金属工件次表层残余应力检测用电化学腐蚀夹具
文献发布时间:2024-01-17 01:15:20
技术领域
本发明属于残余应力检测技术领域,具体涉及一种金属工件次表层残余应力检测用电化学腐蚀夹具。
背景技术
残余应力是指在消除了外力和不均匀温度场等因素影响后,仍然能在工件内维持平衡的应力,其对工件的静强度、疲劳强度、耐腐蚀性能有直接影响,研究工件沿深度方向残余应力分布对提高其疲劳寿命有重要意义。
目前多利用X射线衍射法测量工件表面特定位置及特定方向的残余应力,但X射线对金属工件的穿透深度较小,只能测量工件表面的残余应力,因此为了测量工件次表层的残余应力,就需要反复去除工件表层然后再利用X射线衍射法测量,以获得工件在深度上残余应力的分布状况。电化学腐蚀剥层是一种用于金属工件的剥层处理方法,当前在电化学剥层腐蚀时,需要工作人员手持腐蚀棒并将腐蚀棒的喷头按压在工件上进行电解腐蚀,但手持腐蚀棒无法进行精准定位,无法保证腐蚀区域的精度,导致X射线测量工件次表层及以下深度残余应力误差较大,难以获得真实的残余应力分布状态。
发明内容
本发明所要解决的技术问题是,针对现有技术的不足,提供一种金属工件次表层残余应力检测用电化学腐蚀夹具,能够提高工件连续腐蚀的精准度,便于更加精确测量工件沿深度方向的残余应力分布。
为解决上述技术问题,本发明所采用的技术方案是:
一种金属工件次表层残余应力检测用电化学腐蚀夹具,包括与电化学腐蚀剥层设备连接的腐蚀棒,还包括上壳体、下壳体、试样模具、卡盘机构和定位机构;
所述试样模具设置在所述上壳体内,所述试样模具顶部设置有用于放置并定位试样的试样槽,所述上壳体上设置有与所述腐蚀棒相配合的定位环,所述定位环位于所述试样槽的正上方;所述试样模具的侧部设置有通电磁铁;
所述卡盘机构利用卡爪将所述试样模具卡紧在指定位置;
所述定位机构用于与所述通电磁铁的端面抵接以将所述试样模具定位。
进一步的,所述下壳体的上部设置有支撑板,所述支撑板用于放置所述试样模具,所述支撑板沿径向设置有与所述卡爪相匹配的导槽。
进一步的,所述卡盘机构还包括设置于所述下壳体内且互相啮合的第一锥齿轮和第二锥齿轮,所述第二锥齿轮的顶部设置有涡状的导轨,所述卡爪的底部设置有多个圆柱形的导向块,所述导向块位于所述导轨间且与所述导轨滑动连接。
进一步的,所述下壳体上贯穿设置有与所述第一锥齿轮同轴连接的手柄,所述手柄与所述下壳体转动连接。
进一步的,所述下壳体内设置有转轴,所述第二锥齿轮与所述转轴转动连接。
进一步的,所述定位机构包括丝杠,所述丝杠利用端部设置的多个定位柱与所述通电磁铁的端面抵接;所述丝杠远离所述定位柱的一端设置有手轮。
进一步的,所述下壳体旁设置有与所述下壳体固定连接的立柱,所述丝杠与所述立柱螺纹连接。
进一步的,所述支撑板上设置有多个用于弹性支撑所述上壳体的弹簧。
进一步的,所述腐蚀棒端部设置有可拆卸的喷头,所述喷头用于与试样抵接。
进一步的,所述通电磁铁探入所述试样槽内与所述试样导通。
金属工件由于工作环境的特殊性,经常会产生磨损、腐蚀、疲劳等问题,从而造成零件的失效损坏,而工件材料表面组织结构的敏感性导致失效大多产生于材料表面。表面强化是提高金属材料表面性能的常用方法,表面强化指通过改善材料表面组织和残余应力的分布来改善金属表面的特性。各种加工工艺如铸造、锻压、喷丸等,加工过程中产生的不均匀塑性变形或相变,会影响工件内部残余应力的分布,进而影响工件表面完整性。
残余应力是指在消除了外力和不均匀温度场等因素影响后,仍然能在工件内维持平衡的应力,其对工件的静强度、疲劳强度、耐腐蚀性能有直接影响。残余压应力能使裂纹萌生门槛值增加,并使裂纹扩展速率减小,进而有益于工件的使用寿命。研究工件沿深度方向残余应力分布对提高其疲劳寿命有重要意义,现有研究发现喷丸后工件残余压应力分布是沿变形层深先逐渐增大,达到最大值后再逐渐降低,最大残余压应力位于喷丸工件次表层。因此,有必要精确测量工件沿深度方向的残余应力分布状态。
根据对被测工件是否造成损伤将残余应力检测方法分为两种类型:有损检测法和无损检测法。有损检测法有切槽法、切条法、剥层法、盲孔法等,这些方法都是将工件进行局部切割,从而使工件受到损坏。无损检测法有X射线衍射法、磁性法、超声波法、中子衍射法等。磁性法待测物质必须为铁磁材料并且易污染环境;超声波法声速变化和应力变化之间的敏感度较小不易测量;中子衍射法只能对大体积工件进行测量。虽然现在出现了一些残余应力测量方法包括裂纹柔度法、纳米压痕法、多孔差方法等,但这些方法实验条件复杂且理论基础不完备。而X射线衍射法是无损检测法中具有代表性的一种方法。其基本原理是残余应力引起晶面间距的变化,产生布拉格衍射会引起衍射峰值的位置变化,利用X射线衍射线的位移则可以计算得到工件的残余应力。采用X射线衍射可以快速、无损伤地测量工件表面特定位置及方向的残余应力,并可在原测点重复测量,射线来源方便经济,通常被用来检测良好晶体结构、脆性和不透明材料的残余应力。
当需要测量工件沿深度分布的残余应力时,利用X射线衍射法测量工件残余应力是有限的,通常需要反复去除工件材料的表层然后再利用X射线衍射法测量,以获得工件在深度上残余应力的分布状况。因此为进一步研究工件在深度上残余应力的分布,需要对工件进行剥层处理。与切削、磨削等剥层方法相比,电化学剥层目前更为常用,电化学剥层通过对工艺参数(电流、电压、腐蚀时间)的控制实现对工件表面质量的控制,可以对硬度高且表面形状复杂的半成品进行加工。
电化学腐蚀剥层不会产生新的残余应力,对剥落后工件的初始残余应力影响较小,而且剥层表面光滑利于检测,因此电化学剥层是目前较优的解决方案。虽然目前利用X射线衍射法结合电化学腐蚀剥层对工件深度方向残余应力检测应用较广,但传统电化学剥层连续腐蚀时腐蚀的平面区域误差较大,导致实际上X射线衍射法测量工件剥层后的残余应力分布与理论上次表层及以下区域残余应力分布存在较大误差,影响检测结果的可靠性。
针对运用传统电化学剥层腐蚀时周向误差较大(达到毫米级别),导致X射线衍射法测量(每次均为微米级别)工件次表层及以下深度残余应力分布误差较大的问题,本发明提供一种金属工件次表层残余应力检测用电化学腐蚀夹具,有助于提高工件连续腐蚀的精准度,便于更加精确测量工件沿深度方向的残余应力分布。
与现有技术相比,本发明有益效果如下:
本发明利用卡盘机构卡紧试样模具,能够实现对试样模具的周向定位;还利用定位机构抵接通电磁铁的端面实现对试样模具转动角度的定位;还利用上壳体上部的定位环实现对腐蚀棒的定位和导线;试样模具上的试样槽与试样的尺寸和形状一致,能够确保试样不会在槽内发生偏移。基于上述措施,本发明能够对腐蚀棒和被检测工件的空间相对位置进行约束,能够大大减少重复腐蚀平面误差,确保腐蚀过程中的精准定位,提高金属工件沿深度方向的残余应力测量精度,通过对金属工件深度方向残余应力的检测,能够更加准确地了解金属工件的力学性能和耐久性能,为工件的设计和制造提供更加科学的依据。
本发明利用互相啮合第一锥齿轮和第二锥齿轮驱动卡爪的同步直线运动,实现对试样模具的夹紧;第二锥齿轮的上部设置有导轨,导轨盘绕成等距的涡状;卡爪的底部设置有多个圆柱形的导向块,导向块的直径与导轨的间距一致,相邻两个导向块之间的距离与导轨的厚度一致,因此导向块能够卡入导轨间,当利用手柄驱动第一锥齿轮转动时,第二锥齿轮即可利用导轨驱动卡爪在支撑板的导槽内做直线运动。
本发明腐蚀棒竖直设置在定位环内,腐蚀棒内沿轴向设置有电解液通道,用于与电化学腐蚀剥层设备连接,同时下部还设置有可拆卸的橡胶喷头,在对试样剥层时,喷头与试样抵接,同时可以根据试验需要更换不同的喷头,使喷头能够适配不同的试样类型和不同大小的腐蚀区域。
附图说明
下面结合附图对本发明做进一步的详细说明。
图1:电化学剥层法工作过程示意图;
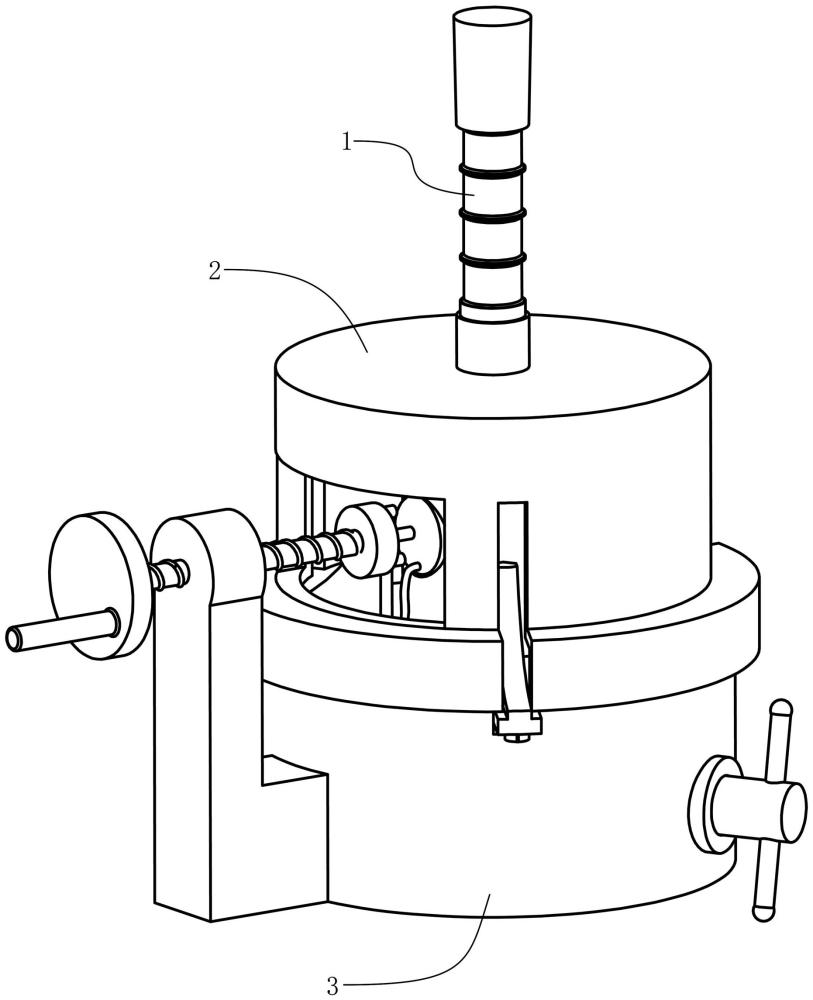
图2:本发明的结构示意图;
图3:本发明的爆炸图;
图4:本发明卡盘机构的结构示意图;
图5:齿轮危险截面示意图;
图6:夹具辅助后前后电化学腐蚀效果对比图;
图7:夹具辅助前后电化学腐蚀剥层偏差图;
其中:1-腐蚀棒,11-喷头,2-上壳体,21-定位环,3-下壳体,31-转轴,32-立柱,4-支撑板,41-弹簧,51-第一锥齿轮,52-第二锥齿轮,53-卡爪,54-导轨,55-导向块,56-手柄,6-丝杠,61-手轮,62-定位柱,7-试样模具,71-试样槽,8-通电磁铁。
具体实施方式
为了更好地理解本发明,下面结合实施例和附图进一步清楚阐述本发明的内容,但本发明的保护内容不仅仅局限于下面的实施例。在下文的描述中,给出了大量具体的细节以便提供对本发明更为彻底的理解。然而,对于本领域技术人员来说显而易见的是,本发明可以无需一个或多个这些细节而得以实施。
电化学剥层法利用电化学反应腐蚀掉试样的表层,其工作过程如图1所示。在工作时,利用喷头抵接试样需剥层的位置,使电解液开始循环,接通直流电源后,通电磁铁与试样连接成为阳极,电解液连接阴极后通过喷头与试样相接触,发生电化学反应。在直流电的作用下,阳极和阴极发生氧化还原反应,试样与喷头溶液接触处发生溶解,达到对工件表面进行剥层的效果。
参阅图2-图4,本实施例的目的是提供一种金属工件次表层残余应力检测用电化学腐蚀夹具。
所述夹具的壳体由上壳体2和下壳体3扣合而成。上壳体2为圆柱形,无底,内部设置有试样模具7,试样模具7为圆柱形,顶部设置有用于放置试样的试样槽71;试样槽71的尺寸和形状与试样一致,确保放置在试样槽71内的试样不会在槽内发生偏移,也能够确保试样的腐蚀面位于上部且水平。上壳体2位于试样槽71正上方处设置有供腐蚀棒1进出的通孔,该通孔的尺寸与腐蚀棒1的尺寸相匹配,同时,该通孔上方沿边缘设置有定位环21,竖直设置的腐蚀棒1能够在定位环21内上下滑动,且定位环21能够支撑腐蚀棒1周身的凸起,能够实现对腐蚀棒1的定位和导向。腐蚀棒1内沿轴向设置有电解液通道,用于与电化学腐蚀剥层设备连接,同时下部还设置有可拆卸的喷头11,在对试样剥层时,喷头11与试样抵接。喷头11为橡胶材质,且喷头11与腐蚀棒1采用可拆卸连接,因此可以根据试验需要更换不同的喷头,使喷头能够适配不同的试样类型和不同大小的腐蚀区域。
下壳体3为圆柱形,顶部开口处罩设有圆形的支撑板4,试样模具7放置在支撑板4上。同时,本实施例还设置有用于对试样模具7进行周向定位的卡盘机构。具体的,所述卡盘机构主体位于下壳体3内,所述卡盘机构包括沿下壳体3周向均匀设置的三个卡爪53,卡爪53的上部从支撑板4上伸出,对应的,支撑板4上设置有用于限制卡爪53沿径向移动的导槽。卡爪53沿下壳体3的径向分布,且卡爪53靠近下壳体3中心轴线的一侧竖直,卡爪53能够同步沿下壳体3的径向做直线运动,能够夹紧固定试样模具7。
在一种实施方式中,所述卡盘机构还包括第一锥齿轮51和第二锥齿轮52。第二锥齿轮52同轴设置在下壳体3内,轮齿位于下方;第一锥齿轮51与第二锥齿轮52啮合,且第一锥齿轮51的中心轴线水平。下壳体3内同轴固定设置有转轴31,第二锥齿轮52转动设置在转轴31上,转轴31的下部较粗,因此还能够支撑起第二锥齿轮52;第一锥齿轮51的粗端沿轴向连接有手柄56,手柄56延伸至下壳体3的外部,同时手柄56与下壳体3间隙配合转动连接;手柄56的转轴与第一锥齿轮51采用可拆卸连接,如棱柱卡接、螺纹紧固连接等,使手柄56能够从下壳体3的外部插入,完成与第一锥齿轮51的装配。转轴31的顶部还与下壳体3的顶部齐平,因此转轴31还能够同时支撑起支撑板4。
第二锥齿轮52的上部设置有导轨54,导轨54盘绕成等距的涡状;卡爪53的底部设置有多个圆柱形的导向块55,导向块55的直径与导轨54的间距一致,相邻两个导向块55之间的距离与导轨54的厚度一致,因此导向块55能够卡入导轨54间,与导轨54滑动连接。当第二锥齿轮52带动导轨54转动时,即可驱动卡爪53沿下壳体3的径向做直线移动。
卡爪53下部设置有向两侧凸起的凸台,所述凸台的顶面与下壳体3的顶部齐平,因此支撑板4还能够扣合在卡爪53上避免其从导轨54上脱出。对应的,下壳体3的上部设置有供卡爪53通过的凹槽。
试样模具7的侧部可拆卸的设置有通电磁铁8,通电磁铁8的外部端面为一平面,同时通电磁铁8还探入试样槽71以便与试样导通。
本发明还利用定位机构实现对试样模具7转动角度的定位,所述定位机构包括丝杠6。下壳体3的外部设置有与其固定连接的立柱32,立柱32的上部设置有与丝杠6相配合的螺孔,丝杠6的高度与通电磁铁8的高度一致。丝杠6外侧一端固定设置有手轮61,另一端固定设置有多个定位柱62,通过多个定位柱62同时与通电磁铁8外端面抵接,确保通电磁铁8的外端面与丝杠6垂直,即实现了试样模具7在水平方位上转动角度的定位。采用定位柱62能够避开通电磁铁8上线缆的影响。同时,下壳体3上还设置有供丝杠6及定位柱62进出的开窗。
支撑板4上还设置有多个用于弹性支撑上壳体2的弹簧41,便于通过下压腐蚀棒1使喷头11与试样接触,并且弹簧41还为上壳体2提供回弹力,在腐蚀完毕后能够自动将上壳体2弹起。同时,上壳体2的下部设置有加粗的导向筒,该导向筒套合在下壳体3的外部实现上壳体2与下壳体3的扣合,并且该导向筒的内径与下壳体3的外径一致,确保上壳体2在上下移动时仍保持与下壳体3的同轴状态,确保腐蚀棒1沿轴向移动,避免腐蚀部位出现偏移。上壳体2由透明材质制成,便于观察喷头11与试样的接触情况,也便于操作。
在一种实施方式中,上壳体2、下壳体3、支撑板4和试样模具7均由3D打印机采用PLA材料打印制成,具有较好的强韧性能以及物理性能和较低的收缩率。第一锥齿轮51和第二锥齿轮52均利用6061铝合金粉末进行3D打印制作而成,此方法不仅方便快捷,而且具有韧性高、材料质密无缺陷的优点。
下面以齿轮危险截面处(参阅图5)的电化学剥层为例对夹具的效果进行验证。
用电化学腐蚀剥层设备分别进行电化学腐蚀剥层试验,试验时室温25℃,电压8V,取电流密度为0.49A/cm
表1 夹具辅助前后误差
图7为夹具辅助前后电化学腐蚀剥层误差对比,结果表明,夹具辅助后电化学剥层连续腐蚀时腐蚀的平面周向区域误差显著降低,平面周向误差降低49.29%。保证了利用X射线衍射法重复测量工件剥层后的残余应力分布精确度,增强了利用X射线衍射法测得工件深度方向残余应力分布的数据的可靠性。
最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,本领域普通技术人员对本发明的技术方案所做的其他修改或者等同替换,只要不脱离本发明技术方案的精神和范围,均应涵盖在本发明的权利要求范围当中。
- 一种用于测量细管表层周向残余应力的超声无损检测装置
- 一种用于测量细管表层周向残余应力的超声无损检测装置