多个层。多层膜结构可以是ABA、ACB、ABCD、ABCBA、ABCBD或ABCDE。额外的层可以包括粘合剂层(例如压敏粘合剂)、粘合剂离型层(例如用作用于制造标签的剥离板方法中的背衬材料)、粘结层、底漆层、印刷层、阻挡层、可剥离层、活性层、空化层、硬化层,着色层和/或涂层。
多层膜可以包括含有第二聚合物材料的第四层。第四层可以与第二层相邻,或者可以通过一个或多个其它层与第二层分开。第二层可以是唯一在多层膜中包含第二聚合物材料的层。
多层膜可以包括含有第四聚合物材料的第四层,其中第四聚合物材料在一定条件下具有比第一聚合物材料更少的残余结晶度。这可以是第二聚合物材料的残余结晶度小于第一聚合物材料的残余结晶度的相同条件。因此,由于在所述条件下的同时拉伸过程,第一层和第四层可以具有不同的取向水平。第一层可以比第四层取向更多。
第一聚合物材料与第四聚合物材料之间的残余结晶度的差异可能是由于第一聚合物材料是半结晶的而第四聚合物材料是无定形的。或者,第一聚合物材料与第四聚合物材料之间的残余结晶度的差异可能是由于熔点范围的差异。以上关于第一熔点范围与第二熔点范围之间的关系的讨论同样适用于第一熔点范围与第四熔点范围之间的关系。
第一聚合物材料可以具有30%至100%的残余结晶度,并且第四聚合物材料在所述特定条件下可以具有0%至15%的残余结晶度,优选地,第一聚合物材料可以具有40%至90%的残余结晶度,并且第四聚合物材料在所述特定条件下可以具有0%至5%的残余结晶度。第二聚合物材料的残余结晶度可以落入与所述条件下的第四聚合物材料的残余结晶度相同的范围内。
多层膜可以在存在的一个或多个层中包含一种或多种添加剂材料。添加剂可以包括:染料、颜料、着色剂、金属化和/或伪金属化涂层(例如铝)、润滑剂、抗氧化剂、表面活性剂、硬化助剂、光泽改善剂、降解助剂、UV衰减材料、UV光稳定剂、密封性添加剂、增粘剂、防粘连剂、改善油墨粘附性和/或可印刷性的添加剂或交联剂(例如三聚氰胺甲醛树脂)。
多层膜的刚度可以通过增加层中的一个,优选第一层的刚度来增加。用于增加层的刚度的装置是本领域已知的,并且包括使用硬树脂(例如烃树脂,例如完全氢化的C5或C9材料),或其它相容的刚度增强剂(例如COC、纤维或矿物,例如粘土)、或其中在一个或多个层中是合适的交联剂。
多层膜的刚度可以与其中第一层和第二层已经被具有与第一层相同组成的相同厚度的层替代的同样膜的刚度没有显著不同。多层膜的刚度可以低于其中第一层和第二层已经被相同厚度的、具有与第一层相同组成的层替代的同样膜的刚度。优选地,使用Gurley刚度测试或通过观察杨氏模量(其与刚度成比例)测量的多层膜的刚度值在所述同样膜的相应值的30%内,优选在所述同样膜的相应值的10%内。因此,多层膜保持合适的机械性质,同时表现出改善的平均撕裂蔓延强度。
多层膜的刚度可以通过在膜的一个或多个层中添加更硬的材料(例如环状烯烃共聚物(COC)或聚酯)来进一步增强。多层膜可以包括包含这种材料的额外的增强层。如果多层膜的刚度低于其中第一层和第二层已经被相同厚度的、具有与第一层相同组成的层替代的同样膜的刚度,则这种材料可以改变厚度,使得其不是显著不同于其中第一层和第二层已经被相同厚度的、具有与第一层相同组成的层替代的同样膜的厚度。
多层膜的厚度可以为约10微米至约150微米,优选为约15微米至约100微米。
多层膜可以具有小于约12,优选小于约8,最优选小于约4的广角雾度。多层膜可以具有小于约2.5的广角雾度。
多层膜可以具有约85至约110的45°光泽度。
多层膜的广角雾度和/或45°光泽度值可以不会显著不同于完全由第一聚合物材料制成的具有相同厚度的膜。优选地,广角雾度和/或45°光泽度值在所述同样膜的相应值的30%内,优选在完全由第一聚合物材料制成的相同厚度的膜的相应值的10%内。因此,本发明的多层膜保持合适的光学性质,同时表现出改善的平均撕裂蔓延强度。
在包括第一层和第三层形成在第二层的任一侧上的实施方案中尤其如此。该实施方案表现出改善的平均撕裂蔓延强度,同时保持膜的所需光学性质。
第一聚合物材料可以是聚丙烯、聚乙烯如HDPE、PET或尼龙。优选地,第一聚合物材料包括丙烯并且可以是聚丙烯。包含第一聚合物材料的第一层可以是双轴取向的。
第二聚合物材料可以是聚丙烯三元共聚物、聚丙烯共聚物、聚乙烯(例如HDPE、LDPE、LLDPE或ULDPE)、橡胶(例如SEBS或SBBS)或共聚酯。橡胶可以是活化橡胶。
合适的粘结层也可以包括在多层膜中,任选地在第一层与第二层之间。
膜可以具有在横向上在120℃下小于约2.8的收缩率和/或在纵向上在120℃下小于约0.25的收缩率。膜可以具有在横向上在120℃下小于约1.5的收缩率和/或在纵向上在120℃下小于约0.15的收缩率。
膜可以具有在横向上在80℃下小于约2.5的收缩率和/或在纵向上在80℃下小于约0.25的收缩率。膜可以具有在横向上在80℃下小于约1.6的收缩率和/或在纵向上在80℃下小于约0.15的收缩率。
膜可以具有大于约40MPa、优选大于约60MPa的拉伸强度。膜可以具有约40MPa至约130MPa的拉伸强度。膜可以具有约60MPa至约115MPa的拉伸强度。
对于20微米的膜,膜在撕裂前的平均载荷可以大于约0.05N。膜在撕裂前的平均载荷可以大于约0.09N。所施加的载荷和/或所产生的撕裂可以在纵向或横向方向上。
对于20微米的膜,膜在撕裂前的平均最大载荷可以大于约0.07N。膜在撕裂前的平均最大载荷可以大于约0.1N。所施加的载荷和/或所产生的撕裂可以在纵向或横向方向上。
可以使用裤子撕裂试验测量膜的平均撕裂蔓延强度。该测试概述于ASTM D1938中。因此,将该测试应用到本发明的多层膜和相同的膜,在所述相同的膜中,第一层和第二层被具有与组合的第一层和第二层相同厚度的单层替代,所述单层具有与第一层相同的组成,因此可以确定第二层是否取向小于第一层。
与其中第一层和第二层被具有与组合的第一层和第二层相同厚度的单层(所述单层具有与第一层相同的组成)替代的同样膜相比,如通过热机械分析测定,取向较小的第二层的存在也可以影响多层膜的软化曲线。
可以通过将少量膜样品置于穿透探针下并使膜经受0.5N恒力来测量软化。在5℃min
在本发明的膜中,在第二聚合物材料的熔点或玻璃化转变温度下,负尺寸变化可能突然增加。
与其中第一层和第二层被具有与组合的第一层和第二层相同厚度且具有与第一层相同组成的单层替代的同样膜相比,如通过动态力学分析测定,取向较小的第二层的存在也可以影响多层膜的机械性质。
本发明的膜的储能损耗可以低于其中第一层和第二层被具有与组合的第一层和第二层相同厚度且与第一层相同组成的单层替代的同样膜。储能损耗可以是完全由第一聚合物材料制成的相同厚度的膜的储能损耗的小于75%、小于60%或小于50%。储能损耗可以在20℃下测量。
本发明的膜的损耗模量可以低于其中第一层和第二层被具有与组合的第一层和第二层相同厚度且与第一层相同组成的单层替代的同样膜。损耗模量可以是仅包含第一或第二聚合物材料的膜的损耗模量的小于75%、小于60%或小于50%。损耗模量可以在20℃下测量。
本发明的膜的损耗模量与储能模量的比率可以低于其中第一层和第二层被具有与组合的第一层和第二层相同厚度且与第一层相同组成的单层替代的同样膜。该比率可以是仅包含第一或第二聚合物材料的膜的小于75%、小于60%或小于50%。损耗模量可以在80℃下测量。
根据本发明的第二方面,提供了一种制备多层膜的方法,所述方法包括以下步骤:(a)将包含第一聚合物材料的第一层和包含第二聚合物材料的第二层共挤出以形成片或管,(b)将所述片或管放置在所述第一层相对于所述第二层具有更高量的残余结晶度的条件下;以及(c)在所述条件下拉伸所述片或管以产生膜。
可以任选地在高温下的热稳定(热定形或退火)和/或将膜冷却至室温进行步骤(c)。
因此,在包含第一聚合物材料的第一层变得比包含第二聚合物材料的第二层取向更多的条件下拉伸膜。第二层可以是完全未取向的(如流延膜)。这意味着多层膜的第二层的行为类似于流延材料,这增加了多层膜的平均撕裂蔓延强度。当在高温下共挤出和拉伸时,与随后在所述高温下热处理时相比,在第二层材料内观察到不同的取向效应。不同的DSC曲线也可以由本发明的方法得到。
由于第一聚合物材料是半结晶的而第二聚合物材料是无定形的,因此在步骤(c)期间可能出现残余结晶度的差异。
在拉伸期间熔融聚合物材料的量也影响层中残余结晶度的量,使得存在更多熔融材料意味着较少的残余结晶度。因此,如果在步骤(c)期间第二材料比第一材料更多熔融,则与第一层相比,第二层将被赋予更少的取向,如上所讨论。步骤(c)期间的条件可以使得第二聚合物材料在拉伸期间主要或完全熔融。优选地,大于50%的第二聚合物材料在该温度下是熔融的,且更优选地,大于75%。
在步骤(c)发生的条件下,第一聚合物材料可以具有30%至100%的残余结晶度,而第二聚合物材料可以具有0%至15%的残余结晶度。优选地,第一聚合物材料可以具有40%至90%的残余结晶度,而第二聚合物材料可以具有0%至5%的残余结晶度。
如果第一和第二聚合物材料都是半结晶的,则第一聚合物材料具有第一熔点范围,第二聚合物材料具有第二熔点范围。关于本发明第一方面的第一、第二、第三和第四熔点范围的讨论同样适用于本发明第二方面。
第一和第二聚合物材料和/或第一和第二层的熔点范围可以不重叠或可以部分重叠,使得第一熔点范围的仅一部分高于第二熔点范围。在拉伸膜之前,可以将膜加热至第二聚合物材料和/或第二层比第一聚合物材料和/或第一层更加多熔融的温度。
第一熔点范围的峰值可以高于第二熔点范围的峰值。第一熔点范围的峰值可以比第二熔点范围的峰值高20℃。第一熔点范围的峰值可以比第二熔点范围的峰值高50℃。对于第一层和第二层的熔点范围也是如此。
在步骤(c)中,可将膜加热至高于第二聚合物材料和/或第二层的熔点范围的峰值但低于第一聚合物材料和/或第一层的熔点范围的峰值的温度。
在整个拉伸过程中可以保持相同的条件。步骤(c)的温度可以与步骤(b)中膜被加热到的最高温度相同。步骤(c)可以包括任选的热稳定,例如通过热定形或退火。这可以在比拉伸温度更高的温度下发生并且可以降低膜的收缩。
膜可以是单轴拉伸的。可以使用拉幅机或纵向取向器(MDO)方法实现单轴拉伸。
膜可以是双轴拉伸的。双轴拉伸可以顺序或同时进行。当在一个或两个方向上拉伸时,与同时拉伸所需的温度相比,顺序拉伸可能需要更高的温度。可以使用气泡或拉幅机方法实现双轴拉伸。
在连续拉伸过程的情况下,膜可以双轴拉伸至高于约3×6的拉伸比。膜可以双轴拉伸至低于约6×12的拉伸比。膜可以双轴拉伸至约5×10的拉伸比。
在同时拉伸工艺的情况下,膜可以双轴拉伸至高于约4×4的拉伸比。膜可以双轴拉伸至低于约10×10的拉伸比。膜可以双轴拉伸至约7×7的拉伸比。
多层膜可以由两个层构成。第三层可以在第二层的与第一层相对的侧上共挤出。因此,第二层可以夹在第三层与第一层之间。第二层可以是芯层,而不是外层,这已经被发现改善了膜的光学性质。
粘结层可以与第一层和第二层共挤出。粘结层优选在第一层与第二层之间并且可以与第一层和第二层接触。
第三层可以与第一层相同。第三层可以包含第一聚合物材料,但可以包括不同的附加组分。
或者,第三层可以不同于第一层。第三层可以包括第三聚合物材料,其中在步骤(c)的条件下,第三聚合物材料的残余结晶度大于第二聚合物材料的残余结晶度。因此,作为在所述条件下同时拉伸过程的结果,第三层可以比第二层取向更多。
第三层优选是半结晶的。在拉伸膜之前,可以将膜加热至高于第二聚合物材料的熔点范围但低于第一聚合物材料和第三聚合物材料的熔点范围的温度。在拉伸膜之前,可以将膜加热至高于第二层的熔点范围但低于第一层和第三层的熔点范围的温度。
多层膜可以包括含有第二聚合物材料的第四层。第四层可以与第二层相邻,或者可以通过一个或多个其它层与第二层分开。第二层可以是在多层膜中唯一包含第二聚合物材料的层。
第四聚合物材料可以是无定形的或半结晶的。多层膜可以包括含有第四聚合物材料的第四层,其中第四聚合物材料具有比步骤(c)中的第一聚合物材料更少的残余结晶度。因此,作为在拉伸条件下的同时拉伸过程的结果,第一层可以比第四层取向更多。
第二聚合物材料与第三聚合物材料之间以及第一聚合物材料与第四聚合物材料之间的残余结晶度的差异可能是由于熔点范围的差异。关于与第一方面有关的第三层和第四层的讨论同样适用于第二方面。
步骤(a)的挤出可以在高于第一聚合物材料和第二聚合物材料两者的熔点范围的温度下进行,并且任选地也在高于第三聚合物材料和第四聚合物材料(如果存在于膜中)的熔点范围的温度下进行。挤出温度可以为约200℃至约250℃,优选为约235℃。
多层膜可以进一步包括表层作为膜的最外层。表层可以形成在薄膜的第一层和第三层上。表层可以在拉伸过程之前或之后施加。
膜可以在其被拉伸之后在加热的辊上通过。这可以起到使膜热稳定的作用。
膜也可以在其已被拉伸和任选地热稳定之后通过冷却区或在冷却辊上通过。这可以将膜的温度降低到低于第二聚合材料和任选的第四聚合材料的熔点范围。
如上所述的方法可以用于产生如上所述的膜。因此,以上关于本发明的第一方面概述的特征同样适用于使用本发明的第二方面的方法生产的膜。
根据本发明的第三方面,提供了包含第二聚合物材料的第二层在多层膜中的用途,其中所述第二层比包含第一聚合物材料的第一层取向更少,以与同样膜相比增加所述多层膜的在纵向和/或横向上的平均撕裂蔓延强度,在所述同样膜中第一层和第二层被具有与组合的第一层和第二层相同厚度且与第一层相同组成的单层替代。
如上所述,在多层膜中包含更多取向的第一层可以提供取向的各种有利结果,例如改善的机械、光学和阻挡性质。然而,已经令人惊讶地发现,包含单独的、取向较小的第二层增加了多层膜的平均撕裂蔓延强度性质。
本发明第三方面的多层膜可以是如上所述的膜。因此,以上关于本发明的第一方面和第二方面概述的特征同样适用于使用本发明的第三方面生产的膜。
根据本发明的第四方面,提供了由以上讨论的膜形成的制品。所述制品可以是包装、标签、票据或其它安全文件。所述制品与其他已知制品相比表现出改善的平均撕裂蔓延强度,所述其他已知制品包括包含同样膜的制品,在同样膜中,第一层和第二层被具有与组合的第一层和第二层相同厚度且与第一层相同组成的单层替代。以上关于本发明的第一方面和第二方面概述的特征同样适用于本发明的第四方面的包装或标签。
根据本发明的第五方面,提供了一种使用以上讨论的包装或标签进行包装或贴标签的制品。与其它已知的包装或标签相比,所述包装或标签表现出改善的平均撕裂蔓延强度。以上关于本发明的第一方面和第二方面概述的特征同样适用于本发明的第五方面的包装或标签。
现在将在以下具体实施方案中例示本发明的方面,所述具体实施方案仅通过实例的方式包括在内,并且不被认为是对保护范围的限制。
在整个实施例中,使用表1a中概述的测试方法和表1b中概述的材料。
表1a
表1b
基于ASTM D2457进行光泽度测量。在45°下使用校准单元记录光泽度结果,所述校准单元使用校准至零参考的Novo-gloss Lite单元,然后设定在已知反射率的黑色背景上或NovoGloss 45°Rhopoint计。定期针对所提供的校准块和黑片的背景对该单元进行测试。在样品上取得结果并报告为3次测试的平均值。
测试基于ASTM D1003。试样的WAH是透射光穿过试样时通过向前散射偏离入射光束超过2.5度的百分比。使用预校准单元(Hazemeter M57和Spherical Hazemeter,得自Diffusion Systems)记录WAH结果。每个变体在样品幅材上测试3次,并记录平均结果。
试样的NAH是平行光,当从入射光束穿过膜或膜衬底样品时,其被大于6分钟(0.1°)的电弧散射,并且测量为透射穿过膜的总光的百分比。使用预校准的“Rayopp”激光雾度计记录结果,并且在25mm宽的膜带的长度上记录,记录在样品上获得的最大和最小结果。
以下实施例中使用的材料的熔点信息概述于表2中,而材料的结晶度信息概述于表3中。
表2
表3
*聚合物表现出显著的冷结晶
对照实施例
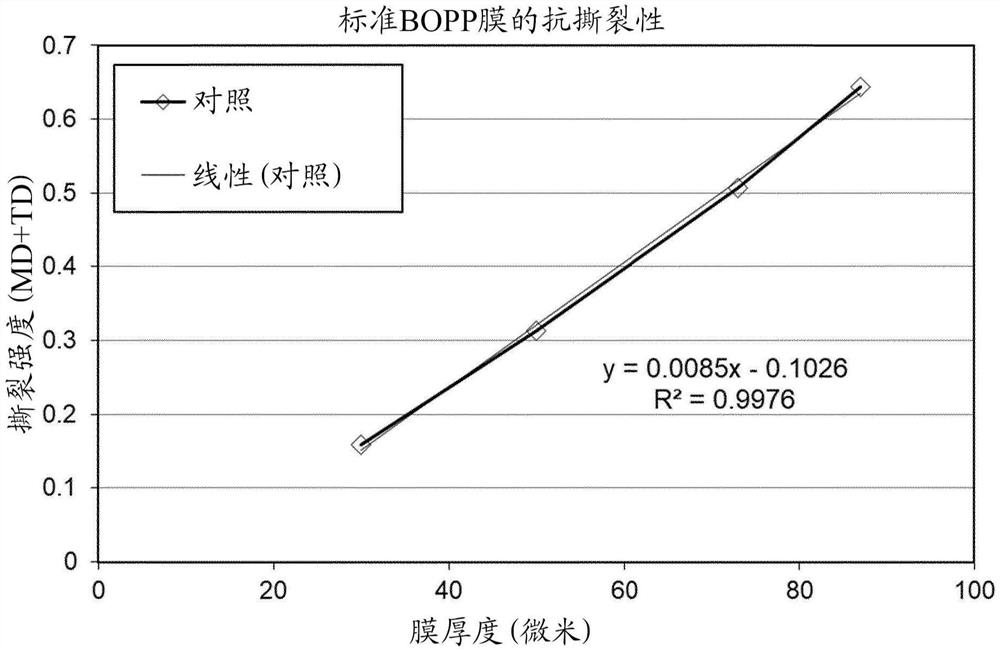
包含Moplen HP420M的工业制造的标准双轴取向聚丙烯(BOPP)膜通过使用双泡型过程同时双轴拉伸至6.5×6.5与8.5×8.5之间的拉伸来生产。制备不同厚度的样品并使用标准ASTM撕裂测试(ASTM D1938)进行测试。撕裂试验的结果示出在图1中,其显示了膜厚度与撕裂强度之间的正相关性,这与在所述范围内的拉伸比无关。
根据本发明的多层膜与这些对照结果的比较可用于观察在任何厚度下平均撕裂蔓延强度的改善。具体地,对于任何测试膜,高于趋势线的结果表明平均撕裂蔓延强度的改善。
这些对照膜中的两个的光学性质概述于表4中。
表4
图2将标准拉幅机膜(Jindal MB666-具有丙烯酸涂层的取向聚丙烯膜)与以上讨论的对照膜进行比较。如该图所示,拉幅机(顺序取向的)膜通常具有比气泡(同时取向的)膜更低的平均撕裂蔓延强度。该膜的撕裂性质在纵向和横向上几乎是对称的,并且结果基于5次测试的平均值。
实施例1
使用Dr Collins 5层流延膜生产线生产流延片样品。配置多层挤出系统以得到片层结构ABCBA,其中层A和层B是聚丙烯(Moplen HP420M),层C是两个不同芯层中的一个,即Eltex KV349(无规丙烯三元共聚物)和Moplen RP220(改性丙烯无规共聚物)。
层厚度的近似比率为A+B:C:B+A=1:2:1。在235℃下用模头进行挤出,并且挤出机从190℃的第一区的温度升高至230℃。将挤出物在30-36℃下流延到冷却辊上并生产约1mm厚的流延片。
然后将流延片样品切成正方形块,使用Bruckner Karo IV膜拉伸机同时双轴拉伸以生产薄膜。
对于每个变体,在150℃和156℃的温度下将块拉伸至7×7的拉伸比。通过在156℃的温度下拉伸至5×5的拉伸比来产生另一组膜。聚丙烯(Moplen 420M)的熔点范围高于这些温度,而Eltex KV349和Moplen RP220的熔点范围低于这些温度,如表2所概述。此外,如表3所示,对于Moplen 420M,在拉伸温度下的残余结晶度的百分比远高于Eltex KV349和Moplen RP220。
因此,在拉伸之后,膜包括两个更多取向的包含第一聚合物材料的外层和一个更少取向的包含第二聚合物材料的芯层。
使用撕裂试验测量的实施例1的膜的平均撕裂蔓延强度示于表5和图3中。如该图所示,在实施例1的膜与对照膜之间的平均撕裂蔓延强度有显著改善。在所有情况下,EltexKV349膜具有比Moplen RP220膜更好的平均撕裂蔓延强度。
表5
平均撕裂蔓延强度的改善随着拉伸温度的升高而增加。这被认为是由于在较高温度下芯层的取向降低。
然后使用表1中的测试对膜的各种光学性质进行测试,其结果概述于下表6中。这些结果显示,包含低熔点聚合物材料的取向较小的芯层对膜的光学性质几乎没有影响。此外,收缩值是低的,这被认为是由于芯层的取向降低,因此这几乎不显示出收缩的偏好。如果芯层已经取向,则预期会有更大的收缩。
表6
实施例1的结果显示,使用包含第一较高熔点范围聚合物材料的两个更多取向的外层,包含第二较低熔点范围材料的较少取向芯层的任一侧对总体外观几乎没有影响,但极大提高了平均撕裂蔓延强度。
实施例2
使用Dr Collins 5层流延膜生产线生产流延片样品。配置多层挤出系统以得到片层结构ABCBA,其中层B和层C是聚丙烯(Moplen HP420M),层A是两个不同芯层中的一个,即Eltex KV349(无规丙烯三元共聚物)和Moplen RP220(改性丙烯无规共聚物)。
层厚度的近似比率为A+B:C:B+A=1:2:1。在235℃下用模头进行挤出,并且挤出机从190℃的第一区的温度升高至230℃。将挤出物在30-36℃下流延到冷却辊上并生产约1mm厚的流延片。
然后将流延片样品切成正方形块,使用Bruckner Karo IV膜拉伸机同时双轴拉伸以生产薄膜。
对于每个变体,在156℃的温度下将块拉伸至7×7的拉伸比。聚丙烯(MoplenHP420M)的熔点范围高于这些温度,而Eltex KV349和Moplen RP220的熔点范围低于这些温度,如表2所概述。此外,如表3所示,对于Moplen 420M,在拉伸温度下的残余结晶度的百分比远高于Eltex KV349和Moplen RP220。
因此,膜包括一个更多取向的包含第一聚合物材料的芯层和两个更少取向的包含第二聚合物材料的外层。
使用撕裂试验测量的实施例2的膜的平均撕裂蔓延强度示于图4和表7中。如该图所示,当膜在156℃下拉伸时,观察到改善的平均撕裂蔓延强度,其中外层材料均未显示出相对于其它层材料的显著改善。正如实施例1的膜,平均撕裂蔓延强度随着拉伸温度的升高而增加。这被认为是由于在较高温度下外层的取向降低。
表7
然后使用表1中的测试对膜的各种光学性质进行测试,其结果概述于下表8中。这些结果表明,包含具有较低熔点范围的聚合物材料的取向较小的外层对光泽度和雾度值具有显著影响。这些结果非常差并且显著差于实施例1的膜。因此,虽然包含这种外层确实改善了平均撕裂蔓延强度,但不会显著降低膜的光学性质。
正如与实施例1的膜,收缩率值是低的。这被认为是由于外层的取向降低,因此其几乎不显示出收缩的偏好。
表8
因此,这些结果表明,包含具有较高熔点范围的第一聚合物材料的第一层和包含具有较低熔点范围的第二聚合物材料的第二层的组合改善了多层膜内的平均撕裂蔓延强度。
然而,多层膜内的层的顺序对膜的光学性质具有影响,因为较少取向的层作为外层的存在对光学性质是有害的。如实施例1中所例示,当较少取向的层作为膜内的芯层存在时,不会看到光学性质的这种降低。
因此,其中取向较小的层是芯层而取向较大的层是外层的实施方案提供了改善的平均撕裂蔓延强度,同时保持了有利的光学性质。
实施例3
使用Dr Collins 5层流延膜生产线生产流延片样品。配置多层挤出系统以得到片层结构ABCBA,其中层A是聚丙烯(Moplen HP420M),层B和层C是Eltex KV349(无规丙烯三元共聚物)。
改变挤出机A、B和C的产量以得到各种层厚度,从而得到具有下表10中所示组成的样品。在235℃下用模头进行挤出,并且挤出机从190℃的第一区的温度升高至230℃。将挤出物在30-36℃下流延到冷却辊上并生产约1mm厚的流延片。
然后将流延片样品切成正方形块,使用Bruckner Karo IV膜拉伸机同时双轴拉伸以生产薄膜。
尽管整个膜厚度保持恒定,但在每个样品中层厚度的比率是变化的。在156℃的温度下将块全部拉伸至7×7的拉伸比。聚丙烯的熔点范围高于该温度,而Eltex KV349的熔点范围低于该温度,如表2所示。此外,如表3所示,对于Moplen 420M,在拉伸温度下的残余结晶度的百分比远高于Eltex KV349。
因此,膜包括更多取向的包含第一聚合物材料的外层和更少取向的包含第二聚合物材料的芯层。
使用撕裂试验测量的实施例3的膜的平均撕裂蔓延强度示于图5和表9中。如该图所示,多层膜的平均撕裂蔓延强度通常随着取向较小的芯层的厚度的增加而增加,其中实施例3的膜显示出撕裂强度的显著增加。不符合预期结果的样品在流延片结构中显示出轻微的波动,这被认为是由于在其生产期间挤出机的脉冲和/或波动。
表9
然后使用表1中的测试对膜的各种光学性质进行测试,其结果概述于下表10中。这些结果表明,通常,取向较小的芯层的厚度不会过度影响多层膜的光学性质。
表10
实施例4
使用Dr Collins 5层流延膜生产线生产流延片样品。配置多层挤出系统以得到片层结构ABCBA,其中层A是聚丙烯(Moplen HP420M),层B和层C是线性低密度聚乙烯(Dowlex2106)或超低密度聚乙烯(Attane 4607)。
改变挤出机A、B和C的产量,以得到具有组成A:B+C+B:A 1:2:1的样品。在235℃下用模头进行挤出,并且挤出机从190℃的第一区的温度升高至230℃。将挤出物在30-36℃下流延到冷却辊上并生产约1mm厚的流延片。
然后将流延片样品切成正方形块,使用Bruckner Karo IV膜拉伸机同时双轴拉伸以生产薄膜。
对于每个变体,在156℃的温度下将块拉伸至7×7或5x5的拉伸比。聚丙烯(MoplenHP420M)的熔点范围高于该温度,而Dowlex 2106和Attane 4607的熔点范围低于该温度,如表2所概述。此外,如表3所示,对于Moplen 420M,在拉伸温度下的残余结晶度的百分比远高于Eltex KV349和Moplen RP220。
因此,膜包括更多取向的包含第一聚合物材料的外层和更少取向的包含第二聚合物材料的芯层。
使用撕裂试验测量的实施例4的膜的平均撕裂蔓延强度示于图6和表11中。如该图所示,Dowlex 2106膜比Attane 4607膜具有显著更好的抗撕裂蔓延性。实施例4的膜具有比实施例1的膜更低的平均撕裂蔓延强度,但都好于对照膜。撕裂蔓延强度的这种差异是因为撕裂机制是不同的,这通过最大撕裂载荷的显著增加而突出。还发现实施例4的膜具有比实施例1的膜更低的刚度,这是由于在BCB芯层中添加了聚乙烯材料。
表11
然后使用表1中的测试对膜的各种光学性质进行测试,其结果概述于下表12中。这些结果表明,实施例4的膜显示出与表10中公开的相应聚丙烯膜相当的光学性质。较厚的膜显示出比较薄的膜稍差的光学性质。
表12
图7示出了实施例4的膜的撕裂蔓延。膜可以如图7所示撕裂,即通常在“粘住”之前对于给定的长度(图7中约5mm)撕裂,在该点形成孔。然后从随机点重新撕裂,重复上述结果。或者,膜可以撕裂非常小的节段性撕裂(约1mm)。这与BOPP膜中观察到的撕裂不同,在BOPP膜中,膜以单一线性运动撕裂和蔓延。
这些失效机理引起每个样品的广泛变化的撕裂强度并提供广泛变化的最大撕裂强度。然而,本领域技术人员将知道进行重复实验以获得平均撕裂强度值,如已经进行的以产生上表11中概述的值。
实施例5
使用Dr Collins 5层流延膜生产线生产流延片样品。配置多层挤出系统以得到片层结构ABCBA,其中层A和层B是聚丙烯(Moplen HP420M),层C是胺改性的苯乙烯-乙烯-丁烯-苯乙烯(Tuftec MP10)或聚酰胺改性的苯乙烯-乙烯-丁烯-苯乙烯(Tuftec M1913),两者都是无定形的。
层厚度的近似比率为A+B:C:B+A=1:2:1。在235℃下用模头进行挤出,并且挤出机从190℃的第一区的温度升高至230℃。将挤出物在30-36℃下流延到冷却辊上并生产约1mm厚的流延片。
然后将流延片样品切成正方形块,使用Bruckner Karo IV膜拉伸机同时双轴拉伸以生产薄膜。
对于每个变体,在156℃的温度下将块拉伸至7×7或5x 5的拉伸比。聚丙烯(Moplen HP420M)的熔点范围高于该温度,而Tuftec MP10和Tuftec M1913的熔点范围低于该温度。因此,膜包括更多取向的包含第一聚合物材料的外层和更少取向的包含第二聚合物材料的芯层。
使用撕裂试验测量的实施例5的膜的平均撕裂蔓延强度示于图8和表13中。如该图所示,这些膜显示出显著高于任何前述实施例的膜的平均撕裂蔓延强度。还发现实施例5的膜具有比实施例1的膜更低的刚度,这是由于在芯层中添加了橡胶材料。实施例5的膜的刚度与实施例4的膜的刚度相当。正如实施例4的膜,这些膜的撕裂蔓延是不均匀的。
表13
然后使用表1中的方法对膜的各种光学性质进行测试,其结果概述于下表14中。这些结果表明,实施例5的膜显示出与表10中公开的相应膜相当的光学性质。正如预期的,较厚的膜显示出比较薄的膜稍差的光学性质。
表14
实施例6
在实验室规模的Rondol多层流延生产线上仅使用主芯挤出机将单层结构(样品6.1至6.4)制成流延片样品。通过将Eltex KV349(无规丙烯三元共聚物)与聚丙烯(MoplenHP420M)共混并挤出共混物以形成单层来制备样品。这些共混物中的一些通过PRISM双螺杆混合挤出机(PRISM)预混合,而其它在挤出单元(MULTI)中混合。
在230℃下用模头进行挤出,并且挤出机从190℃的第一区的温度升高至230℃。在室温下将挤出物流延到冷却辊上,并生产约1.2mm厚的流延片。
然后在156℃的温度下将这些块双轴拉伸至7×7的拉伸比。Moplen HP 420M的熔点范围高于该温度,而Eltex KV349的熔点范围低于该温度,如表2所示。此外,如表3所示,对于Moplen 420M,在拉伸温度下的残余结晶度的百分比远高于Eltex KV349和MoplenRP220。
使用Dr Collins 5层流延膜生产线将多层样品(样品6.5至6.7)制成流延片样品。配置多层挤出系统以得到片层结构ABCBA,其中层A是聚丙烯(Moplen HP420M),层B是EltexKV349(无规丙烯三元共聚物)并且层C是Eltex KV349。
在235℃下用模头进行挤出,并且挤出机从190℃的第一区的温度升高至230℃。将挤出物在30-36℃下流延到冷却辊上并生产约1mm厚的流延片。
如所述由流延片生产膜样品。然后将由Rondol和Dr Collins单元生产的流延片样品切成正方形块,然后使用Bruckner Karo IV膜拉伸机在下表15中所述的条件下同时双轴拉伸以生产薄膜。
使用撕裂试验测量的实施例6的膜的平均撕裂蔓延强度示于表15中。如该表所示,PRISM预混合材料表现出稍微更好的撕裂强度。然而,与根据本发明的多层膜相比,共混的单层膜具有显著更差的撕裂强度。
表15
然后使用表1中的测试对膜的各种光学性质进行测试,其结果概述于下表16中。这些结果显示,与在挤出机中混合相比,在预混合共混物时,性质没有显著变化。然而,与根据本发明的多层膜相比,共混膜的光学性质显著更差。
表16
实施例6的结果表明,改善的平均撕裂蔓延强度和光学性质不是简单地由于膜中第一和第二聚合物材料的组合。相反,这些性质取决于含有所述材料的单独层的存在,所述两个单独层具有不同的取向水平。
实施例7
使用Dr Collins 5层流延膜生产线生产流延片样品。配置多层挤出系统以得到片层结构ABCBA,其中A层是与46%烃树脂母料(在PP载体中的70%烃树脂)共混的聚丙烯(Moplen HP420M),并且是总结构的约35%,并且B层是未改性聚丙烯(Moplen HP420M)或无规丙烯三元共聚物(Eltex KV349),并且是总结构的约47%。层C是总结构的约18%并且含有与46%烃树脂母料(在PP载体中的70%烃树脂)共混的聚丙烯(Moplen HP420M)。层B和C如表17所示变化。
在235℃下用模头进行挤出,并且挤出机从190℃的第一区的温度升高至230℃。将挤出物在30-36℃下流延到冷却辊上并生产约1mm厚的流延片。
然后将流延片样品切成正方形块,使用Bruckner Karo IV膜拉伸机同时双轴拉伸以生产薄膜。
表17
如表17中所概述,然后在150℃或156℃的温度下将这些块拉伸至7×7的拉伸比。
使用撕裂试验测量的实施例7的膜的平均撕裂蔓延强度示于图9中。该图表明,膜在平均和最大平均撕裂蔓延强度上都显示出显著的改善,其中包含软KV349材料替代标准聚丙烯。事实上,包含KV349几乎使所得材料的平均撕裂蔓延强度加倍。
平均撕裂蔓延强度性质进一步概述于下表18中。如该表所示,在结构中添加一层取向较小的KV349材料将膜的平均撕裂蔓延强度提高了约150%。
表18
然后使用表1中的方法对膜的各种光学性质进行测试,其结果概述于下表19中。这些结果表明,当膜在150℃下拉伸时,光学性质非常好并且对光泽度或广角雾度影响很小。在大于5×5的拉伸比下进行取向的膜显示出相当的低狭角雾度结果。
表19
实施例8
通过使用PRISM双螺杆混合挤出机在230℃下用模头将胺改性的苯乙烯-乙烯-丁烯-苯乙烯(Tuftec MP10)与聚丙烯(Moplen HP420M)预混合并且挤出机从190℃的第一区的温度升高到230℃来制备单层结构(样品8.1和8.2)。
所得材料仅使用主型芯挤出机在实验室规模的Rondol多层流延生产线上用于生产流延片样品。挤出系统被构造成提供共混材料的片。在230℃下用模头进行挤出,并且挤出机从190℃的第一区的温度升高至230℃。在室温下将挤出物流延到冷却辊上,并生产约1.2mm厚的流延片。
使用Dr Collins 5层流延膜生产线生产多层结构化流延片样品(样品8.3至8.9)。配置多层挤出系统以得到片材结构ABCBA,其中层A是聚丙烯(Moplen HP420M)。通过组合B层和C层或仅使用C层来形成单层(SL)结构。在两个B层中使用相同的材料制造双层(DL)结构,其中层C是与层A相同的材料。在所有多层情况下,材料的非聚丙烯层是胺改性的苯乙烯-乙烯-丁烯-苯乙烯(Tuftec MP10)。
改变挤出机A、B和C的产量,以得到具有如表20所示的组成的样品。在235℃下用模头进行挤出,并且挤出机从190℃的第一区的温度升高至230℃。将挤出物在30-36℃下流延到冷却辊上并生产约1mm厚的流延片。
然后将以上生产的流延片样品切成正方形块,然后使用Bruckner Karo IV膜拉伸机同时双轴拉伸以生产薄膜。
使用撕裂试验测量的实施例8的膜的平均撕裂蔓延强度示于表20中。如该表所示,当比较相同厚度时,将材料共混到聚丙烯中得到的撕裂强度显著低于根据本发明的膜的多层变体的撕裂强度。当与相同材料的单层(SL)相比时,正如在DL样品中,分裂第二材料层似乎降低了相当的组合物样品上的平均撕裂蔓延强度。这可能是由于材料的表面拉伸效应引起的层取向的增加。
表20
然后使用表1中的方法对膜的各种光学性质进行测试,其结果概述于下表21中。这些结果显示,与膜的多层变体相比,将材料共混到聚丙烯中对膜的光学性质具有显著影响。其中软材料作为多层而不是单层存在的样品显示出更好的光学性质。
表21
表9
使用Dr Collins 5层流延膜生产线生产流延片样品。配置多层挤出系统以得到片材结构ABCBA,其中层B、C、B和D是聚丙烯(Moplen HP420M),并且层A是LLDPE(Dowlex5057)。
在235℃下用模头进行挤出,并且挤出机从190℃的第一区的温度升高至230℃。将挤出物在30-36℃下流延到冷却辊上并生产约1mm厚的流延片。
然后将流延片样品切成正方形块,使用Bruckner Karo IV膜拉伸机在156℃下同时双轴拉伸以生产薄膜。
使用撕裂试验测量的实施例9的膜的平均撕裂蔓延强度示于图10中。如该图所示,撕裂强度随着取向较小的层(A)的比例的增加而增加。表22中的数据进一步支持了这些结果。
表22
然后使用表1中的方法对膜的各种光学性质进行测试,其结果概述于下表23中。这些结果显示,膜的取向较小的层(A)的一侧具有较低的光泽度值。
表23
实施例10
通过热化学分析测定三种膜的软化曲线。膜的组成示于下表24中。膜1是气泡膜,而膜2和膜3分别对应于以上实施例4.2和8.4。因此,预期膜2和膜3的中间层的取向小于薄膜1的取向。
表24
将每个膜的小样品置于穿透探针下并经受0.5N恒力。在5℃min
如图11所示,膜的软化曲线与芯层的熔点或玻璃化转变温度相关。作为参考,聚丙烯的熔融范围为160℃至166℃,聚乙烯的熔融范围为120℃至135℃(取决于密度),并且MP10的异常热转变发生在30℃至75℃。
实施例11
通过动态力学分析确定三种膜的机械性质。膜的组成示于下表25中。CL30和B28是可从Innovia Films Limited商购获得的膜,而QE1和Q7L10P分别对应于以上实施例4.2和8.4。因此,预期QE1和Q7L10P的中间层的取向小于其它膜的取向。
表25
在1Hz的振荡频率、0.15%应变和2℃min
如图12所示,标准BOPP膜占据较高的储能模量范围。含有聚乙烯的多层材料表现出储能模量的显著降低,这可能是由于PE层中缺少取向和PE原材料中固有缺少弹性的组合。
含有MP10橡胶的多层膜的储能模量进一步降低,这也是由于其缺少取向。橡胶大部分是无定形的,因此没有从结晶度对储能的贡献。尽管是高弹性材料,但是所有的能量耗散都通过无定形相中的链运动而发生。由于这种链运动受到高交联密度的抑制,橡胶的损耗模量也非常低,如图13所示。因此,这种弹性在图14所示的tanδ曲线中是最明显的,其是损耗模量与储能模量的比率。Tanδ随着阻尼的增加而增加,因此高弹性材料将具有低阻尼和低tanδ。
CL30与B28之间的差异(与MFI无关)可以通过这两种膜类型的加工条件的差异来解释。B28在较高温度和较低产量下退火,有效地使热定形更硬更长时间,同时在MD上受到约束,因此通过应力松弛降低MD取向,结果表观储能模量低得多。对于损耗模量也是如此。
实施例12
使用修改的ASTM D3418测量根据本发明的膜的DSC曲线,其中数据以20℃/min而不是10℃/min产生。
膜具有表26中所概述的层(按所示的顺序)和约42微米的厚度。在约156℃下使用气泡工艺将层共挤出,然后吹塑成膜,在该温度下LLDPE几乎完全熔融,从而得到根据本发明的膜。
表26
图15示出了重复实验的DSC曲线。如所示,在初始加热步骤期间,较低的温度峰值(对应于LLDPE即第二层材料的熔点)具有单个峰。
将相同结构的膜共挤出并拉伸,然后在烘箱中在145℃或150℃下热处理以熔融LLDPE。图16a示出了在150℃的DSC曲线,而图16b示出了在145℃的DSC曲线。如所示,在初始加热步骤期间,较低的温度峰值(对应于LLDPE即第二层材料的熔点)具有双峰。
- 配向膜组合物、用配向膜组合物制备的配向膜、配向膜的制备方法,包括配向膜的光学膜和包括光学膜的显示设备
- 金属碳氮化膜或半金属碳氮化膜的制造方法、金属碳氮化膜或半金属碳氮化膜以及金属碳氮化膜或半金属碳氮化膜的制造装置