用于切割金属的超声刀片
文献发布时间:2023-06-19 19:27:02
技术领域
总体上描述了用于超声切割例如锂金属的金属的系统和方法。
发明内容
总体上描述了用于超声切割例如锂金属的金属的系统和方法。在一些情况下,本发明的主题涉及相关产品、特定问题的替选解决方案和/或一个或更多个系统和/或制品的多种不同的用途。
在一个方面,描述了一种用于切割金属电极的系统,该系统包括:刀片(blade);连接至刀片的超声谐振器;以及待切割的金属,其包括小于或等于130GPa的杨氏模量。
在另一方面,描述了一种用于切割金属电极的系统,该系统包括:刀片;与刀片相邻的砧座(anvil);连接至刀片或砧座的超声谐振器;以及定位在刀片与砧座之间的金属。
在另一方面,描述了一种电极,该电极包括:第一聚合物层;第二聚合物层;包括金属的电活性材料层,其中,电活性材料层包括顶表面、底表面、以及顶表面与底表面之间的侧表面,其中,顶表面与第一聚合物层相邻,底表面与第二聚合物层相邻,并且其中,第一聚合物层的至少一部分和/或第二聚合物层的至少一部分覆盖电活性材料层的侧表面的至少一部分。
在又一方面,描述了一种切割金属电极的方法,该方法包括:将金属定位在砧座与刀片之间,其中,刀片或砧座连接至超声谐振器;以及使用刀片超声切割金属。
在又一方面,描述了一种形成电极堆叠件的方法,该方法包括:将金属定位在砧座与刀片之间,其中,刀片或砧座连接至超声谐振器;将第一聚合物层定位在金属上方;将第二聚合物层定位在金属下方;以及超声切割第一聚合物层、金属和第二聚合物层。
当结合附图考虑时,根据本发明的各种非限制性实施方式的以下详细描述,本发明的其他优点和新颖特征将变得明显。在本说明书和通过引用并入的文献包括冲突和/或不一致的公开内容的情况下,应当以本说明书为准。
附图说明
将参照附图通过示例的方式对本发明的非限制性实施方式进行描述,附图是示意性的并且不意在按比例绘制。在附图中,示出的每个相同或几乎相同的部件通常由同一附图标记表示。为了清楚起见,并非每个部件在每个附图中都被标记,并且在不需要图示就允许本领域普通技术人员理解本发明的情况下,也不示出本发明的每个实施方式的每个部件。在附图中:
图1A是根据一些实施方式的可以沿z轴、x轴和y轴移动并且可以提供超声运动的超声谐振器的示意图;
图1B示出了根据一些实施方式的附接有刀片以使得超声谐振器向刀片提供沿z轴、x轴和y轴的运动的超声谐振器的示意图;
图1C是根据一些实施方式的被配置成用于超声谐振的砧座的示意图,其中,附接的超声谐振器向砧座提供沿z轴、x轴和y轴的运动,其中,刀片与砧座之间的垂直轴被示出为平行于z轴;
图2A至图2B是根据一些实施方式的可以以闭合形状切割金属的模具(die)形式的刀片的示意图;
图2C示意性地示出了根据一组实施方式的被配置成用于超声谐振的模具;
图3A至图3D示意性地描绘了根据一些实施方式的用于使用模具超声切割金属的系统和方法;
图3E是根据一个实施方式的用于切割金属的系统的示意图,其中聚合物层设置在金属上方;
图3F是根据一个实施方式的用于切割金属的系统的示意图,其中聚合物层设置在金属下方;
图3G是根据一组实施方式的用于切割金属的系统的示意图,其中聚合物层设置在金属上方和下方;
图4A是根据一些实施方式的用于使用模具切割两个聚合物层和金属的系统和方法的示意图;
图4B是根据一些实施方式的包括两个聚合物层的制品的示意图,所述两个聚合物层共形地(conformally)包封(envelop)由图4A所示的系统和方法形成的金属的至少一部分;
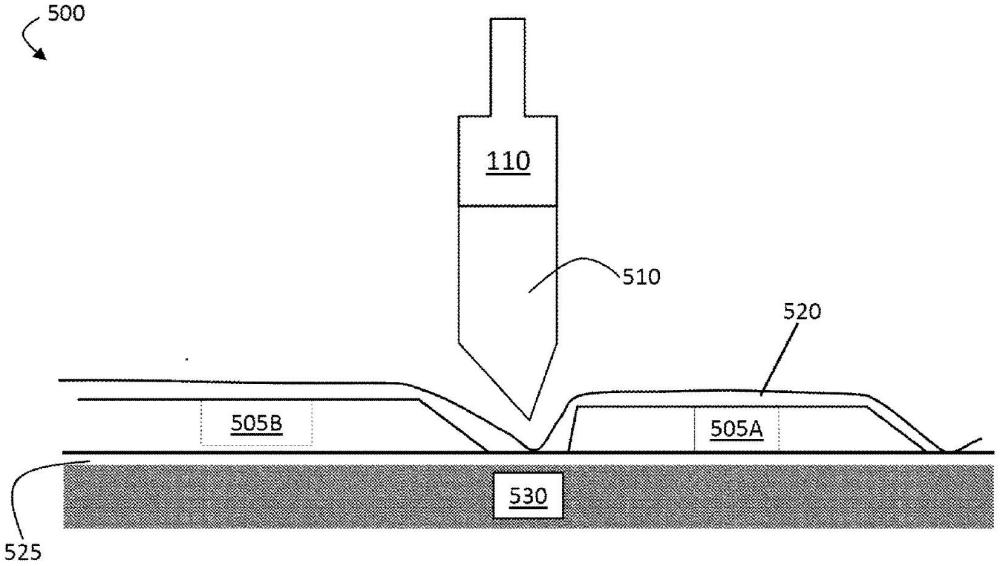
图5A至图5B示意性地描绘了根据一组实施方式的用于使用刀片超声切割金属而不切割聚合物层的系统和方法;
图6A至图6B是根据一些实施方式的用于切割金属和与金属相邻的聚合物层的刀片的示意图;
图6C至图6D是根据一些实施方式的用于超声切割穿过第一夹层(firstinterleaf layer)和电极组件的系统和方法的示意图;
图7A至图7C示意性地描绘了根据一些实施方式的具有可以被超声切割的释放层(release layer)的电极组件;
图8是根据一些实施方式的粘附聚合物层以形成电极前体的刀片的示意图;
图9A是根据一个实施方式的连接至超声谐振器的模具的摄影图像,该模具已经用于超声切割与砧座相邻的金属箔;以及
图9B至图9C是根据一组实施方式的以模具的闭合形状超声切割的金属的摄影图像。
具体实施方式
总体上提供了涉及超声切割金属的系统和方法。在一些实施方式中,金属包括软金属,例如锂金属。还提供了用于形成电极和电极前体的系统和方法。电极或电极前体可以包括例如锂金属电极或锂复合电极。在一些实施方式中,超声切割的金属可以用于电化学电池单元(electrochemical cell)或锂离子电池(Li-ion battery)。
例如锂金属的软金属可以用作电化学电池单元和电池中的电极材料。块体锂(bulk lithium)可以作为油中的固体混悬剂或作为箔进行商业购买。也可以使用各种技术、例如气相沉积、真空沉积或分子束外延技术将块体锂沉积在基板上。然而,为了适应特定电化学应用的尺寸,块体锂可能需要切割。
然而,切割例如锂金属的金属可能存在若干挑战。例如,锂金属是柔软且有延展性的,使得当切割锂金属时,它可能是粘性的并且粘附至切割工具(例如,刀、刀片、模具)。这在使用切割工具连续切割多件锂金属时可能存在困难,因为在每次切割之间清洁切割工具可能减慢制备电极的过程,并且还可能使切割工具变钝。切割锂金属还可能产生过多的废料,因为每次切割都可能在切割工具上积累锂金属,因此不能用于电池制造。某些现有的锂金属切割系统试图通过将锂金属定位在夹层之间使得锂金属不直接接触切割工具来规避这个问题。然而,即使在这样的现有系统中,锂仍可能不期望地粘附至夹层,使得随后难以从夹层中移除锂。
为了规避上述挑战,发明人已经认识到并意识到,使用超声切割系统可以提供优于用于切割金属(例如,软金属、锂金属)的某些现有系统的若干优点。例如,刀片或模具可以被配置有超声谐振器,与使用没有超声谐振器的刀片或模具进行切割相比,这可以对金属提供更清洁的切割。更清洁的切割减少了切割之后可能粘附至刀片或模具的金属的量。另外,与没有超声谐振器的刀片或模具相比,由利用超声切割的刀片或模具提供的更清洁的切割可以允许连续的多次的重复切割,同时减少了所产生的金属废料的量。此外,超声切割的金属的边缘可以比使用某些现有系统切割的金属更光滑和更少锯齿,这可以减少撕裂和/或损坏电化学电池单元的其他部件(例如,聚合物层、电池分隔件)。
因此,当切割金属(例如,软金属、锂金属)时,本文描述的系统和方法可以包括超声谐振器。在一些实施方式中,超声谐振器可以包括换能器,该换能器可以包括一个或更多个压电晶体,所述压电晶体被限制在两个或更多个固体对象之间,当电压被施加至压电晶体时,压电晶体振荡。换能器和砧座、或者换能器和刀片(例如,模具)可以耦接在一起以形成整体单元(例如,角状物(horn))。超声谐振器可以在金属被切割时对金属提供搅动,以减少、最小化或消除金属粘至切割工具(例如,刀片)。在一些实施方式中,超声谐振器可以提供超声频率(例如,大于或等于20kHz)或超声处理(ultrasonication)。
在一些实施方式中,超声谐振器被配置成在至少一个维度上(例如,在二个维度上、三个维度上)移动。例如,关于图1A,超声谐振器110可以提供沿z轴120、x轴130或y轴135的运动。超声谐振器可以在这些维度中的每个维度或这些维度的组合上提供超声运动。在图1A中,超声谐振器110提供平行于z轴120的超声运动115。然而,在一些实施方式中,超声谐振器还可以提供沿x轴130和/或y轴135的超声运动。
超声谐振器可以连接至刀片(例如,模具)。例如,如图1B说明性地示出的,刀片140连接(例如,直接连接、经由螺钉连接)至超声谐振器110。当刀片连接至超声谐振器时,超声谐振器可以向刀片提供运动。在图1B中,刀片140可以沿z轴120、x轴130和/或y轴135移动。这种运动可以用于使用刀片超声切割金属(例如,软金属)。在其他实施方式中,超声谐振器可以间接连接(例如,经由诸如轴或结构的另一部件)至刀片。在一些实施方式中,超声谐振器和刀片形成一个整体的或集成的单元。
在一些实施方式中,超声谐振器连接至超声切割系统的砧座。例如,参照图1C,超声谐振器110连接至砧座145。砧座可以具有平坦部分或平坦表面(例如,平板),使得刀片(例如,模具)可以压向或抵靠砧座,以便于切割金属。如下面将进一步描述的,聚合物层(例如,夹层)可以被定位成与砧座相邻,以防止切割时刀片与砧座直接接触。正如当连接至刀片时,当超声谐振器连接至砧座时,超声谐振器可以向砧座提供运动(例如,至少一个维度上的运动)。如图1C中说明性地示出的,超声谐振器110可以向砧座145提供沿z轴120、x轴130和/或y轴135的运动。因此,在一些实施方式中,用于切割金属的系统可以包括刀片140、砧座145和连接(例如,直接或间接)至砧座的超声谐振器110。刀片140的梢部(tip)可以与砧座145的表面形成垂直轴125。垂直轴125可以平行于z轴120,如图1C所示。以这种方式,超声谐振器可以被配置成在垂直于砧座和刀片的轴上移动。
用于切割金属的超声谐振器和/或系统可以提供各种频率的超声谐振。例如,如上面提及的,用于切割金属的超声谐振器和/或系统可以在大于或等于20kHz的频率下操作。在一些实施方式中,用于切割金属的超声谐振器和/或系统在大于或等于15kHz、大于或等于20kHz、大于或等于25kHz、大于或等于30kHz、大于或等于35kHz、大于或等于40kHz、大于或等于45kHz、或者大于或等于50kHz的频率下操作。在一些实施方式中,用于切割金属的超声谐振器和/或系统在小于或等于50kHz的频率下操作。在一些实施方式中,用于切割金属的超声谐振器和/或系统在小于或等于45kHz、小于或等于40kHz、小于或等于35kHz、小于或等于30kHz、小于或等于25kHz、小于或等于20kHz、或者小于或等于15kHz的频率下操作。上述范围的组合也是可能的(例如,大于或等于20kHz且小于或等于50kHz)。其他范围也是可能的。
用于切割金属的超声谐振器和/或系统可以被配置成向刀片(例如,模具)或砧座提供特定的振幅。振幅可以被提供至包括模具的用于切割金属的系统。例如,超声谐振器可以被配置成向包括模具的用于切割的系统提供10微米的振幅。在一些实施方式中,用于切割金属的超声谐振器和/或系统被配置成提供大于或等于10微米、大于或等于15微米、大于或等于20微米、大于或等于25微米、大于或等于30微米、大于或等于40微米、大于或等于50微米、大于或等于60微米、大于或等于70微米、大于或等于80微米、大于或等于90微米、或者大于或等于100微米的振幅。然而,在一些实施方式中,用于切割金属的超声谐振器和/或系统被配置成提供小于或等于100微米的振幅。在一些实施方式中,用于切割金属的超声谐振器和/或系统被配置成提供小于或等于90微米、小于或等于80微米、小于或等于70微米、小于或等于60微米、小于或等于50微米、小于或等于40微米、小于或等于30微米、小于或等于25微米、小于或等于20微米、小于或等于15微米、或者小于或等于10微米的振幅。上述范围的组合也是可能的(例如,大于或等于10微米且小于或等于100微米)。其他范围也是可能的。
在一些实施方式中,用于切割金属的超声谐振器和/或系统被配置成提供一定的功率。例如,在一些实施方式中,用于切割金属的超声谐振器和/或系统以大于或等于150W的功率操作。在一些实施方式中,用于切割金属的超声谐振器和/或系统以大于或等于150W、大于或等于200W、大于或等于400W、大于或等于500W、大于或等于600W、大于或等于800W、大于或等于900W、大于或等于1,000W、大于或等于1,200W、大于或等于1,500W、大于或等于1,800W、大于或等于2,000W、大于或等于2,500W、大于或等于3,000W、大于或等于3,500W、大于或等于4,000W、或者大于或等于4,500W的功率操作。然而,在一些实施方式中,用于切割金属的超声谐振器和/或系统以小于或等于4,500W的功率操作。在一些实施方式中,用于切割金属的超声谐振器和/或系统以小于或等于4,500W、小于或等于4,000W、小于或等于3,500W、小于或等于3,000W、小于或等于2,500W、小于或等于2,000W、小于或等于1,800W、小于或等于1,500W、小于或等于1,200W、小于或等于1,000W、小于或等于900W、小于或等于800W、小于或等于700W、小于或等于600W、小于或等于500W、小于或等于400W、小于或等于200W、或者小于或等于150W的功率操作。上述范围的组合也是可能的(例如,大于或等于700W且小于或等于2,500W)。其他范围也是可能的。选择特定的功率可以有利地向刀片(例如,模具)提供足够的能量来切割特定硬度的特定金属,并且基于本公开内容的教示,本领域技术人员将能够选择适当的功率来超声切割金属。
超声谐振器可以包括或附接至刀片或模具。因此,系统和方法可以使用刀片或模具执行超声切割。例如,连接至刀片或模具的超声谐振器可以提供超声切割,使得刀片或模具适于并且布置成用于超声谐振。然而,在一些实施方式中,当刀片或模具切割金属时,砧座提供超声谐振。刀片或模具可以例如切割金属(例如,软金属),例如锂金属。刀片或模具可以具有用于切割特定金属的任何合适的形状或尺寸。例如,在一些实施方式中,刀片或模具可以是对称刀片。对称刀片或模具的示例是刀片或模具140,其连接至超声谐振器110,如图1B示意性地示出的。虽然图1B描绘了对称刀片或模具,但是在一些其他实施方式中,也可以使用非对称刀片或模具,如在下面的一些实施方式中示意性示出的。其他刀片配置和几何形状也是可能的。
如上所述,在一些实施方式中,刀片是模具。在一些这样的实施方式中,模具被配置成以闭合形状切割金属。例如,在图2A中,从俯视图示意性地描绘了模具200。模具的开放部分以类似模板的方式形成具有模具边缘210的闭合形状215。图2B示出了模具200的示意性侧视图。从该视图中,可以看到模具200的切割边缘220。当切割边缘220被压入金属(例如,软金属)中时,它可以用于以闭合形状215的形状切入式切割(plunge cut)金属。图9A至图9B还示出了使用模具切割的金属,形成由模具形成的闭合形状的金属的切割部分、以及金属的剩余切出部分。虽然图2和图9描绘了闭合形状的模具切割(例如,切入式切割),但是应当理解,在一些实施方式中,刀片可以用于在金属中勾勒(trace)或图案化闭合形状,以在金属中切割形状(例如,闭合形状)。在这样的实施方式中,刀片(例如,单个刀片)和/或超声谐振器可以安装在可移动台上,该可移动台可以在金属中勾勒出形状,或者在一些这样的实施方式中,刀片可以是固定的,并且金属可以定位在可移动台上,并且金属可以移动以在金属中勾勒出形状。
模具可以连接至超声谐振器,使得模具可以用于超声切割金属。例如,在图2C中,模具200经由结构230(例如,模具连接器)连接至超声谐振器110。这允许超声谐振器110向模具200提供运动(例如,超声运动)。图9A示出了连接至超声谐振器的模具的另一示例。该结构可以被配置成向用于切割金属的系统提供或增强谐振,并且因此增加模具或砧座的运动。然而,应当理解,砧座或模具可以是超声谐振器的直接部分。换言之,在一些实施方式中,可以没有结构230,并且超声谐振器可以包括模具作为超声谐振器的一部分。
现在关于图3A至图3D描述超声切割金属的刀片(例如,模具)的示例。图3A示意性地描绘了用于切割的系统300。超声谐振器110经由结构230(例如,模具连接器)连接至模具200,并且定位在金属310和砧座315之上。箭头332和324分别表示下游位置和上游位置。从模具边缘210到砧座315形成垂直轴320。垂直轴320平行于z轴120,并且超声谐振器110和模具200可以沿z轴120朝向金属310移动。然后,如图3B所示,模具200可以利用超声运动330超声切入式切割金属310。在这个过程中,金属310可以被切割成两件或更多件。如图3B中说明性地示出的,模具200可以被提起,并且两件金属310A和310B保留。金属310B具有与模具200的闭合形状215互补的形状,而金属310A具有与闭合形状215匹配的开放空间。可以移除金属310A(例如,移除至更上游或更下游的位置),如图3D中说明性地示出的,留下切割金属310B。在其他实施方式中,可以移除金属310B(例如,移除至更上游或更下游的位置),留下金属310A。在一些实施方式中,切割金属可以用于特定应用,例如锂电池中的阳极。
除了刀片或模具之外,一些实施方式可以包括在超声切割金属之前、期间或之后与金属相邻的至少一个聚合物层(例如,夹层、电池分隔件层)。一些实施方式包括将聚合物层340(例如,第一聚合物层、第二聚合物层)定位在金属(例如,金属层310)上方,如图3E中说明性地示出的。在一些实施方式中,聚合物层定位在金属下方,如图3F中示意性地示出的。例如,关于图3F,(底部)聚合物层345定位在金属310与砧座315之间。在一些实施方式中,第二聚合物层可以被定位成与金属相邻。例如,在图3G中,(顶部)聚合物层340定位在金属310上方,而(底部)聚合物层345定位在金属310下方。
在一些实施方式中,当聚合物层(例如,夹层、电池分隔件材料层)被定位成与金属相邻时,刀片或模具可以超声切割金属和聚合物层。例如,如图4A至图4B中示意性地示出的,模具400定位在金属420上方,其中金属420位于聚合物层430之间。虽然在图4A中示出了两个聚合物层430,但是应当理解,在一些实施方式中,仅存在单个聚合物层(例如,在金属上方或下方)。模具400可以朝向聚合物层430和金属420移动,并且超声切割聚合物层430和金属420。
在存在第一聚合物层和第二聚合物层的一些实施方式中,第一聚合物层和第二聚合物层共形地包封金属层的至少一部分。例如,在图4A中示意性地描绘的超声切割之后,金属420的部分被聚合物层430包围,如图4B中的截面所示。尽管在图4B中金属420的侧面只有部分而不是所有被聚合物层覆盖,但是应当理解,在其他实施方式中,金属420的所有侧面可以被一个或更多个聚合物层包围或包封。
如上所述,在一些实施方式中,超声切割不切割聚合物层(例如,夹层)。例如,图5A示意性地描绘了切割金属之前的系统500的截面。金属505定位在第一聚合物层520与第二聚合物层525之间。刀片510连接至超声谐振器110,并且定位在第一聚合物层520上方,并且可以沿轴540朝向基板530向下移动,轴540由穿过刀片梢部的垂直于基板的线限定。金属可以相对定位在上游,如箭头542所示,并且在金属被切割时至少部分地定位在下游、在箭头544的下游位置中。降低刀片510,使得其将金属505超声切入式切割成两件505A和505B,而不切割第一聚合物层520,如图5B中说明性地示出的。图5A和图5B示出了具有不对称配置的刀片510;然而,应当理解,在其他实施方式中可以使用对称刀片或其他刀片配置。
在一些实施方式中,刀片(例如,模具)可以超声切割第一聚合物层(例如,顶部夹层)和金属,而不切割第二聚合物层(例如,底部夹层)。现在参照图6A,刀片610连接至超声谐振器100,并且被定位成使得第一角度614(例如,较小的角度)朝向上游位置642定位,并且第二角度612(例如,较大的角度)现在朝向下游位置644定位。金属605定位在第一聚合物层620A与第二聚合物层630之间。这种配置可以允许刀片超声切割第一聚合物层。刀片可以朝向基板640降低,并且将第一聚合物层620A切割成第一聚合物层件620B和第二聚合物层件620C,如图6B所示。另外,金属605被切割成金属件605A、金属件605B。虽然图6A示出了具有非对称配置的刀片610,但是应当理解,在其他实施方式中可以使用对称刀片或其他刀片配置。
在一些实施方式中,可选的保护层可以存在于被切割的堆叠件或层中。该可选的保护层可以与被切割的金属相邻(例如,直接相邻)。保护层可以通过减少物质(例如,锂离子)向电活性材料层(例如,锂金属)的直接流动而用作渗透屏障,因为这些物质具有通过层中的缺陷或开放空间而扩散的趋势。因此,可以减少枝晶形成、自放电和循环寿命的损失。在一些实施方式中,可选的保护层也可以被刀片切割。例如,关于图6C,保护层650与金属605相邻。在一些实施方式中,刀片和超声谐振器可以被配置成超声切割保护层和第一聚合物层,而不切割第二聚合物层。例如,如图6D中示意性地示出的,刀片610超声切割第一聚合物层620A、保护层650和金属605,而不切割第二聚合物层630。虽然已经在附图中描绘了单个保护层,但是也可以设想使用多个保护层或多层保护层的实施方式。关于保护层的其他细节在本文其他地方描述。
在一些实施方式中,电极组件或复合电极可以定位在第一聚合物层与第二聚合物层之间,并且刀片不仅可以用于切割电活性材料层(例如,软金属),还可以切割作为堆叠组件的一部分的与电活性材料层相邻的任何层。如图7A的说明性实施方式中示出的,电极组件710包括堆叠在一起以形成电极712(例如,锂电极、阳极、阴极)的若干层。例如,电极712可以通过可选地将一个或更多个释放层724定位或沉积在第二聚合物层525的表面上来形成,第二聚合物层525在图中与基板530相邻。如下面更详细描述的,释放层用于随后将电极从基板释放,因此释放层不被结合到最终的电化学电池单元中。为了形成电极,诸如可选的集电器(current collector)726的电极部件可以与释放层相邻地定位或沉积,并且释放层可以与第二聚合物层525和/或基板相邻地定位。随后,电活性材料层728(例如,金属、锂金属)可以与集电器726相邻地定位或沉积。在该实施方式中,电活性层的表面729可以与第一聚合物层相邻地定位,而释放层724可以与第二聚合物层和/或基板相邻地定位。在这种布置中,刀片可以超声切割组件712,组件712包括电活性层728(例如,软金属)。在一些实施方式中,第一聚合物层是电池分隔件材料,使得切割电活性层还引起切割至少第一聚合物层,从而产生可以适用于电化学电池单元或电池的电极组件或电极前体。应当理解,虽然在图7A中示出了释放层,但是在一些实施方式中,释放层可以不存在于堆叠组件中。还应当理解,虽然集电器726存在于图7A中,但是在其他实施方式中,集电器可以不存在于堆叠组件中,使得电活性材料层直接定位在释放层724上。
在电极组件710形成之后,可以通过使用释放层724将第二聚合物层525从电极释放。释放层724可以与聚合物层一起释放,使得释放层不是最终电极结构的一部分,或者释放层可以保留为最终电极结构的一部分。通过定制释放层的化学和/或物理性质,可以改变释放层在组件从聚合物层释放期间的定位。例如,如果期望释放层成为最终电极结构的一部分,则释放层可以被定制为相对于其对第二聚合物层525的粘合亲和力具有对集电器726的更大的粘合亲和力。另一方面,如果期望释放层不是电极结构的一部分,则释放层可以被设计成相对于其对集电器726的粘合亲和力具有对第二聚合物层525的更大的粘合亲和力。在后一种情况下,当向第二聚合物层525(和/或电极)施加剥离力时,释放层从集电器726释放并保留在聚合物层525上。虽然在图7A中释放层724与第二聚合物层525相邻,但是还应当理解,在其他实施方式中,第二聚合物层可以不存在,使得释放层724直接定位在基板530(或另一部件)上,并且上述释放特性在释放层与基板(或另一部件)之间。还应当理解,在堆叠组件中没有集电器726的实施方式中,释放层724可以与电活性材料层728直接相邻地定位。在一些这样的实施方式中,释放层可以保持附接至电活性材料,使得释放层是最终电极组件的一部分。在其他实施方式中,释放层可以从电活性材料层释放,使得其形成最终电极组件的一部分。
在切割之后,第一聚合物层520可以从电极组件710移除。然而,在一些实施方式中,第一聚合物层可以在切割之前被移除。在其他实施方式中,第一聚合物层在切割之前和/或之后不从电极组件移除。
如上所述,在一些实施方式中,堆叠件或电极组件存在于两个聚合物层之间。在一些实施方式中,刀片可以切割穿过堆叠件或电极组件,这可以有利地用于切割电池的预成型电极(pre-formed electrode)。在一些实施方式中,定位在两个聚合物层(例如,夹层)之间的堆叠件和/或电极组件的厚度大于或等于0.5微米、大于或等于1微米、大于或等于5微米、大于或等于10微米、大于或等于15微米、大于或等于20微米、大于或等于25微米、大于或等于30微米、大于或等于40微米、大于或等于50微米、大于或等于60微米、大于或等于70微米、大于或等于80微米、大于或等于90微米、大于或等于100微米、大于或等于200微米、大于或等于250微米、大于或等于500微米、大于或等于750微米、或者大于或等于1000微米。在一些实施方式中,定位在两个聚合物层之间的堆叠件和/或电极组件的厚度小于或等于1000微米、小于或等于750微米、小于或等于500微米、小于或等于250微米、小于或等于100微米、小于或等于90微米、小于或等于80微米、小于或等于70微米、小于或等于60微米、小于或等于50微米、小于或等于40微米、小于或等于30微米、小于或等于25微米、小于或等于20微米、小于或等于15微米、或者小于或等于10微米。上述范围的组合也是可能的(例如,大于或等于0.5微米且小于或等于60微米)。其他范围也是可能的。
刀片或模具可以包括涂层。该涂层可以用于例如赋予刀片或模具另外的不粘性质。在一些实施方式中,涂层包括PTFE(聚四氟乙烯)涂层。其他涂层材料包括但不限于氮化钛和类金刚石碳(DLC)。在一些实施方式中,刀片或模具包括陶瓷涂层。提供光滑和/或坚硬的不粘涂层的任何涂层都适合作为刀片或模具涂层。然而,应当注意,刀片或模具上的涂层可以用于除不粘性质之外的其他目的,例如增加刀片或模具的光滑度或粗糙度、钝化刀片或模具的表面、或其他目的。
刀片或模具可以具有小于或等于1微米且大于或等于0.5nm的表面粗糙度,例如均方根(RMS)表面粗糙度。在一些实施方式中,层具有小于或等于1微米、小于或等于500nm、小于或等于100nm、小于或等于50nm、小于或等于25nm、小于或等于10nm、小于或等于5nm、小于或等于1nm、或者小于或等于0.5nm的RMS表面粗糙度。在一些实施方式中,刀片或模具具有大于或等于0.5nm、大于或等于1nm、大于或等于5nm、大于或等于10nm、大于或等于25nm、大于或等于50nm、大于或等于100nm、大于或等于500nm、或者大于或等于1微米的RMS表面粗糙度。上述范围的组合也是可能的(例如,小于或等于1微米且大于或等于0.5nm)。其他范围也是可能的。
刀片或模具可以包括用于切割金属(例如,软金属)的任何合适的材料。刀片的材料可以被选择为适当地硬以切割金属,但是足够轻以使刀片或模具能够由超声谐振器提供超声谐振(例如,在特定的频率、功率或振动下)。在一些实施方式中,刀片或模具包括金属,例如钛、铝和/或钢。选择减少或消除刀片与金属的粘附的刀片或模具的材料可能是有益的。例如,在一些实施方式中,刀片或模具包括不粘附至刀片的聚合物(例如,硬聚合物),例如PTFE。在一些实施方式中,刀片或模具包括陶瓷材料。其他材料也是可能的。在一些实施方式中,刀片可以是锯齿状的。然而,在一些实施方式中,刀片没有锯齿。
如上所述,刀片或模具可以用于超声切割金属。因此,本文描述的系统和方法可以包括金属(例如,金属箔、金属合金)。在一些实施方式中,金属是软金属。软金属的一些非限制性示例包括锂金属和其他碱金属,例如钠(Na)、钾(K)、铯(Cs)和铷(Rb)。锂金属可以是锂金属合金和/或可以包括真空沉积的锂金属。在一些实施方式中,软金属可以是或可以包括铟。在一些实施方式中,所描述的系统和方法可以适用于切割比碱金属更硬的金属,例如金属铝箔。其他金属也是可能的。在一些这样的实施方式中,金属箔具有小于或等于50微米的厚度。
在一些实施方式中,金属可以使用物理气相沉积、溅射、化学沉积、电化学沉积、热蒸镀、喷射气相沉积、激光烧蚀或任何其他合适的方法来沉积。在替选实施方式中,通过将金属结合至保护层,金属(例如,电活性材料)沉积在保护层上。在一些这样的实施方式中,临时结合层可以在结合金属层之前沉积在保护层上,或者金属层可以直接结合至保护层。在一些实施方式中,临时结合层在电化学电池单元中的电极结构的随后循环中可以与金属层形成合金。例如,在一些实施方式中,可以使用银和/或能够与锂金属形成合金的其他金属。
待切割的金属(例如,金属箔)可以包括特定的柔软度。金属的柔软度可以使用用于测量柔软度的任何合适的度量来测量。例如,金属的柔软度可以通过金属的杨氏模量来表征。在一些实施方式中,待切割的金属包括小于或等于130GPa的杨氏模量。在一些实施方式中,待切割的金属包括小于或等于120GPa、小于或等于110GPa、小于或等于100GPa、小于或等于75GPa、小于或等于50GPa、小于或等于25GPa、小于或等于15GPa、小于或等于12GPa、小于或等于11GPa、小于或等于10GPa、小于或等于8GPa、小于或等于5GPa、小于或等于3GPa、小于或等于2GPa、或者小于或等于1GPa的杨氏模量。在一些实施方式中,待切割的金属包括大于或等于1GPa、大于或等于2GPa、大于或等于3GPa、大于或等于5GPa、大于或等于8GPa、大于或等于10GPa、大于或等于11GPa、大于或等于12GPa、大于或等于15GPa、大于或等于25GPa、大于或等于50GPa、大于或等于75GPa、大于或等于100GPa、大于或等于110GPa、大于或等于120GPa、或者大于或等于130GPa的杨氏模量。上述范围的组合也是可能的(例如,大于或等于5GPa且小于或等于130GPa)。其他范围也是可能的。杨氏模量可以通过取一段材料(例如,金属)并且向两端施加力以拉伸该材料来测量。材料拉伸的量取决于材料的硬度。材料上的应力可以被定义为施加在截面区域之上的力,即F/A,并且其中,应变是材料拉伸时增加的相对长度。如果L
待切割的金属可以定位在多个合适的切割位置。例如,金属可以定位在刀片与砧座之间,如图3A中示意性地描绘的,其中,锂金属310定位在模具200与砧座315之间。金属可以定位在聚合物层下方,如图3E示意性地示出的,其中,锂金属310定位在顶部聚合物层340下方。在一些实施方式中,金属定位在聚合物层上方,如图3F所示,其中,锂金属310定位在底部聚合物层345上方。在一些实施方式中,金属定位在第一聚合物层与第二聚合物层之间。这种定位的示例如图3G所示,其中,锂金属310位于顶部聚合物层340与底部聚合物层345之间。然而,金属的其他位置也是可能的。
金属(例如,软金属、锂金属)的厚度可以根据例如电池中的电极所期望的尺寸来选择,但是通常可以选择成足够厚以形成电极但足够薄以被刀片切割。在一些实施方式中,金属的厚度大于或等于0.5微米、大于或等于1微米、大于或等于5微米、大于或等于10微米、大于或等于15微米、大于或等于20微米、大于或等于25微米、大于或等于30微米、大于或等于40微米、大于或等于50微米、大于或等于60微米、大于或等于70微米、大于或等于80微米、大于或等于90微米、大于或等于100微米、大于或等于250微米、大于或等于500微米、或者大于或等于1000微米。在一些实施方式中,金属的厚度小于或等于1000微米、小于或等于500微米、小于或等于250微米、小于或等于100微米、小于或等于90微米、小于或等于80微米、小于或等于70微米、小于或等于60微米、小于或等于50微米、小于或等于40微米、小于或等于30微米、小于或等于25微米、小于或等于20微米、小于或等于15微米、小于或等于10微米、小于或等于5微米、小于或等于1微米、或者小于或等于0.5微米。上述范围的组合也是可能的(例如,大于或等于0.5微米且小于或等于20微米、大于或等于10微米且小于或等于50微米)。其他范围也是可能的。
在一些实施方式中,金属具有低表面粗糙度,例如小于或等于1微米、小于或等于500nm、小于或等于100nm、小于或等于50nm、小于或等于25nm、小于或等于10nm、小于或等于5nm、小于或等于1nm、或者小于或等于0.5nm的均方根(RMS)表面粗糙度。在一些实施方式中,金属的光滑度可以通过控制金属的真空沉积来实现。金属层可以沉积在具有与期望金属层相同或相似的RMS表面粗糙度的光滑表面(例如,光滑聚合物层、光滑集电器层)上。这样的方法和其他方法可以制造光滑度是某些商业上可获得的箔的光滑度的至少1.5倍、2倍、3倍、4倍、5倍或甚至10倍的锂金属层,从而产生基本均匀光滑的表面。
如本文所述,用于电化学电池单元的待切割的金属可以包括除锂金属之外的材料。例如,在一些实施方式中,电活性材料层是复合材料,其可以是电活性材料层的组分。换言之,在一些实施方式中,电活性材料层包括金属。电活性材料层可以是电极(例如,阴极、阳极(诸如锂复合材料)。
在一些实施方式中,电活性材料层包括顶表面、底表面、以及顶表面与底表面之间的侧表面。电活性材料可以定位在各种位置中。在一些实施方式中,顶表面与第一聚合物层相邻。在一些实施方式中,底表面与第二聚合物层相邻。
本文所描述的系统和方法还可以包括砧座。砧座可以在超声切割之前、期间或之后为待切割的金属提供保持抵靠的表面。在一些实施方式中,砧座适于并且布置成用于超声谐振,使得当刀片切割金属时,砧座可以提供超声运动。图1C中示出了适于并且布置成用于超声谐振的砧座的一个示例,其中,砧座145连接至超声谐振器110。在一些实施方式中,砧座与刀片相邻。
砧座可以包括适用于支承待切割的金属的各种材料。例如,在一些实施方式中,砧座包括钛。其他材料也是可能的。
如本文所述,所公开的制品、系统和方法可以包括一个或更多个聚合物层(例如,第一聚合物层、第二聚合物层)。聚合物层可以定位成与例如刀片、砧座、金属、其他聚合物层和/或电活性材料层的其他部件相邻(例如,直接相邻)或接近。在一些实施方式中,聚合物层(例如,第一聚合物层、第二聚合物层)的至少一部分覆盖电活性材料层的侧表面的至少一部分。聚合物层可以包括各种材料,其细节在下面描述。
聚合物材料可以包括一种或更多种聚合物(例如,其可以是聚合的,其可以由一种或更多种聚合物形成)。合适的聚合物材料的示例包括但不限于:聚烯烃(例如,聚乙烯、聚(丁烯-1)、聚(正戊烯-2)、聚丙烯、聚四氟乙烯);聚胺(例如,聚(乙烯亚胺)和聚丙烯亚胺(PPI));聚酰胺(例如,聚酰胺(尼龙)、聚(ε-己内酰胺(尼龙6)、聚(己二酰己二胺(尼龙66));聚酰亚胺(例如,聚酰亚胺、聚腈和聚(均苯四甲酰亚胺-1,4-二苯醚)
在一些实施方式中,聚合物层(例如,第一聚合物层、第二聚合物层)是夹层(例如,第一夹层、第二夹层)。夹层可以用于防止或减少刀片和/或砧座与金属的直接接触的量。夹层还可以防止过量金属累积在刀片上。在一些实施方式中,夹层包括聚合物材料,例如上面和本文其他地方描述的那些。对于一些实施方式,可以提供多于一个的聚合物层;例如,可以提供两个聚合物层(例如,顶部夹层、底部夹层),从而顶部聚合物层定位成与金属的顶表面相邻,并且底部聚合物层可以定位在金属的底表面上,但是在基板或砧座上方。在一些实施方式中,在超声切割期间,刀片不切割聚合物层。在其他实施方式中,聚合物层可以通过超声切割来切割。
在一些实施方式中,一个或更多个聚合物层包括电池分隔件材料。在一些情况下,可以包括至少两个聚合物层(例如,分隔件/分隔件层),并且所述至少两个聚合物层可以共形地包封金属(例如,锂金属)的至少一部分。分隔件层可以被配置成抑制(例如,防止)两个电极之间(例如,阳极与阴极之间、第一电极与第二电极之间)的物理接触,该物理接触可能导致电化学电池单元的短路。分隔件可以被配置成基本上不传导电子,这可以抑制分隔件引起电化学电池单元短路的程度。在一些实施方式中,分隔件的全部或部分可以由体电子电阻率大于或等于10
在一些实施方式中,电池分隔件材料可以是离子传导的,而在其他实施方式中,分隔件基本上是非离子传导的。在一些实施方式中,分隔件的平均离子电导率大于或等于10
电池分隔件材料的平均离子电导率可以通过如下方式来确定:采用电导桥(即,阻抗测量电路)来测量分隔件在一系列增加的压力下的平均电阻率,直到分隔件的平均电阻率随着压力增加不变化。该值被认为是分隔件的平均电阻率,并且其倒数被认为是分隔件的平均电导率。电导桥可以在1kHz下操作。可以通过能够向分隔件施加大于或等于3吨/cm
在一些实施方式中,电池分隔件材料可以是固体。分隔件可以是足够多孔的,使得分隔件允许电解质溶剂穿过该分隔件。在一些实施方式中,除了可以穿过分隔件的孔或留在分隔件的孔中的溶剂之外,分隔件基本上不包含溶剂(例如,分隔件可以与在其整个体积中包含溶剂的凝胶不同)。在其他实施方式中,分隔件可以呈凝胶的形式。
在一些实施方式中,聚合物层(例如,第一聚合物层、第二聚合物层、夹层)可以具有合适的厚度,以允许金属层和/或聚合物层被切割。例如,在一些实施方式中,聚合物层的厚度大于或等于5微米、大于或等于10微米、大于或等于25微米、大于或等于50微米、大于或等于75微米、大于或等于100微米、大于或等于150微米、大于或等于200微米、或者大于或等于250微米。在一些实施方式中,聚合物层的厚度小于或等于250微米、小于或等于200微米、小于或等于150微米、小于或等于100微米、小于或等于75微米、小于或等于50微米、小于或等于25微米、小于或等于10微米、或者小于或等于5微米。上述范围的组合也是可能的(例如,大于或等于5微米且小于或等于250微米)。其他范围也是可能的。
在一些实施方式中,聚合物层(例如,夹层)的厚度可以被选择成具有相对于金属的厚度的比率。在一些实施方式中,聚合物层的厚度与金属的厚度的比率小于或等于10:1、小于或等于7:1、小于或等于5:1、小于或等于4:1、小于或等于3:1、小于或等于2:1、或者小于或等于1:1。在一些实施方式中,聚合物层的厚度与金属的厚度的比率大于或等于1:1、大于或等于2:1、大于或等于3:1、大于或等于4:1、大于或等于5:1、大于或等于7:1、或者大于或等于10:1。上述范围的组合是可能的(例如,大于或等于1:1且小于或等于5:1)。其他范围也是可能的。
在一些实施方式中,聚合物层具有小于或等于1微米且大于或等于0.5nm的表面粗糙度,例如均方根(RMS)表面粗糙度。在一些实施方式中,层具有小于或等于1微米、小于或等于500nm、小于或等于100nm、小于或等于50nm、小于或等于25nm、小于或等于10nm、小于或等于5nm、小于或等于1nm、或者小于或等于0.5nm的RMS表面粗糙度。在一些实施方式中,聚合物层具有大于或等于0.5nm、大于或等于1nm、大于或等于5nm、大于或等于10nm、大于或等于25nm、大于或等于50nm、大于或等于100nm、大于或等于500nm、或者大于或等于1微米的RMS表面粗糙度。上述范围的组合也是可能的(例如,小于或等于1微米且大于或等于0.5nm)。其他范围也是可能的。
在一些实施方式中,聚合物层(例如,释放层)可以包括一种或更多种交联剂。交联剂是具有反应性部分的分子,所述反应性部分被设计成以将在一个或更多个聚合物链之间形成交联键的方式与聚合物链上的官能团相互作用。可以交联用于本文所述的释放层和/或粘合促进剂的聚合物材料的交联剂的示例包括但不限于:聚酰胺-表氯醇(polycup172);醛类(例如,甲醛和脲醛);二醛(例如,乙二醛戊二醛和羟基己二醛);丙烯酸酯(例如,乙二醇二丙烯酸酯、二(乙二醇)二丙烯酸酯、四(乙二醇)二丙烯酸酯、甲基丙烯酸酯、乙二醇二甲基丙烯酸酯、二(乙二醇)二甲基丙烯酸酯、三(乙二醇)二甲基丙烯酸酯);酰胺(例如,N,N’-亚甲基双丙烯酰胺、N,N’-亚乙基双丙烯酰胺、N,N’-(1,2-二羟基乙烯)双丙烯酰胺、N-(1-羟基-2,2-二甲氧基乙基)丙烯酰胺);硅烷(例如,甲基三甲氧基硅烷、甲基三乙氧基硅烷、四甲氧基硅烷(TMOS)、四乙氧基硅烷(TEOS)、四丙氧基硅烷、甲基三(甲基乙基脱肟基)硅烷、甲基三(乙酰肟)硅烷、甲基三(甲基异丁基酮肟)硅烷、二甲基二(甲基乙基脱肟基)硅烷、三甲基(甲基乙基酮肟)硅烷、乙烯基三(甲基乙基酮肟)硅烷、甲基乙烯基二(甲基乙基酮肟)硅烷、甲基乙烯基二(环己酮肟)硅烷、乙烯基三(甲基异丁基酮肟)硅烷、甲基三乙酰氧基硅烷、四乙酰氧基硅烷和苯基三(甲基乙基酮肟)硅烷);二乙烯基苯;三聚氰胺;碳酸锆铵;二环己基碳二亚胺/二甲基氨基吡啶(DCC/DMAP);2-氯吡啶鎓离子;1-羟基环己基苯基酮;苯乙酮二甲基缩酮;苯甲酰基甲基醚;芳基三氟丁醚;苯并环丁烯;酚醛树脂(例如,苯酚与甲醛和例如甲醇、乙醇、丁醇和异丁醇的低级醇的缩合物)、环氧化物;三聚氰胺树脂(例如,三聚氰胺与甲醛和例如甲醇、乙醇、丁醇和异丁醇的低级醇的缩合物);聚异氰酸酯;二醛;以及本领域普通技术人员已知的其他交联剂。
在聚合物层是释放层的一些实施方式中,释放层的厚度可以在大于或等于0.001微米与小于或等于50微米之间。在一些实施方式中,释放层具有大于或等于0.001微米、大于或等于1微米、大于或等于2微米、大于或等于3微米、大于或等于5微米、大于或等于10微米、大于或等于20微米、或者大于或等于50微米的厚度。在一些实施方式中,释放层的厚度小于或等于50微米、小于或等于20微米、小于或等于10微米、小于或等于5微米、小于或等于3微米、小于或等于2微米、小于或等于1微米、或者小于或等于0.001微米。上述范围的组合是可能的(例如,大于或等于2微米且小于或等于20微米)。其他范围也是可能的。在存在多于一个释放层的实施方式中,每个释放层可以独立地具有在上述范围中的一个或更多个范围中的厚度。
在包括交联的聚合物材料和交联剂的实施方式中,聚合物材料与交联剂的重量比可以因各种原因而变化,这些原因包括但不限于聚合物的官能团含量、其分子量、交联剂的反应性和官能度、期望的交联速率、聚合物材料期望的刚度/硬度以及交联反应可能发生的温度。聚合物材料与交联剂之间的重量比的范围的非限制性示例包括从100:1至50:1、从20:1至1:1、从10:1至2:1以及从8:1至4:1。
本文所述的两个层之间、例如金属层与聚合物层(例如,第一聚合物层、第二聚合物层、夹层)之间、保护层与聚合物层之间、集电器与聚合物层之间、以及/或者聚合物层与基板之间的粘合强度可以根据需要定制。为了确定两个层之间的相对粘合强度,可以执行胶带测试。简而言之,胶带测试利用压敏胶带定性地评估第一层(例如,夹层)与第二层(例如,锂金属层)之间的粘合性。在这样的测试中,可以通过第一层到第二层进行X切割。可以在切割区域上施加压敏胶带并将其移除。如果第一层停留在第二层上,则粘合性良好。如果第一层与胶带条一起剥离,则粘合性差。胶带测试可以根据标准ASTM D3359-02执行。在一些实施方式中,第一层(例如,夹层)与第二层(例如,锂金属层、集电器、保护层、基板)之间的粘合强度通过了根据标准ASTM D3359-02的胶带测试,这意味着在测试期间第二层不会与第一层分层。在一些实施方式中,在两个层已经被包括在已经循环了大于或等于5次、大于或等于10次、大于或等于15次、大于或等于20次、大于或等于50次、或者大于或等于100次的电池单元、例如锂离子电池单元或本文所述的任何其他合适的电池单元中之后执行胶带测试,并且这两个层在被从电池单元移除之后通过胶带测试(例如,在测试期间第一层不会与第二层分层)。
剥离测试可以包括使用拉伸测试装置或另一合适的装置测量从第二层(例如,金属、金属层)的单位面积表面移除第一层(例如,聚合物层、夹层)所需的粘合度或力,其可以以N/m来测量。这样的实验可以可选地在存在溶剂(例如,电解质)或其他组分的情况下进行,以确定溶剂和/或组分对粘合的影响。
在一些实施方式中,两个层之间的粘合强度可以在例如100N/m至2000N/m之间的范围内。在某些实施方式中,粘合强度可以大于或等于50N/m、大于或等于100N/m、大于或等于200N/m、大于或等于350N/m、大于或等于500N/m、大于或等于700N/m、大于或等于900N/m、大于或等于1000N/m、大于或等于1200N/m、大于或等于1400N/m、大于或等于1600N/m、或者大于或等于1800N/m。在某些实施方式中,粘合强度可以小于或等于2000N/m、小于或等于1500N/m、小于或等于1000N/m、小于或等于900N/m、小于或等于700N/m、小于或等于500N/m、小于或等于350N/m、小于或等于200N/m、小于或等于100N/m、或者小于或等于50N/m。上述范围的组合也是可能的。其他粘合强度也是可能的。
如上所述,本文所述的系统和方法可以切割(例如,超声切割)金属(以及可选地,与金属相关联的其他层,例如一个或更多个聚合物层)。在一些实施方式中,超声切割金属包括连接至超声谐振器的刀片或模具。然而,在一些实施方式中,超声切割包括连接至砧座的超声谐振器,并且当砧座超声移动时,刀片切割金属。在一些实施方式中,刀片穿透金属层以切入式切割金属。金属可以具有与金属相邻的至少一个聚合物层,或者可以没有相邻的聚合物层。在一些实施方式中,当刀片切割金属时,第一聚合物层(例如,顶部夹层)可以接触第二聚合物层。在一些实施方式中,第一聚合物层在该过程期间不被切割,而金属被切割。然而,在其他实施方式中,除了金属之外,第一聚合物层也被切割。在一些实施方式中,刀片相对于金属和/或第一聚合物层的穿透深度可以有助于确定第一聚合物层是否被切割。鉴于本文所述的系统和方法,本领域技术人员将能够确定刀片在切割或不切割穿过第一聚合物层时的合适的穿透深度。
作为示例而非限制,刀片或模具可以穿透(例如,切割)第一聚合物层(例如,顶部夹层)大于或等于第一聚合物层厚度的5%、大于或等于第一聚合物层厚度的10%、大于或等于第一聚合物层厚度的20%、大于或等于第一聚合物层厚度的40%、大于或等于第一聚合物层厚度的60%、大于或等于第一聚合物层厚度的80%、大于或等于第一聚合物层厚度的90%、大于或等于第一聚合物层厚度的95%、大于或等于第一聚合物层厚度的99%、或者第一聚合物层厚度的100%。在一些实施方式中,刀片可以穿透(例如,切割)第一聚合物层小于或等于第一聚合物层厚度的100%、小于或等于第一聚合物层厚度的99%、小于或等于第一聚合物层厚度的95%、小于或等于第一聚合物层厚度的90%、小于或等于第一聚合物层厚度的80%、小于或等于第一聚合物层厚度的60%、小于或等于第一聚合物层厚度的40%、小于或等于第一聚合物层厚度的20%、小于或等于第一聚合物层厚度的10%、或者小于或等于第一聚合物层厚度的5%。上述范围的组合也是可能的(例如,大于或等于第一聚合物层厚度的5%且小于或等于第一聚合物层厚度的80%)。其他范围也是可能的。
在一些实施方式中,刀片或模具接触第二聚合物层(例如,底部夹层),或者可以在接触第二聚合物层之前停止,但是在切割步骤期间不切割第二聚合物层。然而,在其他实施方式中,第二聚合物层被刀片或模具切割。在一些实施方式中,第二聚合物层被切割的量在上述关于第一聚合物层的一个或更多个范围内。
在超声切割(例如,切入式切割)金属之后,切割的金属可以使用至少一个聚合物层密封。在一些实施方式中,刀片和/或刀片的运动可以促进至少一个聚合物层的密封。在一些实施方式中,第一聚合物层、金属和第二聚合物层在超声切割之后被密封以形成堆叠件。在一些实施方式中,密封包括将金属的一部分堆叠或粘附至聚合物层。例如,参照图8,刀片810切割锂金属,而不切割第一聚合物层810和第二聚合物层820。第一聚合物层810粘附至第二聚合物层820,并且密封锂金属件805A、805B和805C。在一些实施方式中,密封包括熔化第一聚合物层和/或第二聚合物层的一部分,并且将第一聚合物层粘附至第二聚合物层。密封可以共形地包封金属(例如,锂金属)周围的聚合物层。例如,在图8中,锂金属件805B和805C已经在两端被密封并且形成信封状结构。虽然图8描绘了锂金属件805B和805C的两端的密封,但是在其他实施方式中,金属可以以另一方式密封。
在一些实施方式中,在超声切割之后,第一聚合物层、金属和第二聚合物层与阴极(例如,锂嵌入化合物)相邻地定位。将第一聚合物层、金属和第二聚合物层定位成与阴极相邻可以有助于形成堆叠件组件、电化学电池单元、或用于电池的电极前体。
为了便于从刀片或模具移除切割的金属,可以在切割步骤之后施加力。移除切割的金属可以用于帮助例如在组装线上预组装电化学电池单元或电池。在一些实施方式中,该方法包括在切割步骤之后向金属施加力。如果金属留在在模具的闭合形状内,则可以使用各种力来移出金属。在一些实施方式中,力是气体(例如,空气)的喷射。在一些实施方式中,力是超声脉冲串(ultrasonic burst)。在使用超声脉冲串的这样的实施方式中,超声脉冲串由超声谐振器生成。在一些实施方式中,存在可选的鼓风机,其可以吹送流体(例如,压缩空气、氮气、氩气),以移动切割的金属。然而,在一些实施方式中,金属在切割之后不需要另外的力来移除。
在一些实施方式中,在切割金属之后,可以从金属移除聚合物层。聚合物层的移除可以以各种方式(包括使用真空)完成。在一些情况下,金属切割件可以在切割之后被移除。例如,在聚合物层已经从金属切割件移除之后,金属可以被移动至下游位置。可以使用真空装置或任何其他合适的方法以将金属从基板、砧座或第二聚合物层移除来完成金属切割件的移除。
下面提供了关于上述制品、系统和方法的其他细节。
在一些实施方式中,可以使用刀片或模具形成电极前体材料。刀片或模具可以被配置成切割金属层,而留下聚合物层不被刀片或模具切割。然后,刀片或模具可以使(第一)聚合物层和/或金属粘附至(第二)聚合物层,这可以引起切割的金属层被聚合物层挤压、包封和/或包围。
在一些实施方式中,可以存在可选的保护层。该可选的保护层可以与聚合物层或金属层相邻。可选的保护层可以由能够用作下面的电极结构(例如,锂金属层)的保护层的任何合适的材料制成。在一些实施方式中,保护层的材料对电活性物质(例如,锂离子)是传导的。在一些情况下,保护层也可以称为“单离子传导材料层”。在一些实施方式中,保护层是固体。在一些实施方式中,保护层包括非聚合材料或者可以基本上由非聚合材料形成。例如,保护层可以包括无机材料或者可以基本上由无机材料形成。根据特定的实施方式,保护层可以是电绝缘的或者导电的。在一些实施方式中,保护层是陶瓷、玻璃陶瓷或玻璃。用于保护层的其他合适材料可以包括但不限于氮化锂、硅酸锂、硼酸锂、铝酸锂、磷酸锂、锂磷氮氧化物、硅硫化锂、锗硫化锂、锂氧化物(例如,Li
保护层可以通过任何合适的方法、比如溅射、电子束蒸镀、真空热蒸镀、激光烧蚀、化学气相沉积(CVD)、热蒸镀、等离子体增强化学真空沉积(PECVD)、激光增强化学气相沉积、气溶胶沉积和喷射气相沉积来沉积。所使用的技术可以取决于待沉积材料的类型、层的厚度等。
在一些实施方式中,可以用聚合物或其他材料处理包括一些孔隙的保护层,使得保护层的孔(例如,纳米孔)可以填充有聚合物。于2010年8月24日提交的作为美国公开第2011/0177398号所公布的题为“Electrochemical Cell”的序列号为12/862,528的美国专利申请中对用于形成这样的结构的技术的示例进行了更详细地描述,出于所有目的,该美国专利申请的全部内容通过引用并入本文。
另外地或替选地,在一些实施方式中,保护层可以是对电活性物质传导的聚合物层。合适的聚合物包括但不限于导电的离子传导聚合物和电绝缘的离子传导聚合物两者。可能的导电聚合物包括但不限于聚(乙炔)、聚(吡咯)、聚(噻吩)、聚(苯胺)、聚(芴)、聚萘、聚(对苯硫醚)和聚(对亚苯基亚乙烯基)。可能的电绝缘聚合物包括但不限于丙烯酸酯、聚环氧乙烷、硅酮和聚氯乙烯。在一些实施方式中,聚合物以非溶胀状态(例如,作为薄膜)存在,例如以其中包含聚合物的保护层通过陶瓷、玻璃或玻璃陶瓷层与电解质分离的配置存在。上述聚合物可以掺杂有离子传导盐,以提供或增强期望的离子传导性能。用于锂基电池单元的合适的盐包括例如LiSCN、LiBr、LiI、LiClO
在一些实施方式中,保护层的厚度可以小于或等于5μm、小于或等于2μm、小于或等于1.5μm、小于或等于1.4μm、小于或等于1.3μm、小于或等于1.2μm、小于或等于1.1μm、小于或等于1μm、小于或等于0.9μm、小于或等于0.8μm、小于或等于0.7μm、小于或等于0.6μm、小于或等于0.5μm、小于或等于0.4μm、小于或等于0.3μm、小于或等于0.2μm、小于或等于0.1μm、小于或等于50nm、小于或等于30nm、或者任何其他合适的厚度。对应地,保护层的厚度可以大于或等于10nm、大于或等于30nm、大于或等于50nm、大于或等于0.1μm、大于或等于0.2μm、大于或等于0.3μm、大于或等于0.4μm、大于或等于0.6μm、大于或等于0.8μm、大于或等于1μm、大于或等于1.2μm、大于或等于1.4μm、大于或等于1.5μm、或者任何其他合适的厚度。上面的组合是可能的(例如,保护层的厚度可以小于或等于2μm且大于或等于0.1μm)。其他范围也是可能的。在存在多于一个保护层的实施方式中,每个保护层可以各自独立地具有在上述范围中的一个或更多个范围中的厚度。
如本文所使用的,当层(例如,保护层、聚合物层、金属层、电活性层)被称为在另一层“上”或“与另一层“相邻”时,其可以直接在该层上或与该层直接相邻,或者也可以存在中间层。“直接”在另一层“上”、与另一层“直接相邻”、与另一层“接触”或与另一层“共形接触”的层意味着不存在中间层。同样,定位在两个层“之间”的层可以直接在两个层之间使得不存在中间层,或者可以存在中间层。
在一些实施方式中,层(例如,聚合物层、保护层)的一部分和/或保护层的子层可以通过气溶胶沉积过程来沉积。气溶胶沉积过程在本领域中是已知的并且通常包括在表面上以相对高的速度沉积(例如,喷洒)颗粒(例如,无机颗粒、聚合物颗粒)。如本文所述,气溶胶沉积通常引起多个颗粒中的至少一些颗粒的碰撞和/或弹性变形。在一些方面,气溶胶沉积可以在足以引起多个颗粒中的至少一些颗粒与多个颗粒中的至少另一部分颗粒熔合(fuse)的条件下(例如,利用速度)进行。例如,在一些实施方式中,多个颗粒以相对高的速度沉积在电活性材料(和/或设置在其上的任何子层)上,使得多个颗粒中的至少一部分颗粒熔合(例如,形成保护层的部分和/或子层)。颗粒熔合所需的速度可以取决于以下因素:例如颗粒的材料成分、颗粒的尺寸、颗粒的杨氏弹性模量和/或颗粒或形成颗粒的材料的屈服强度(yield strength)。
在一些实施方式中,保护层的平均离子电导率(例如,锂离子电导率)为大于或等于10
虽然已经在附图中描绘了单个保护层,但是也可以设想使用多个保护层或多层保护层的实施方式。可能的多层结构可以包括聚合物层和单离子传导层的布置,如在于2010年8月24日提交的作为美国公开第2011/0177398号所公布的题为“Electrochemical Cell”的序列号为12/862,528的美国专利申请中更详细描述的,出于所有目的,该美国专利申请的全部内容通过引用并入本文。例如,在一些实施方式中,多层保护层可以包括交替的单离子传导层和聚合物层。在Affinito等人于2006年4月6日提交的作为美国公开第2007-0221265号所公布的题为“Rechargeable Lithium/Water,Lithium/Air Batteries”的美国专利申请第11/400,781号中也对可能的多层结构的其他示例和配置进行了更详细地描述,出于所有目的,该美国专利申请的全部内容通过引用并入本文。
单层或多层保护层可以通过减少物质向电活性材料层的直接流动而用作优良的渗透屏障,因为这些物质具有通过层中的缺陷或开放空间而扩散的趋势。因此,可以减少枝晶形成、自放电和循环寿命的损失。保护层的另一优点包括结构的机械性能。例如,在聚合物层和无机层两者都存在的情况下,将聚合物层定位成与无机传导层相邻可以降低无机传导层破裂的趋势并且可以提高该结构的屏障性能。因此,与不具有中间聚合物层的结构相比,这些叠层在制造过程期间对于由于处理而引起的应力更加鲁棒。另外,多层保护层还可以对在电池的放电和充电循环期间伴随着锂从电活性材料层中往返迁移而发生的体积变化具有增加的耐受性。
以下示例旨在说明本发明的某些实施方式,而不是例示本发明的全部范围。
示例1
以下示例描述了用于使用附接至超声谐振器的模具形式的刀片超声切割锂箔的部分的系统和方法。
如图9A所示,将角状物(例如,超声谐振器和模具)安装至压机(press)。压机用于上下移动角状物,使得其被定位成与砧座接触。砧座是与角状物相邻的平坦钢板。砧座覆盖有聚合物层(例如,聚甲醛POM、聚四氟乙烯、聚丙烯、聚乙烯),以防止刀片(模具)在钢砧座上变钝。可以调节上下运动,使得模具距接触砧座几密耳(1至5密耳)。
待切割的模具图案在大模具块的底部被加工。块/模具被配置成与超声谐振器谐振,并且放大超声运动。由于块的尺寸,较低的频率(即,较高的功率)被用于使能量进入块。在这种情况下,频率为20kHz。
将50微米厚的锂箔件放置在与砧座相邻的聚合物层的顶部上。向聚合物层施加少量张力以保持材料平坦。对电力供应进行了调整,以用于切割。振幅可以从20%到100%变化。切割时间可以从0.01秒到100秒变化。另外,还可以设置延迟和脉冲串后时间。
切割是以自动方式进行的。也就是说,开始按钮被激活,并且模具被压机降低并接触箔,并且电力被启动并以编程的振幅运行编程的时间。然后,模具缩回至其顶部位置。如图9B和图9C所示,在切割箔之后,切割的中心件(例如,电极部分)然后滑动脱离废箔,废箔具有与块的模具图案互补的切口形状。在图9C中,观察到切割件和其周围的箔都没有粘至刀片/模具。还观察到,切割该形状并且将其从废箔移除会在废料上留下非常精细的材料的非常薄的薄片,并且在切割过程期间它们不会粘至切割件或从废箔断裂。
在一些情况下,如果切割箔的部分已经粘至模具,那么在切割之后可以施加短脉冲串来使切割部分松动。这也可以被编程(例如,编程至压机中)以从0.01秒到10秒发生,并且可以在超声切割脉冲之后但是在模具被提升回至其顶部位置之前被启动,使得切割部分保留在砧座上。
在切割之后,任何类型合适的机械部件或真空都可以拾取并放置切割的锂箔,以将该部分安全地运送至电池堆。
虽然本文已经描述并示出了本发明的若干实施方式,但是本领域普通技术人员将容易地想到用于执行本文中所描述的功能和/或获得本文中所描述的结果和/或一个或更多个优点的各种其他装置和/或结构,并且这样的变型和/或修改中的每个变型和/或修改被认为在本发明的范围内。更一般地,本领域技术人员将容易地理解,本文中描述的所有参数、尺寸、材料和配置均旨在是示例性的,并且实际参数、尺寸、材料和/或配置将取决于使用本发明的教示的特定应用或多个特定应用。本领域技术人员将认识到或能够仅使用常规实验确定本文中所描述的本发明的特定实施方式的许多等同方案。因此,应当理解,前述实施方式仅作为示例呈现,并且在所附权利要求书及其等同物的范围内,本发明可以以不同于具体描述和所要求保护的方式实施。本发明涉及本文中所描述的每个单独的特征、系统、制品、材料和/或方法。另外,如果这样的特征、系统、制品、材料和/或方法不相互矛盾,则两个或更多个这样的特征、系统、制品、材料和/或方法的任何组合包括在本发明的范围内。
除非明确指出相反的意思,否则如本文在说明书和权利要求书中使用的不定冠词“一(a)”和“一个(an)”应当被理解成意指“至少一个”。
如本文在说明书和权利要求书中使用的短语“和/或”应当被理解成意指如此结合的元素、即、在一些情况下以结合的方式存在而在其他情况下以分离的方式存在的元素中的“任一者或两者”。除非明确指出相反的意思,否则可以可选地存在除了由“和/或”子句具体标识的元素之外的其他元素,无论其与具体标识的那些元素相关或不相关。因此,作为非限制性示例,当与诸如“包括”的开放式语言结合使用时,对“A和/或B”的提及在一个实施方式中可以指代有A而没有B(可选地包括除B之外的元素);在另一实施方式中可以指代有B而没有A(可选地包括除A之外的元素);在又一实施方式中可以指代A和B两者(可选地包括其他元素);等。
如本文在说明书和权利要求书中使用的,“或”应当被理解为具有与如上所限定的“和/或”相同的含义。例如,当分离列表中的项目时,“或”或者“和/或”应当被理解为是包括性的,即包括多个元素或元素列表中的至少一个,但也包括其中的多于一个,并且可选地包括另外的未列举项目。仅明确指出相反的术语,比如“仅其中之一”或“恰好其中之一”或当在权利要求书中使用时“由……组成”,将指包含多个元素或元素列表中的恰好一个元素。一般而言,本文中使用的术语“或”在排他性术语、比如“任一”、“之一”、“仅其中之一”或“恰好其中之一”前面时,仅应解释为指示排他性替选方案(即,“一个或另一个,但不是两者”)。当在权利要求书中使用时,“基本上由……组成”应具有其在专利法领域中所使用的普通含义。
如本文在说明书和权利要求书中所使用的,涉及一个或更多个元素的列表的短语“至少一个”应当被理解为意指从元素列表中的任一个或更多个元素中选择的至少一个元素,但并不一定包括元素列表内具体列出的每个一个元素中的至少一个,并且不排除元素列表中的元素的任何组合。该定义还允许可以可选地存在除了短语“至少一个”所指代的元素列表内具体标识的元素之外的元素,而无论其与具体标识的那些元素相关或不相关。因此,作为非限制性示例,“A和B中的至少一个”(或等效地,“A或B中的至少一个”,或等效地“A和/或B中的至少一个”)在一个实施方式中可以指代至少一个A、可选地包括多于一个的A而不存在B(并且可选地包括除B之外的元素);在另一实施方式中可以指代存在至少一个B、可选地包括多于一个的B而不存在A(并且可选地包括除A之外的元素);在又一实施方式中可以指代至少一个A、可选地包括多于一个的A以及至少一个B、可选地包括多于一个的B(并且可选地包括其他元素);等。
一些实施方式可以体现为已经描述了其各种示例的方法。作为方法的一部分执行的动作可以以任何合适的方式排序。因此,可以构建以不同于示出的顺序来执行动作的实施方式,其可以包括与所描述的动作不同(例如,更多或更少)的动作,以及/或者可以涉及同时执行一些动作,即使这些动作在上面具体描述的实施方式中被示出为按顺序执行。
在权利要求书中使用序数术语例如“第一”、“第二”、“第三”等来修饰权利要求元素本身并不意味着一个权利要求元素相比于另一权利要求元素的任何优先权、优先级或顺序,或者并不意味着执行方法的动作的时序,而是仅被用作标记以将具有特定名称的一个权利要求元素与具有相同名称(除了所使用的序数术语以外的相同名称)的另一权利要求元素进行区分,从而区分权利要求元素。
在权利要求书中以及在以上说明书中,所有过渡性短语、例如“包含”、“包括”、“带有”、“具有”、“含有”、“涉及”、“持有”等均被理解为开放式的,即意指包括但不限于。如美国专利局专利审查程序手册第2111.03节中所阐述的,仅过渡性短语“由……组成”和“基本上由……组成”应当分别是封闭式或半封闭式的过渡性短语。
- 用于切割装置的刀片组件以及切割装置
- 用于塑料异型材无尘切割机中刀片的加固装置及使用方法
- 一种用于桩头破除的双刀片环向切割装置
- 一种用于金属切割机刀片可换式旋转刀具
- 一种用于金属切割机刀片可换式旋转刀具