模块化纤维放置头
文献发布时间:2023-06-19 13:48:08
技术领域
本申请涉及纤维放置机器,更具体地,涉及模块化纤维放置头。
背景技术
纤维放置机器用于制造复合工件(composite workpiece)。浸渍有树脂的纤维材料形式的复合材料由所述机器以精确的位置和长度施加到模具或心轴(mandrel),总体形成复合工件。纤维放置机器使纤维放置头移动到模具上方,以便以复合工件的最终形状精确地施加复合带(composite tape)。随着纤维放置头移动,它在模具上留下多个复合带区段(segment),也称为铺层(course)或丝束(tow)。复合带区段的数量可以从2到32个不等。虽然多个复合带股(strand)可作为铺层的一部分被同时施加,但纤维放置头可作为施加铺层的一部分单独地控制每个丝束。这些复合带区段在模具上的自动施加涉及用于保持、移动和最终切割复合带的多种机构的集合的合作。例如,在模具上施加复合带的十六个丝束铺层的纤维放置头可以包括用于每个丝束的单独通道以及用于保持和切割所述带的机构。但是,当纤维放置头反复地将铺层施加于模具时,该头中的机构会开始磨损,并最终失效或需要维修(benefit from service)。具有用于供给多个单独复合带股的多个通道的纤维放置头可能只有该头的一个或两个通道需要维修。然而,能够施加许多条复合带通道的纤维放置头使用整体结构,该整体结构总体地包括用于将复合带施加到模具的所有机械元件。维修该纤维放置头涉及将纤维放置头从机械臂拆下,从而使纤维放置机器闲置。可使用额外或备用的纤维放置头来更换现有的纤维放置头。但是,购买和存储可能大部分时间都处于闲置的额外纤维放置头可能成本高昂。
发明内容
在一种实施方式中,一种用于在模具上施加多个复合带区段的纤维放置头包括:一个多个通道组件模块,每个通道组件模块具有:一个或多个流体通路,所述流体通路接收压缩空气;活塞组件,其响应于压缩空气的接收而相对于通道模块组件选择性地移动;附接点位,其被配置成将通道模块组件可释放地联接到纤维放置头的一部分;通道模块组件中的孔,其被配置成用于接收将子模块子组件可释放地联接至通道模块组件的紧固件;以及子模块子组件,通过由孔接收的紧固件可释放地联接到每个通道模块组件。一种用于在模具上施加多个复合带区段的纤维放置头,包括一个或多个通道组件,每个通道组件具有:一个或多个流体通路,所述流体通路接收压缩空气;活塞组件,其响应于压缩空气的接收而相对于通道组件选择性地移动;附接点位,其被配置成将通道组件可释放地联接到纤维放置头的一部分;通道组件中的孔,被配置成用于接收用于将子组件可释放地联接至通道模块的紧固件,其中来自活塞组件的活塞接合所述子组件;以及子组件,通过由孔接收的紧固件可释放地联接到每个通道模块。
附图说明
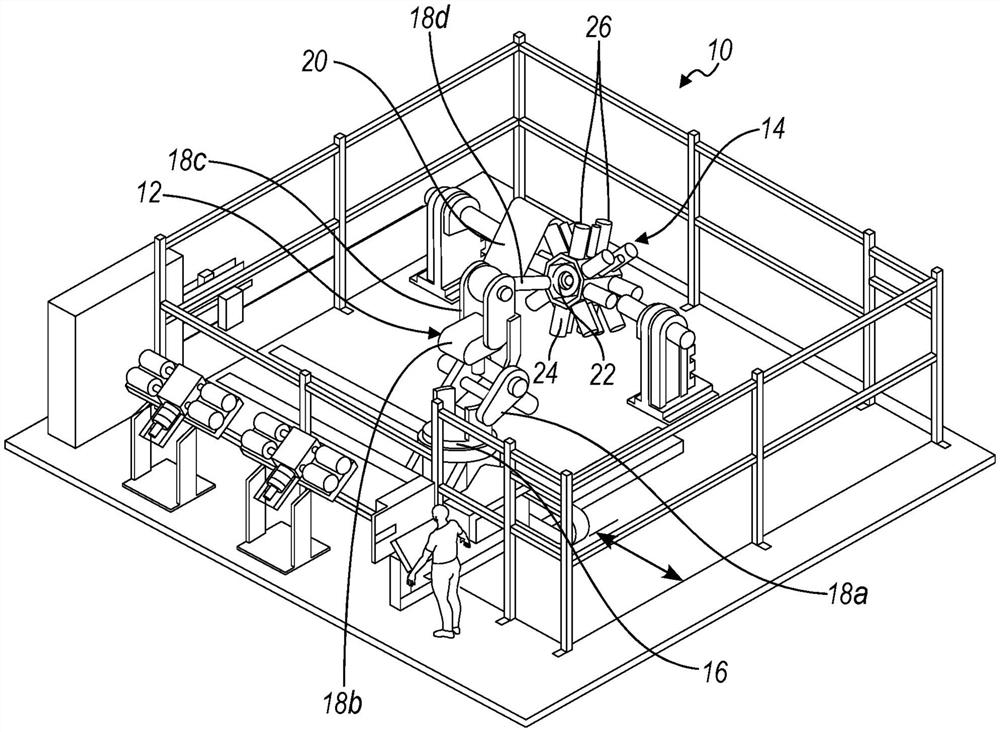
图1是一立体图,示出了纤维放置机器的一实施例;
图2是另一立体图,示出了纤维放置头的一实施例;
图3是一立体图,示出了纤维放置头的一部分的一实施例;
图4是另一立体图,示出了纤维放置头的一部分的一实施例;
图5是另一立体图,示出了纤维放置头的一部分的一实施例;
图6是另一立体图,示出了纤维放置头的一部分的一实施例;
图7a是另一立体图,示出了纤维放置头的一部分的一实施例;
图7b是另一立体图,示出了纤维放置头的一部分的一实施例;
图8是一横截面图,示出了纤维放置头的一部分的一实施例;
图9是一横截面图,示出了纤维放置头的一部分的一实施例;
图10是另一立体图,示出了纤维放置头的一部分的一实施例;
图11是另一立体图,示出了纤维放置头的一部分的一实施例;以及
图12是另一立体图,示出了纤维放置头的一部分的一实施例。
具体实施方式
纤维放置机器可使用机械臂承载具有模块化切割、夹持和重启(CCR)组件的纤维放置头。CCR组件包括多个切割通道模块组件、夹持通道组件模块和重启通道组件模块,每个均可拆卸地联接到纤维放置头。每个通道组件模块可被设计为处理穿过它的一股或多股复合带。并且,任何一个或多个组件模块都可以从纤维放置头上移除,而不会影响仍然附接于纤维放置头的其他通道组件模块的性能。也就是说,施加十六个纤维带通道的纤维放置头可以包括单独控制两个纤维带通道的通道组件模块。在这种实施方式中,CCR组件可包括二十四个通道组件模块(八个切割通道组件模块、八个夹持通道组件模块和八个重启通道组件模块,每个均控制两个纤维通道)。如果从CCR组件上拆下共同控制两个通用复合带通道的一个切割通道组件模块、一个夹持通道组件模块和一个重启通道组件模块,则使剩下的纤维放置头能够施加十四条纤维丝束。然后,在纤维放置头保持功能的同时,拆下的通道组件模块可被维修或清洁。或者,通道组件模块可以被更换为存储中的备用通道组件模块。与购买和存储整个纤维放置头相比,购买和存储通道组件模块可减少费用和存储空间。
通道组件模块可通过包括可拆卸子组件模块进一步模块化。例如切割通道模块组件可包括可拆卸地附接至组件模块的切割子组件。用于制造复合工件的复合带通常由纤维材料组成,所述纤维材料已浸渍有树脂,随后在树脂被热激活后该树脂为复合工件提供强度。复合物的一个例子是碳纤维。这通常被称为“预浸(pre-preg)”复合物。复合带包含的树脂可能非常粘稠,并粘附至带所接触的机构。随着复合带继续穿过切割通道组件模块,带所携带的树脂会越来越多地留下,并且会干扰子组件中的切割机构。从切割通道组件模块中拆卸和更换切割子组件可以提高维修切割机构的速度和频率。切割子组件包括切割刀片和复合带所穿过的一条或多条通道路径,所述通道路径可形成在刀片靴(blade shoe)和/或底座中,切割刀片可抵靠该刀片靴和/或底座往复移动以选择性地切割复合带。连接特征连接器可将切割子组件与切割通道模块组件接合或分离,以进行拆卸和在维修后重新连接。
图1中示出了纤维放置机器10的实施例。纤维放置机器10包括与纤维放置头14可拆卸地联接的机械臂12。机械臂可由底座16支撑,机械臂在底座上围绕轴线(x)线性移动。多个活动区段18可从底座16向外延伸,所述活动区段例如能通过枢转、旋转或伸缩来移动。机械臂12可围绕多个轴线相对于底座16移动。例如,第一区段18a可以在一端处可旋转地联接到底座16,使得机械臂12可以围绕底座16旋转。第二区段18b可与第一区段18a枢转地联接,第三区段18c可与第二区段枢转地联接。第四区段18d可联接至第三区段18c,并可伸缩地远离和朝向第三区段移动。可以使用流体柱塞(ram,冲柱)、电机或这些的某些组合或其他驱动元件相对于彼此移动区段18,以相对于用于制造工件的模具20或心轴移动机械臂12的远端。与具有可执行指令的计算机可读存储介质通信的微处理器(未示出)可以控制流体柱塞、电机或其他驱动元件的运动,从而控制机械臂12的活动区段18的运动和位置。微处理器可以是能够处理电子指令的任何类型的设备,包括微控制器、主机处理器、控制器和专用集成电路(ASICs)。它可以是仅用于执行机械臂12的控制的专用处理器,或者也可以与其他机器功能共享。微处理器执行各种类型的数字存储指令,例如存储在存储器中的软件或固件程序。使机械臂移动的机构(如流体柱塞或电机)与微处理器之间的通信可以通过通信总线执行。机械臂12可沿三个轴线移动纤维放置头14,以将该头14定位成用于维修或将复合带施加于模具20。虽然这是可与纤维放置头一起使用的机械臂12的一种实施方式,但也可以使用施加复合带的机械臂或机械装置的其他实施方式。
机械臂12的远离底座16的端部可包括卡盘22,该卡盘可释放地接合纤维放置头14。卡盘22和纤维放置头14的一部分可以具有相应的特征,使得卡盘22可以可释放地抓取纤维放置头14。在一种实施方式中,纤维放置头14包括与头14的表面正交延伸的圆柱形柄。机械臂12可以定位卡盘22,使其与柄接合,并且纤维放置头14弹性地联接到臂12。
如图2-图4所示,纤维放置头14可以包括:筒子架(creel)24;多个卷轴26,这些卷轴承载复合带,作为所述头14的带来源;和切割、夹持、重启(CCR)组件32(在图5-图8中更详细地示出)。CCR组件32可以包括压实辊34(或可选的压实辊),压实辊可以从卷轴26接收复合带,并将其施加到模具20,以制造复合部件。筒子架框架24包括多个外表面36和相对于外表面36正交地安装的芯柱(spindle)38。当带施加于模具20时,可使用气动、机械或流体控制的调节元件(dancer element)来使芯柱38移动以产生带张力,所述调节元件有助于维持复合带上的张力。复合带可以从卷轴26上解开,并进入压实辊34中,以便最终施加于模具20。
纤维放置头14可包括CCR框架40,用于支撑纤维放置头14、CCR组件32和压实辊34的部件,压实辊最终将复合带的铺层压到模具20上。在到达压实辊34处之前,复合带的一部分可以穿过上进给部42,复合带的另一部分可以穿过下进给部44。上进给部42可以处理偶数编号的复合带,下进给部44可以处理奇数编号的复合带,这些复合带在压实辊34处相遇。例如,对于具有八条纤维路径或通道的纤维放置头14,上进给部42可以处理由数字2、4、6和8标识的复合带,而下进给部44可以处理由数字1、3、5和7标识的复合带。上进给部42和下进给部44可以通过角度(α)分开。上进给辊46和下进给辊48可以将来自卷轴26的复合带分别传送到上进给部42和下进给部44。上进给部42和下进给部44可包括多个通道模块组件54。上进给部42和下进给部44中的每一个都可以包括歧管(manifold)64,所述歧管用于接收多个安装底座52,所述安装底座可以可释放地接收多个通道组件54通道模块54。安装底座52可包括阀附接特征(valve attachments feature)68,其相对于歧管64定位底座52,并相对于纤维放置头14可释放地联接多个通道组件54通道模块54。阀附接特征68(诸如球形锁),用于定位从安装底座52到歧管64的流体通路66,并有助于在后空气块53和底座52之间形成流体密封。底座52包括多个附接点位58(图7b),其中通道组件54通道模块54最终联接到底座52。底座52可以是联接到歧管64的分立元件,在歧管中可以同时拆卸或安装多个电磁阀62和通道组件54通道模块54。在一种实施方式中,附接点位58可以是阴燕尾部(femaledovetail,鸠尾槽),其接收通道模块组件54或后空气块53的元件所包括的相应阳燕尾部(male dovetail,榫舌)。在模块组件54相对于纤维放置头14的安装或拆卸过程中,通道组件54通道模块54可以通过燕尾部连接而相对于安装底座52滑动。然而,多个通道组件54通道模块54最终可通过十字销60固定到安装底座52上,所述十字销横向于模块组件54相对于燕尾部滑动所沿的方向穿过并接合安装底座52的一部分,以防止通道模块组件54相对于安装底座52移动。
机电阀62邻接通道组件54通道模块54,并可经由后空气块53联接至安装底座52。每个通道模块组件54可邻接电磁阀62,以使阀62选择性地向模块组件54供应压缩空气以供致动。安装底座52可与歧管64联接,并且流体通路66通过后空气块53和机电阀62将来自源(未显示)的压缩空气最终输送到达与底座52联接的通道组件54通道模块54。后空气块53、电磁阀62和通道模块组件54的组合可以使用十字销60可拆卸地固定至安装底座52。压缩空气可通过电磁阀62选择性地供应至通道组件模块54,从而与来自歧管64和后空气块53的空气连通。在一种实施方式中,电磁阀62包括接收电压的螺线管,该电压由开关控制,使得微处理器打开和关闭以控制通道组件模块54的致动。
转向图9-图12,每个通道模块54可包括执行纤维放置头14功能的子组件70和复合带从中穿过的一个或多个通道路径72。用于每个子组件70的气动缸(pneumatic cylinder)74可以控制纤维放置头14的功能。子组件70的元件可与气动缸74联接,并且压缩空气从歧管64到气动缸74中的流动可对穿过通道路径的复合带产生影响。在一个实施例中,流体通路66可将来自机电阀62的压缩空气输送至包括活塞的气动活塞组件80。气动活塞组件80可以相对于气动缸74滑动,从而依靠附接到通道组件模块54的子组件70对复合带执行一些操作。
切割通道模块组件54a可包括切割子组件70a。切割子组件70a可拆卸地附接至切割通道模块组件54a,并包括切割刀片82、砧板84、弹簧加载刀片靴86和底座88。切割子组件70a可包括复合带从中穿过的通道路径72的一部分。例如,当气动活塞组件80相对于气动缸74移动时,弹簧加载刀片靴86可将切割刀片82偏压在砧板84上以形成剪切切口,并在复合带穿过切割子组件70a的通道路径72时切割复合带。当切割刀片82和砧板84在第一位置中彼此相对放置时,可允许复合带穿过通道路径72,并且当切割刀片82相对砧板84移动时,带可被切割。当处于第一位置中时,切割刀片82中的开口和底座88以及砧板84中的开口可至少部分限定通道路径72。紧固件92(诸如长形构件、销、钉销或螺纹螺钉),可延伸穿过切割通道组件模块54a中的孔90,并与切割子组件70a接合,以将其固定到切割通道组件模块54a。紧固件92可从切割通道组件模块54a和切割子组件70a上拆下,以从切割通道组件模块54a释放子组件70a进行维修或更换。在该实施方式中,纤维放置头14包括八个切割通道模块组件54a,其中四个切割通道组件模块54a位于上进给部42上且四个切割通道组件模块54a位于下进给部44上。然而,具有更多或更少的切割通道组件模块54a的其他实施例是可能的。
其他通道组件模块54包括夹持通道组件模块54b和重启通道组件模块54c。夹持通道组件模块54b和重启通道组件模块54c可包括多个通道路径72,并包括用于每个通道路径72的气动活塞80,该气动活塞可被选择性地致动,以使其滑动以将复合带固定到位。夹持子组件70b和重启子组件70a可各自包括导向轮94,用于在复合带被施加于模具20上时固定复合带。动力轮96可定位在复合带的另一侧上,以使得动力轮96与相应的导向轮94相对。动力轮96可由具有与该轮96联接的输出轴的电机98驱动。电机98可使得动力轮96旋转以移动复合带,或者动力轮96可保持不动以牢固地固定复合带。复合带可以抵靠斜撑(单向)轴承、离合器轴或固定板而保持不动。
导向轮94与复合纤维带的一侧接触,该一侧与动力轮96所接触的一侧相对,从而在轮之间挤压所述带。导向轮94可与动力轮96协同工作,使复合带移动穿过通道路径72或将复合带固定到位。动力轮96可由电机98驱动,而导向轮94可自由旋转并允许复合纤维带移动。或者,电机98可以使动力轮96保持静止,并且气动活塞80可被致动,以防止导向轮94旋转,从而将带固定到位。气动活塞80可以响应于压缩空气的接收而移动,以选择性地使导向轮94保持不动,从而将复合纤维固定到位。在这个实施例中,纤维放置头14包括八个夹持通道模块组件54b和八个重启通道组件模块54c,其中上进给部42上具有四个夹持通道组件模块和四个重启通道组件模块,且下进给部44上具有四个夹持通道组件模块54b和四个重启通道组件模块54c。在该实施例中,纤维放置头14可包括二十四个包含切割通道组件模块54a的通道组件模块54。然而,具有更多或更少通道组件模块54的其他实施方式是可能的。
机械臂12可以使纤维放置头14相对于模具20移动以制造复合部件。机械臂12、动力轮96、切割通道组件模块54a、夹持通道组件模块54b和重启通道组件模块54c协同工作,以将复合带施加到模具20。重启通道组件模块54c可使复合纤维移动通过通道72,直到其到达压实辊34。然后,夹持通道组件模块54b可被致动以固定复合纤维,防止其在通道72内移动。然后,压实辊34可以移动成与模具20接触,并将复合带的一端施加到模具20。夹持通道组件模块54b可以释放复合纤维,机械臂12使纤维放置头14移动到模具20上,并且压实辊34可以将复合带施加到模具20。一旦规定量的复合带已被施加于模具20,夹持通道组件模块54b可被致动以将来自卷轴26的复合带固定到位,并且切割通道组件模块54a可被致动以切割施加于模具20的期望长度的复合带。重启通道组件模块54c可被接合,且夹持组件模块54b可以脱离,以允许向压实辊34提供额外的复合带,从而可以在模具20上施加复合带的新铺层。
应当理解,前述是对本发明的一个或多个实施例的描述。本发明不局限于本公开的特定实施例,而是仅由以下的权利要求来定义。此外,前述说明书中包含的陈述涉及特定实施例,并且不应被解释为对本发明的范围或对权利要求中使用的术语的定义的限制,除非上面明确定义了术语或词语。对本领域技术人员来说其他各种实施例以及对所公开实施例的各种变更和修改将是显而易见的。所有这样的其他实施例、变更和修改应落在所附权利要求的范围内。
如在本说明书和权利要求书中所使用的,术语“如”、“例如”、“比如”、“诸如”和“类似”以及动词“包括”、“具有”、“包含”及它们的其他动词形式,当与一个或多个部件或其他物品的列表一起使用时,这些术语中的每一个都应解释为开放式的,这意味着该列表不应被视为排除了其他、额外的组件或物品。其他术语应使用其最广泛的合理含义进行解释,除非在需要不同解释的语境中使用。
- 模块化纤维放置头
- 元件放置头以及元件放置头的起点检测方法