金属配件电镀层后处理装置和方法
文献发布时间:2023-06-19 18:29:06
技术领域
本发明涉及电镀层后处理的领域,尤其是涉及金属配件电镀层后处理装置和方法。
背景技术
为了提高工件的耐磨性、导电性或抗腐蚀性,通常会利用电解原理在工件的表面镀上一层其他金属或合金,此种工艺即电镀。电镀是大多金属工件均需要进行的一步,电镀完成后,金属工件的表面会形成电镀层,为了提高电镀层的效果,通常还会对金属工件进行电镀后处理,即工件再依次经过水洗、出光、钝化和驱氢加工,提高电镀质量。
在相关技术中公告号为CN211999952U的中国实用新型专利,其公开了电镀工件的电镀层多步后处理系统,包括支架和位于支架一侧的加热器;支架上依次设置有水洗罐、出光罐、再洗罐和钝化罐,水洗罐、出光罐、再洗罐和钝化罐的外周面均设置有齿条,支架上设有若干转动驱动器,转动驱动器的输出端均安装有驱动齿轮,水洗罐、出光罐、再洗罐和钝化罐外周面的齿条分别与一个转动驱动器上的驱动齿轮啮合,还包括钩挂件,钩挂件的下端设有挂钩,挂钩上设有用于盛装工件的网笼。
上述相关技术中,通过将工件放置到对应的罐体内,罐体转动,罐体内的溶液跟随罐体转动,溶液冲打网笼中的工件,使工件与工件之间的相对位置发生改变,使得工件与罐体中的溶液充分接触,由于网笼中的工件在罐体中加工完毕后,需要工作人员将每一个罐体中的网笼从挂钩上取下,然后再将网笼挂到下一个挂钩上放到罐体内进行加工,从而增加了工作人员的劳动量,降低了工件的后处理效率。
发明内容
为了改善工件后处理效率低的问题,本申请提供金属配件电镀层后处理装置和方法。
本申请提供的金属配件电镀层后处理装置和方法主体采用如下的技术方案:
金属配件电镀层后处理装置,包括支撑架,所述支撑架上依次安装有水洗罐、出光罐、再洗罐和钝化罐,所述支撑架上转动安装有转轴,所述水洗罐、所述出光罐、所述再洗罐和所述钝化罐沿所述转轴的周向设置,所述转轴上固定有连接板,所述连接板的底面安装有气缸,所述气缸活塞杆的底端安装有用于盛装工件的网笼,所述支撑架上设置有用于驱动所述转轴转动的驱动组件。
通过采用上述技术方案,将装好工件的网笼安装在气缸的活塞杆的底端,启动气缸,气缸的活塞杆向下移动,使网笼移动至水洗罐内对网笼内的工件进行清洗,从而去除工件表面的杂质。对网笼内的工件清洗后启动气缸,使气缸的活塞杆带动网笼向上移动,使网笼移动至水洗罐的上方,驱动组件驱动转轴转动,使转轴带动连接板转动,使连接板带动网笼移动至出光罐的正上方,启动气缸,使气缸的活塞杆带动网笼向下移动,使网笼移动至出光罐内对网笼内的工件进行出光处理,从而提高工件电镀层的光泽度。当对网笼内的工件进行出光处理后,启动气缸,使气缸的活塞杆带动网笼向上移动,使网笼移动至出光罐的上方,驱动组件驱动转轴转动,使转轴带动连接杆移动至再洗罐的上方,启动气缸,使气缸的活塞杆带动网笼移动至再洗罐内对网笼中的工件进行清洗,清洗掉工件表面的出光剂从而减小工件与钝化罐中的钝化剂接触不充分,降低工件的钝化效果。当网笼中的工件经过再洗罐清洗后,启动气缸,气缸的活塞杆带动网笼移动至再洗罐的上方,驱动组件驱动转轴转动,使连接板移动至钝化罐的上方,启动气缸,气缸的活塞杆带动网笼移动至钝化罐内,网笼中的工件与钝化罐中的钝化剂反应,从而使电镀层不易受到腐蚀,提高工件的使用寿命,通过工件依次经过水洗罐、出光罐、再洗罐和钝化罐进行后处理完成后再将装有工件的网笼取下,从而提高工件后处理的加工效率。
优选的,所述驱动组件包括固定于所述转轴上的从动齿轮一,所述支撑架上安装有电机一,所述电机一的输出轴上固定有主动齿轮一,所述主动齿轮一与所述从动齿轮一相啮合。
通过采用上述技术方案,当罐体中的工件处理完成后,启动气缸,气缸的活塞杆带动网笼移出罐体,启动电机一,电机一带动主动齿轮一转动,主动齿轮一带动从动齿轮一转动,从动齿轮一带动转轴转动,从而便于使转轴带动连接板转动至下一个加工工件的罐体上方。
优选的,所述气缸上设置有从动齿轮二,所述从动齿轮二与所述气缸转动连接,所述连接板的底面安装有电机二,所述电机二的输出轴上设置有主动齿轮二,所述主动齿轮二与所述从动齿轮二相啮合,所述从动齿轮二的底面固定有伸缩杆,所述伸缩杆的底面固定有连接杆,所述气缸活塞杆的底面转动连接于所述连接杆的顶面,所述网笼安装于所述连接杆的底面。
通过采用上述技术方案,当启动气缸,气缸的活塞杆带动网笼移动至罐体内时,启动电机二,电机二带动主动齿轮二转动,主动齿轮二带动从动齿轮二转动,使从动齿轮二通过伸缩杆带动连接杆转动,连接杆带动网笼转动,使网笼中的工件发生运动,工件与罐体中的溶液充分接触,从而提高工件的后处理效率。
优选的,所述伸缩杆包括固定于所述从动齿轮二底面的圆柱杆,所述圆柱杆的底面开设有插接槽,所述插接槽内滑动安装有移动杆,所述移动杆的底面固定于固定于所述连接杆的顶面。
通过采用上述技术方案,当启动气缸,气缸的活塞杆沿竖向移动时,移动杆跟随气缸活塞杆在插接槽内沿竖向移动,从而使从动齿轮二转动时,移动杆带动连接杆转动,连接杆带动网笼转动。
优选的,所述插接槽的内周面开设有环形槽一,所述移动杆的顶面固定有滑动块,所述滑动块的外周面与所述环形槽一的内周面相贴合,所述滑动块通过所述环形槽一沿竖向与所述圆柱杆滑移连接。
通过采用上述技术方案,当移动杆在插接槽内沿竖向移动时,滑动块在环形槽一内沿竖向移动,从而减小移动杆脱离圆柱杆的可能性。
优选的,所述连接杆的顶面开设有凹槽,所述气缸活塞杆的底端可插设于所述凹槽内,所述凹槽的内周面开设有环形槽二,所述气缸活塞杆的底面固定有圆块,所述圆块的外周面与所述环形槽二的内周面相贴合。
通过采用上述技术方案,当启动气缸,气缸的活塞缸带动连接板向上移动时,圆块的顶面与环形槽二的内顶面相抵接,从而减少活塞杆脱离连接板的可能性。
优选的,所述连接杆的底面设置有连接块一,所述连接块一上固定有多个卡块一,所述卡块一包括固定于连接块一外周面的固定块一,所述固定块一的底面与所述连接块一的底面间隔有距离,所述固定块一的侧壁上固定有限位条一,所述限位条一靠近所述连接块一中心轴线的侧面固定于所述连接块一的外周面上,所述固定块一靠近所述连接块一中心轴线的侧面开设有卡槽一,所述网笼上设置有连接块二,所述连接块二上固定有多个卡块二,所述卡块二包括固定于连接块二外周面的固定块二,所述固定块二的顶面与所述连接块二的顶面间隔有距离,所述固定块二的侧壁上固定有限位条二,所述限位条二靠近所述连接块二中心轴线的侧面固定于所述连接块二的外周面上,所述固定块二靠近所述连接块二中心轴线的侧面开设有卡槽二,所述限位条一可插设于所述卡槽二内,所述限位条二可插设于所述卡槽一内。
通过采用上述技术方案,将卡块二对准两个卡块一之间的间隙,将卡块二朝向连接块一移动,使卡块二穿过两个卡块一之间的间隙,使限位条一对准卡槽二,限位条二对准卡槽一,转动卡块二,使限位条一插设于卡槽二内,限位条二插设于卡槽一内,从而将网笼固定在连接板上。
优选的,所述限位条一的顶面开设有斜面一,所述限位条二的底面开设有斜面二。
通过采用上述技术方案,在限位条一的顶面开设有斜面一,在限位条二的底面开设有斜面二,从而便于将限位条一插设于卡槽二内,限位条二插设于卡槽一内。
优选的,所述水洗罐、所述出光罐、所述再洗罐和所述钝化罐的底面均设置有出水管,所述出水管上设置有阀门。
通过采用上述技术方案,在水洗罐、出光罐、再洗罐和钝化罐的底面分别固定有出水管,从而便于工作人员对罐体内的溶液进行排放和更换。
金属配件电镀层后处理法方法,该方法适用于上述的金属配件电镀层后处理装置,包括如下步骤:
S1:水洗,将装有工件的网笼安装在连接杆上,然后启动气缸,气缸活塞杆推动连接杆向下移动,使网笼放置到水洗罐中,从而清洗掉工件上的杂质。
S2:出光,启动气缸,使气缸的活塞杆带动连接杆向上移动,使网笼移出水洗罐,启动电机一,使电机一带动主动齿轮一转动,主动齿轮一带动主动齿轮二转动,使主动齿轮二带动转轴转动,转动带动连接板转动,将水洗后的网笼移动至出光罐的上方后关闭电机一,启动气缸,使气缸活塞杆推动连接杆向下移动,使网笼移动至出光罐内,从而对网笼内的工件进行出光处理,提高工件的光泽度。
S3:再水洗,启动气缸,使气缸的活塞杆带动连接杆向上移动,使网笼移动至出光罐的上方,启动电机一,使电机一带动主动齿轮一转动,主动齿轮一带动主动齿轮二转动,使主动齿轮二带动转轴转动,转动带动连接板转动,将出光后的网笼移动至再洗罐的上方后关闭电机一,启动气缸,使气缸的活塞杆推动连接板向下移动,使网笼移动至再洗罐内,对网笼内的工件进行再次清洗,清洗掉工件表面附着的出光剂,减少工件上的出光剂与钝化罐中的钝化剂接触降低钝化剂的纯度,从而降低工件的钝化效果。
S4:钝化,启动气缸,使气缸的活塞杆带动连接杆向上移动,使网笼移出再洗罐,启动电机一,使电机一带动主动齿轮一转动,主动齿轮一带动从动齿轮一转动,使从动齿轮一带动转轴转动,转轴带动连接板转动,将再洗后的网笼移动至钝化罐的上方后关闭电机一,启动气缸,使气缸活塞杆推动连接板向下移动,使网笼移动至钝化罐内,对网笼内的工件进行钝化处理,使工件的电镀层不易受到腐蚀,从而提高工件的使用寿命。
综上所述,本申请包括以下至少一种有益技术效果:
1.将装好工件的网笼安装在气缸的活塞杆的底端,启动气缸,气缸的活塞杆向下移动,使网笼移动至水洗罐内对网笼内的工件进行清洗,从而去除工件表面的杂质。对网笼内的工件清洗后启动气缸,使气缸的活塞杆带动网笼向上移动,使网笼移动至水洗罐的上方,驱动组件驱动转轴转动,使转轴带动连接板转动,使连接板带动网笼移动至出光罐的正上方,启动气缸,使气缸的活塞杆带动网笼向下移动,使网笼移动至出光罐内对网笼内的工件进行出光处理,从而提高工件电镀层的光泽度。当对网笼内的工件进行出光处理后,启动气缸,使气缸的活塞杆带动网笼向上移动,使网笼移动至出光罐的上方,驱动组件驱动转轴转动,使转轴带动连接杆移动至再洗罐的上方,启动气缸,使气缸的活塞杆带动网笼移动至再洗罐内对网笼中的工件进行清洗,清洗掉工件表面的出光剂从而减小工件与钝化罐中的钝化剂接触不充分,降低工件的钝化效果。当网笼中的工件经过再洗罐清洗后,启动气缸,气缸的活塞杆带动网笼移动至再洗罐的上方,驱动组件驱动转轴转动,使连接板移动至钝化罐的上方,启动气缸,气缸的活塞杆带动网笼移动至钝化罐内,网笼中的工件与钝化罐中的钝化剂反应,从而使电镀层不易受到腐蚀,提高工件的使用寿命,通过工件依次经过水洗罐、出光罐、再洗罐和钝化罐进行后处理完成后再将装有工件的网笼取下,从而提高工件后处理的加工效率;
2.当罐体中的工件处理完成后,启动气缸,气缸的活塞杆带动网笼移出罐体,启动电机一,电机一带动主动齿轮一转动,主动齿轮一带动从动齿轮一转动,从动齿轮一带动转轴转动,从而便于使转轴带动连接板转动至下一个加工工件的罐体上方;
3.当启动气缸,气缸的活塞杆带动网笼移动至罐体内时,启动电机二,电机二带动主动齿轮二转动,主动齿轮二带动从动齿轮二转动,使从动齿轮二通过伸缩杆带动连接杆转动,连接杆带动网笼转动,使网笼中的工件发生运动,工件与罐体中的溶液充分接触,从而提高工件的后处理效率。
附图说明
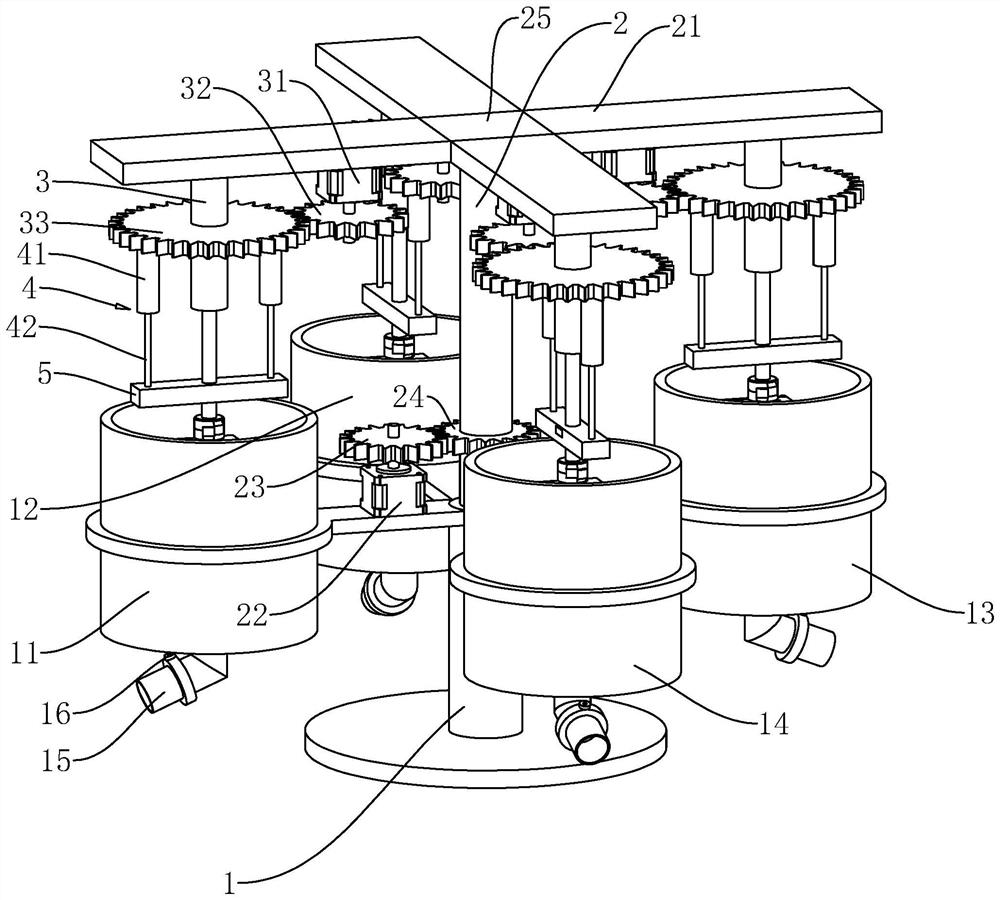
图1是金属配件电镀层后处理装置的整体结构示意图。
图2是本申请实施例中连接杆的剖视图。
图3是本申请实施例中连接块一和连接块二的爆炸示意图。
附图标记:1、支撑架;11、水洗罐;12、出光罐;13、再洗罐;14、钝化罐;15、出水管;16、阀门;2、转轴;21、连接板;22、电机一;23、主动齿轮一;24、从动齿轮一;25、固定板;3、气缸;31、电机二;32、主动齿轮二;33、从动齿轮二;4、伸缩杆;41、圆柱杆;42、移动杆;43、环形槽一;44、滑动块;45、插接槽;5、连接杆;51、凹槽;52、环形槽二;53、圆块;6、连接块一;61、卡块一;62、固定块一;63、卡槽一;64、限位条一;65、斜面一;66、圆柱块;7、网笼;71、连接块二;72、卡块二;73、固定块二;74、卡槽二;75、限位条二;76、斜面二。
具体实施方式
以下结合附图1-3对本申请作进一步详细说明。
本申请实施例公开金属配件电镀层后处理装置。
参照图1所示,金属配件电镀层后处理装置包括支撑架1及固定于支撑架1上的水洗罐11、出光罐12、再洗罐13和钝化罐14,水洗罐11、出光罐12、再洗罐13和钝化罐14的底面均固定有出水管15,出水管15的外周面固定有用于空余出水管15排水的阀门16。支撑架1的顶面转动安装有竖直设置的转轴2,水洗罐11、出光罐12、再洗罐13和钝化罐14沿转轴2的周向等间距设置。转轴2的顶面固定有固定板25,固定板25的周侧均固定有连接板21,四个连接板21分别位于水洗罐11、出光罐12、再洗罐13和钝化罐14的上方。
参照图1和图2,连接板21的底面固定有气缸3,气缸3活塞杆的底面转动安装有连接杆5。连接杆5的顶面开设有凹槽51,气缸3活塞杆的底端可插设于凹槽51内。凹槽51的内周面开设有环形槽二52,气缸3活塞杆的底面固定有圆块53,圆块53的外周面与环形槽二52的内周面相贴合。连接板21的底面固定有电机二31,电机二31的输出轴上套设固定有主动齿轮二32,气缸3的外周面上套设有从动齿轮二33,从动齿轮二33与气缸3转动连接,主动齿轮二32和从动齿轮二33相啮合。
参照图1和图2,从动齿轮二33的底面固定有两个伸缩杆4,两个伸缩杆4沿从动齿轮二33的周向等间距设置。伸缩杆4包括固定于从动齿轮底面的圆柱杆41,圆柱杆41的底面开设有插接槽45,插接槽45内沿竖向滑动安装移动杆42,移动杆42的底面固定于连接杆5的顶面。插接槽45的内周面开设有环形槽一43,移动杆42的顶面固定有滑动块44,滑动块44的外周面与环形槽一43的内周面相贴合,滑动块44通过环形槽一43沿竖向与圆柱杆41滑动连接。
参照图3,连接杆5的底面固定有圆柱块66,圆柱块66的底面固定有连接块一6,连接块一6的外周面固定有两个卡块一61,两个卡块一61沿连接块一6的周向等间距设置。卡块一61包括限位条一64和固定于连接块一6外周面上的固定块一62,固定块一62的底面与连接块一6的底面间隔有距离。固定块一62靠近连接块一6中心轴线的侧面开设有卡槽一63,卡槽一63贯穿固定块一62的两侧面。限位条一64固定于固定块一62的侧壁上,限位条一64靠近连接块一6中心轴线的侧面固定于连接块一6的外周面,限位条一64的底面与连接块一6的底面共面,限位条一64远离固定块一62的侧面开设有斜面一65。
参照图3,连接杆5的下方设置有用于盛装工件的网笼7,网笼7的顶面固定有连接块二71,连接块二71的外周面固定有两个卡块二72,两个卡块二72沿连接块二71的周向等间距设置。卡块二72包括限位条二75和固定于连接块二71外周面上的固定块二73,固定块二73的顶面与连接块二71的顶面间隔有距离,固定块二73靠近连接块二71的中心轴线的侧面开设有卡槽二74,卡槽二74贯穿固定块二73的两侧面。限位条二75固定于固定块二73的侧壁上,限位条二75的顶面与连接块二71的顶面共面,限位条二75远离固定块二73的侧面开设有斜面二76。限位条一64的顶面可与卡槽二74的内顶面相抵接,限位条一64的底面可与卡槽二74的内底面相抵接。限位条二75的顶面可于卡槽一63的内顶面相抵接,限位条二75的底面可于卡槽一63的内底面相抵接。
将卡块二72对准两个卡块一61的间隙,将卡块二72朝向连接块一6的方向移动,使卡块二72穿过两个卡块一61之间的间隙,使卡槽一63对准限位条二75,卡槽二74对准限位条一64,转动连接块二71,使固定块二73朝向固定块一62转动,使限位条一64插设于卡槽二74内,限位条二75插设于卡槽一63内,从而将装有工件的网笼7固定在连接杆5上。
参照图1,支撑架1的顶面固定有电机一22,电机一22的输出轴上套设固定有主动齿轮一23,转轴2的外周面上套设固定有从动齿轮一24,从动齿轮一24和主动齿轮一23相啮合。
本申请实施例金属配件电镀层后处理装置和方法主体的实施原理为:将电镀后的工件盛装在网笼7内,通过连接块二71和连接块一6配合将装有工件的网笼7安装在连接杆5上,启动气缸3,气缸3的活塞杆带动连接杆5向下移动,使连接杆5带动网笼7移动至罐体内,然后启动电机二31,电机二31带动主动齿轮二32转动,主动齿轮二32带动从动齿轮二33转动,从动齿轮二33通过伸缩杆4带动连接杆5转动,使连接杆5带动网笼7转动,使网笼7内的工件与罐体内的溶液充分接触,从而提高工件的后处理效率;当网笼7内的工件在罐体加工结束后,启动气缸3,气缸3带动连接杆5向上移动,使连接杆5带动网笼7移动至罐体的上方,然后工作人员再启动电机一22,使电机一22带动主动齿轮一23转动,主动齿轮一23带动从动齿轮一24转动,从动齿轮一24带动转轴2转动,转轴2带动四个连接板21转动,使四个连接板21分别移动至下一个罐体的上方后电机一22停止运转。工作人员再启动气缸3,使气缸3的活塞杆向下移动,气缸3活塞杆带动连接板21向下移动,使连接板21带动网笼7移动至罐体内,使罐体内的溶液对网笼7内的工件进行加工处理。工作人员只需要每次在钝化罐14处取下加工完成的网笼7,再安装上盛装有新的电镀后工件的网笼7,使网笼7依次经过水洗罐11、出光罐12、再洗罐13和钝化罐14进行电镀层后处理,从而提高金属配件电镀层后处理的加工效率。
本申请实施例还公开金属配件电镀层后处理方法,包括如下步骤:
S1:水洗,将装有工件的网笼7安装在连接杆5上,然后启动气缸3,气缸3活塞杆推动连接杆5向下移动,使网笼7放置到水洗罐11中,从而清洗掉工件上的杂质。
S2:出光,启动气缸3,使气缸3的活塞杆带动连接杆5向上移动,使网笼7移出水洗罐11,启动电机一22,使电机一22带动主动齿轮一23转动,主动齿轮一23带动主动齿轮二32转动,使主动齿轮二32带动转轴2转动,转动带动连接板21转动,将水洗后的网笼7移动至出光罐12的上方后关闭电机一22,启动气缸3,使气缸3活塞杆推动连接杆5向下移动,使网笼7移动至出光罐12内,从而对网笼7内的工件进行出光处理,提高工件的光泽度。
S3:再水洗,启动气缸3,使气缸3的活塞杆带动连接杆5向上移动,使网笼7移动至出光罐12的上方,启动电机一22,使电机一22带动主动齿轮一23转动,主动齿轮一23带动主动齿轮二32转动,使主动齿轮二32带动转轴2转动,转动带动连接板21转动,将出光后的网笼7移动至再洗罐13的上方后关闭电机一22,启动气缸3,使气缸3的活塞杆推动连接板21向下移动,使网笼7移动至再洗罐13内,对网笼7内的工件进行再次清洗,清洗掉工件表面附着的出光剂,减少工件上的出光剂与钝化罐14中的钝化剂接触降低钝化剂的纯度,从而降低工件的钝化效果。
S4:钝化,启动气缸3,使气缸3的活塞杆带动连接杆5向上移动,使网笼7移出再洗罐13,启动电机一22,使电机一22带动主动齿轮一23转动,主动齿轮一23带动从动齿轮一24转动,使从动齿轮一24带动转轴2转动,转轴2带动连接板21转动,将再洗后的网笼7移动至钝化罐14的上方后关闭电机一22,启动气缸3,使气缸3活塞杆推动连接板21向下移动,使网笼7移动至钝化罐14内,对网笼7内的工件进行钝化处理,使工件的电镀层不易受到腐蚀,从而提高工件的使用寿命。
以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
- 金属表面涂镀层厚度的非接触式测量方法及装置
- 一种电沉积方法制备金属基磁性颗粒材料复合镀层的装置
- 使处理物品的电接触部位的金属镀层厚度均匀化的装置和方法