对木产品进行胶合的方法和胶合木产品
文献发布时间:2023-06-19 18:32:25
技术领域
本发明涉及生产用于建筑中的胶合木产品的方法。
背景技术
细木工制品是所有木工中的基本概念,并且以坚实的方式将两件木材工件接合在一起(例如通过胶合)的能力被频繁实践,例如,在建筑、木工、家具制造、制造地板和天花板元件、胶合木梁和托梁以及肋板和木材覆层中。
获得承重结构的一种公知方式是通过将板材边缘胶合成更大的表面区域。一般来说,实木的边缘胶合以以下方式进行。将圆木原木在锯木厂中加工成方形木材工件。方形木材工件(称作例如木料,木材,板材,木板,锯材等)随后典型地被棒堆叠(stick-stacked)并且在技术干燥工艺中干燥至约12–15%的木材水分含量。如此干燥的工件在刨床中被刨平以使得随后将被胶合的表面平整。
在本文附图中,图1示意性说明了具有平坦伸长的形状和与板材的主纤维方向基本平行的纵向方向的锯板材1’的常规工件。板材1’具有平行的主面1a’、1b’和平行的次面1c’、1d’,其中所述主面的长度L超过其宽度W。图2a-b示意性说明了将两个板材1’、2’通过边缘胶合而接合的常规方式。如本文中所见,将胶粘剂4施加到刨平的表面1d’、2c’(本文中也称作“接合面”)上,随后工件1’、2’被对齐并且挤压在一起以将胶合线5固化。
该现有技术的一个缺点在于过量的胶被挤出胶合线,导致粘附至表面的“胶泪(glue-tears)”或“胶痂”。这可造成问题,因为胶痂是紧随后续加工的障碍,需要额外的清洁步骤或限制胶粘剂的选择。一些胶粘剂,例如聚氨基甲酸酯,具有更显著的形成胶痂的倾向。然而,聚氨基甲酸酯是经常使用的且在加工中表现出一些显著优点。
因此需要生产由实木制得的胶合木产品的更高效的方法。
发明内容
本发明的目标是提供生产由实木制得的胶合木产品的改进的方法,特别是改进实心板材的边缘胶合和/或面胶合。
本发明由所附独立权利要求限定。在所附从属权利要求中阐述了实施方式。
根据第一方面,本发明涉及生产用于建筑中的胶合木产品的方法,包括以下步骤:提供至少两件木质工件,每一件包含至少一个接合面;在所述接合面中的至少一个中形成凹槽,其中凹槽布置在外周边缘对之间;将胶粘剂施加到所述两件木质工件中的至少第一件的至少一个接合面上;布置所述第一木质工件使得包含施加的胶粘剂的接合面与所述第二木质工件的对应接合面相遇(meet),其中所述两个接合面中的至少一个包含所述凹槽;彼此相向地挤压两个接合面使得胶粘剂被压在所述两件木质工件之间,并且保持所述挤压达足以使木质工件彼此结合的时间;其中所施加的挤压力足够强以迫使在接触区域处木材组织塌陷,于是压力主要通过胶粘剂传送(即在木材组织塌陷之后,大部分压力作用在胶上),并且其中所述接触区域由所述木质工件的两个接合面在被挤压在一起时彼此接触的表面区域界定。
应理解“接合面”在本文中指的是旨在接合至相遇的另一件木材工件的接合面的木材工件的面/表面。接合面优选是平面的,或至少呈现出平面部分。
本领域技术人员还应理解可将胶粘剂施加到两件木材工件的所述接合面的一者或两者上。例如,可想到使用“双组份胶粘剂体系”,其中胶和硬化剂分开地施加在两个相遇的面上(即胶在一侧上且硬化剂在另一侧上)。一旦挤压在一起,所述胶粘剂和硬化剂会立即反应。双组份胶粘剂体系给出了具有长工作时间和非常短的挤压时间的可能性。
还应理解“凹槽”在本文中指的是位于升起的边缘之间的、布置在接合面的表面中的凹陷或缺口。包含所述凹槽的表面会实现具有突出的边缘的轮廓。
还应理解表述“对应接合面”在本文中意指一件单独的木材工件的表面(其中所述“木材工件”可为板材/木板),其在尺寸上是匹配的使得在经过调整且彼此抵靠挤压时,两个面的相应的外周可对齐。
由于本发明,实现了以下数个优点:
-作为刨平待胶合在一起的两个表面的替代,在相遇的表面中一者或两者上形成所述凹槽得到将胶锁定到位(in place)的效果并且防止其在胶合线处泄露出去;
-通过所述凹槽将胶锁定到位会具有木材工件的表面不会被胶痂污染的效果,并且可避免清洁表面的额外加工步骤,这是一个节省成本的因素;
-整体胶消耗和因此胶成本被降低。
另一个优点与这样的特征相关:根据本发明,当施加挤压力时,突出的边缘中的木质细胞塌陷并且高度被降低至如下程度,使得挤压力变为对位于凹槽中的胶粘剂的起作用。由此,所需压力将对结合线中的胶粘剂发挥作用并且还引起胶粘剂向组装组件的表面中渗透。(“组装组件”指的是相遇的木质工件,例如相遇的板材或木板。)根据本发明,施加的压力引起胶粘向邻近凹槽的木材细胞的第一若干排的表面渗透。在固化时,胶粘剂会充当机械锚固物,并且通过对木材组织的多孔结构/纤维的物理吸附和化学结合而产生耐久的接合。
结果是两件木材工件之间的强且耐久的胶合连接,这是例如对于木质建筑中承重目的的需要。换言之,由于位于凸起处的被挤压的木质组织,胶粘剂的横向溢出被有效阻止或明显降低。同时,所需要的压力对结合线中的胶粘剂产生作用,使得一旦固化胶粘剂就产生强结构体。
根据本发明的一个方面,所述木质工件为从实木锯出的板材,各板材呈现出平坦伸长的形状并且具有与相应的木质板材的主纤维方向基本平行的长度方向的纵向方向。所述至少两个板材中的每个包含主面和次面,其中所述主面的长度超过主面的宽度。此外,在此实施方式中,所述凹槽布置为在板材的纵向方向延伸,与其长度方向平行,并且在所述面中的至少一个上形成。根据此方面,凹槽布置在外周纵向边缘/凸起对之间。还有,所述接合面对应于布置为当通过所述胶粘剂接合两个板材时彼此相遇的各相应的板材的两个面。
根据本发明的一个方面,所述凹槽在所述板材中的至少一个的所述次面之一上形成,这对应于“边缘胶合”技术。
根据本发明的另一个方面,所述凹槽在所述板材的至少一个的所述主面之一上形成,这对应于“面胶合”技术。
根据本发明的另一个方面,胶粘剂选择为适合于将实木胶合在一起的类型,优选以下中的一种:异氰酸酯,聚乙酸乙烯酯,氨基甲酸酯和基于聚氨基甲酸酯的胶,或双组份体系(包含硬化剂和胶粘剂)比如基于三聚氰胺-脲-甲醛或苯酚-间苯二酚-甲醛的胶粘剂。
根据本发明的仍另一方面,该方法包括在施用胶粘剂之前使木质板材经受干燥步骤使得所述板材在干燥步骤之后的木材水分含量在6–15重量%之间。
根据本发明的仍另一方面,所述板材的木材水分含量在15-24重量%之间。
根据本发明的仍另一方面,挤压力在0.6–1.5N/mm2之间。对于针叶树木材物种,具体挤压力通常在0.6–1.0N/mm2的范围中并且对于阔叶木物种,其通常显著地更高,以确保胶粘剂渗透进入组装组件的表面中。
根据本发明的仍另一方面,凹槽具有在0.1–0.3mm之间的最大深度。根据目前的标准,木质结构体中的最终胶合线应不超过0.3mm以便在待使用的胶粘剂的范围内。
根据本发明的仍另一方面,作为所述凹槽的凸缘的所述外周边缘对呈现为对应于所述板材的被挤压在一起时彼此接触且邻近(abut)的两个面的表面的所述接触区域,其中所述接触区域对应于包含所述凹槽的相应的面的总水平面积的5-20%之间。
本发明还涉及胶合木产品用作木质建筑元件、承重木材结构体或非承重木材结构体的用途。
本发明还涉及能够通过根据本发明的方法获得的胶合木产品,作为用于建造和/或制造墙壁、屋顶、地板和/或天花板元件的建筑元件的用途。例如,通过根据本发明的方法制得的木质产品可用作建筑元件,比如多层面板中的一层。
附图说明
图1示意性地说明了根据现有技术的木质梁。
图2a-b示意性地说明了根据现有技术边缘胶合两个梁的原理。
图3a示意性地说明了根据本发明的示意性实施方式的木质工件末端部分。
图3b为根据图3a的IIIb的详细视图。
图4a-c示意性地说明了根据本发明的方法的一个实例的相继步骤。
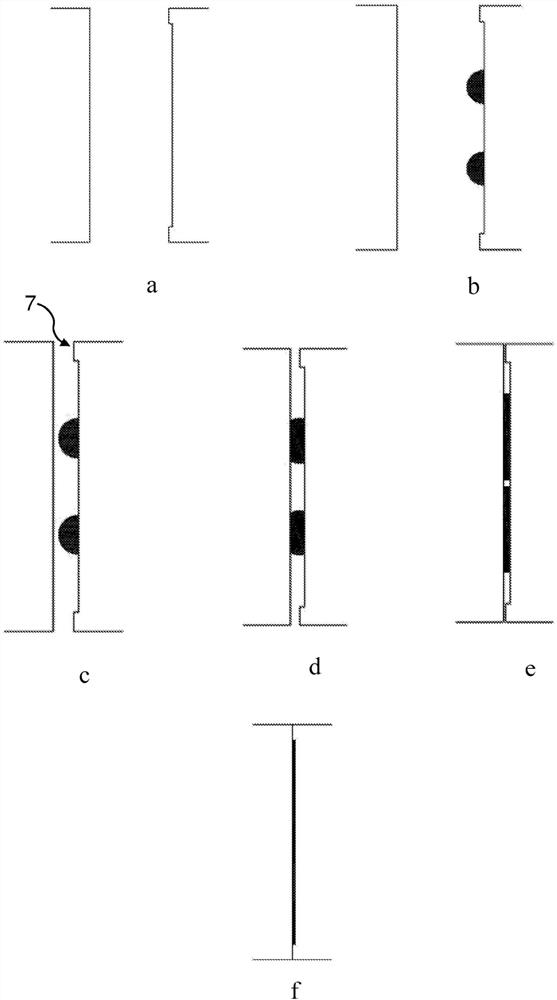
图5a-f示意性地说明了根据本发明的方法还另一个实例的相继步骤。
图6a-b示出了胶合木产品的胶合线的放大的剖视图。
图7a-d示意性地示出了根据依据本发明的四个不同实施方式的所述外周边缘的轮廓的详细视图。
图8a-b示出了边缘胶合的板材的照片。
具体实施方式
应理解前述总体描述和以下详细描述仅是示例性的,并且不限制任何要求保护的主题。除非另有定义,本文中使用的所有技术和科学术语具有与本发明所属技术领域的技术人员所通常理解的相同含义。
如先前解释地,图1示意性地说明了常规木质板材或木板1’,其已经从圆木原木锯出。作为结果,板材的长度L与木质板材的主纤维方向基本平行。平坦伸长的板材1’包含两个平行主面1a’、1b’和两个平行次面1c’、1d’,其中所述主面的长度L超过主面的宽度W。板材1’进一步具有厚度T,其继而小于所述宽度W。
图2a–b示意性地说明了根据现有技术的边缘胶合程序,如已经在本申请的背景技术部分已经描述地。
如附图中所见,所述木质工件在此由木质板材2表示。然而,技术人员理解本发明不限于“板材”,而是满足本文中说明的权利要求的所要求的由实木制得的其他形状也包括在本发明的范围内。
此外,出于简便的目的,图3a-b中所示的板材,还有图4a-c中所示的板材1、2在本文中以基本上与用于描述图1中的常规板材相同的术语进行描述。换言之,技术人员理解当说明发明构思时,所描述的板材1、2包含主面和次面,以及具有超过宽度W的长度L等。
现在首先转向图3a-b,根据本发明的木质工件的外形(outline,概述)将进一步被描述。木质工件在本文中被描述为由实木制得的板材2。图3示出了板材的末端部分并且图3b为根据图3a中的IIIb的详细视图。所述板材2的次面2c之一包含纵向凹槽3,凹槽3布置在突出的边缘6a、6b对之间。此次面2c代表接合面,其旨在通过胶合程序接合至另外的板材的另一个尺寸匹配的接合面,胶合程序以示意方式在图4a-c中进行了说明。在本文中,如图3a-b中所述的板材2与相遇的具有基本相同尺寸的板材1对齐。将胶粘剂4施加到两个接合面1d、2c中的至少一个上。在当前实例中,胶粘剂施加在包含凹槽3的板材2上且在凹槽的位置处,即在边缘之间。板材1、2被布置为使得第一板材1的接合面1d与第二板材2的对应接合面2c相遇。如图4b中所见,两个板材1、2以预定的挤压力F彼此相向地被挤压使得胶粘剂4在胶合线5处被压在两个接合面1d;2c之间。外周突出的边缘6a、6b会阻止胶粘剂泄露。所述压力F被保持足够长的时间以坚固地(solidly)彼此连接/接合板材1、2。此外,所施加的挤压力F足够强以迫使在突出的边缘6a、6b处木材组织塌陷,导致压力会对结合线中的胶粘剂产生作用,并且还引起胶粘剂渗透到组装组件的表面中。
图5a–f还说明了根据本发明的方法,在相继步骤中胶合两个接合面。首先,提供两个接合面,这在图5a中说明,两个接合面之一包含凹槽3。将胶4施加到至少一个接合面上,优选施加在凹槽3的位置处。两个接合面被对齐并且使其彼此靠近,最初导致施加的胶粘剂在凹槽3内被移位和分布(图5d-e)。接着,两个接合面将接触,如图5中所见。在被挤压在一起时彼此接触的两个接合面1d;2c处的表面区域被定义为“接触区域”7。在当两个板材彼此接触之时的时刻,挤压力F将仅作用于所述接触区域。然而,挤压力的大小被调整为足够强以引起在突出的边缘处木质组织屈服(give in)和塌陷,如图5f中所说明地。此塌陷导致挤压力F将主要通过位于胶合线中的胶粘剂4传送。由于在胶合线的外周处的被压的木质组织阻止胶粘剂逃逸/外泄,压力反而迫使胶粘剂渗透到围绕胶合线的组织。
图6a-b示出了已经通过本文中描述的方法接合的两个板材1、2之间的胶合线4的微观剖视图。图6b的详细视图表明位于接触表面7处的木质组织5由于在胶合步骤期间施加的挤压力水平的缘故而已经塌陷。
图7a–d说明了各种可设想的包含凹槽3的接合面的轮廓的外形。例如,图7b和7d的轮廓呈现倾斜表面s的变体,而图7c的轮廓具有半径r。
如本领域技术人员所理解的,凹槽3和围绕的突出的边缘6a、6b的轮廓可以变化而不妨碍本发明的技术功能。然而优选地,凹槽的最大深度d在0.1–0.3mm之间。这确保了最终胶合线在挤压和固化之后不超过0.3mm的宽度,这是承重的胶合木质结构体所允许的最大值。
测试设置
使用30mm的厚度T(厚度是指附图1中的“T”)的板材进行云杉木质板材的边缘胶合。胶粘剂为单组分聚氨基甲酸酯胶。
进行参照测试,其中边缘胶合具有平面接合面的木质板材。将板材挤压在一起足够长的时间以使得胶粘剂固化和稳定化。
还进行样品测试,其中使用根据本发明权利要求1的方法将木质板材边缘胶合。在样品测试中,两个接合面中的一个包含对应于附图7a中所示的外形的轮廓,其中凹槽深度d为0.25mm并且突出的边缘的宽度w为2.0mm。在样品的边缘胶合期间,在对应于参照的条件下,将板材挤压在一起,即压力水平和固化时间对于参照和样品是相同的。
结果
参照的边缘胶合导致明显的胶水溢出,胶已经被挤压出胶合线外,在胶合的板材的表面上留下胶粘剂液滴。这见于图8a的照片中,其中沿着胶合线存在一串胶溢出。
然而,包含具有轮廓化的边缘的样品沿其相应的胶合线呈现出无胶粘剂溢出,见于图8b的照片中。测试还显示分别对于参照和样品而言,剪切强度和脱层倾向性是相似的。
- 一种竹木复合正交胶合木的加工方法及所得产品
- 一种正交胶合木的加工方法及其对应的产品