一种路基块的成型机
文献发布时间:2024-01-17 01:26:37
【技术领域】
本发明涉及砖块成型技术领域,特别涉及一种路基块的成型机。
【背景技术】
目前,装配式路面基层结构(简称路基块)已得到大面积应用。路基块整体为长方体,对比传统振压成型的立方体砌块,路基块的厚度为20cm~40cm,顶面面积约为1㎡,体积及厚度较大;同时路基块的四个侧面均有外凸的阳斜面及内凹的阴斜面,且斜面设有梯形凹槽。
申请号为202020922167.4的中国实用新型专利公开了一种用于装配式道路基块的成型设备,包括桁架、台模协同振动系统以及基于电性连接或/和信号连接对台模协同振动系统的操作进行控制的数控系统,所述数控系统、台模协同振动系统都安装在桁架上,所述台模协同振动系统主要包括上压头、与上压头配合作业的振动平台和用于向道路基块提供侧向振压力的模具振捣器;该成型设备虽然采用台模协调振动,能够解决装配式道路大尺寸基块阴斜面底布料角缺失及侧面松散虚边问题,但是整体成型周期较长,生产效率低下,且无法保证路基块的侧面形成完整浆面。鉴于上述存在的问题,本案发明人对该问题进行深入研究,遂有本案产生。
【发明内容】
本发明要解决的技术问题,在于提供一种路基块的成型机,解决现有成型机存在整体成型周期较长,生产效率低下,且无法保证路基块的侧面形成完整浆面的问题。
本发明是这样实现的:一种路基块的成型机,包括机架以及设置在机架上的布料车、路基块模框、升降机构、振动台、压头机构、模框振动组件、柔性驱动机构和压头振动组件,所述机架的两侧均设有升降机构,两所述升降机构均与路基块模框相连接;所述振动台设于路基块模框的下方,所述压头机构设于路基块模框的上方;所述布料车可水平移动的设于路基块模框的一侧,且所述布料车在布料时移动至路基块模框的上方;所述模框振动组件设置在路基块模框的任意一组对边的外壁,所述柔性驱动机构固定在机架上,且所述柔性驱动机构与模框振动组件相连接;所述压头振动组件固定在压头机构上;布料完成后使压头机构悬浮于物料上表面,控制模框振动组件带动路基块模框进行模振和控制振动台进行台振;所述压头机构下压对路基块进行成型时,控制模框振动组件带动路基块模框进行模振和控制振动台进行台振,同时控制压头振动组件带动压头机构进行振动。
进一步的,所述模框振动组件包括固定在所述路基块模框的外壁的振动支撑座、转动设置在所述振动支撑座上的第一驱动轴本体以及固定在所述第一驱动轴本体的两端的第一偏心块;所述第一偏心块位于振动支撑座的内侧,所述第一偏心块与路基块模框的外壁之间留有间隙。
进一步的,所述柔性驱动机构包括固定在机架上的驱动支撑座、固定安装在所述驱动支撑座上的方形轴体、套设于所述方形轴体外的方形转动框体、套设在所述方形转动框体外的电机安装座、固定在所述电机安装座上的第一驱动电机、固定在所述第一驱动电机上的第一皮带轮、固定在所述第一驱动轴本体一端的第二皮带轮以及连接在第一皮带轮与第二皮带轮之间的驱动皮带;所述第一驱动电机的输出轴与方形轴体相互平行设置;所述方形轴体具有四个轴壁面,每个所述轴壁面均与方形转动框体的一个边角相对应设置,且每个所述轴壁面与方形转动框体的边角之间均填充有弹性挤压棒。
进一步的,所述升降机构带动路基块模框上升至上极限位时,所述第二皮带轮位于第一皮带轮的上方;所述升降机构带动路基块模框下降至下极限位时,所述第二皮带轮位于第一皮带轮的下方;所述上极限位与下极限位之间的距离大于路基块的高度。
进一步的,所述机架沿着布料车的移动方向形成出料通道,所述模框振动组件位于出料通道的两侧,所述柔性驱动机构设于机架的外壁。
进一步的,所述振动台包括振动台本体、固设于所述振动台本体底部的振动箱、转动设置在所述振动箱内的四根第二驱动轴本体、固定在所述第二驱动轴本体两端的第二偏心块以及固定在所述振动箱外的四个第二驱动电机,每个所述第二驱动电机的输出端均与一所述第二驱动轴本体相连接。
进一步的,所述压头振动组件包括固定在所述压头机构上的两个振动电机。
进一步的,所述振动台在消除余震时,控制所述模框振动组件带动路基块模框进行模振。
进一步的,所述布料车在往路基块模框内布料时,控制模框振动组件带动路基块模框进行模振和控制振动台进行台振。
通过采用本发明的技术方案,至少具有如下有益效果:
1、设计整个成型机包括设置在路基块模框下方的振动台、固设于路基块模框任意一组对边的外壁的模框振动组件以及固设于压头机构上的压头振动组件,并在布料车进行布料时,控制模框振动组件带动路基块模框进行模振和控制振动台进行台振;在布料完成后,使压头机构悬浮于物料上表面,且控制模框振动组件带动路基块模框进行模振和控制振动台进行台振;在压头机构下压对路基块进行成型时,控制模框振动组件带动路基块模框进行模振和控制振动台进行台振,同时控制压头振动组件带动压头机构进行振动;在振动台消除余震时,同时控制模框振动组件带动路基块模框进行模振。通过模振、台振和压头机构振动的相互配合,使路基块的底部、两侧和顶部都具有振动成型效果,能够更好、更快的实现将物料压实,从而保证成型的路基块的品质;同时能够将整个成型周期控制在42-45S/板,成型周期短,可以有效提升生产效率。
2、在布料车进行布料时、压头机构悬振时和路基块成型时均使模框振动组件带动路基块模框进行模振,能够有效促进混凝土浆料在侧壁的流动,使路基块模框的内侧壁快速出现浆面,从而可以确保路基块的四个侧面都能形成完整的浆面;在振动台消除余震时,同时控制路基块模框开启模振,能够消除成型的路基块与路基块模框之间形成的真空,能够避免成型的路基块在脱模时因粘模而损坏,使路基块的四个侧面的浆面保持完整,从而有效提升路基块产品的品质。
3、通过采用在机架上设置柔性驱动机构,且柔性驱动机构具有固定安装在驱动支撑座上的方形轴体和套设于方形轴体外的方形转动框体,在方形轴体的每个轴壁面与方形转动框体的边角之间均填充弹性挤压棒,且将第一驱动电机安装在方形转动框体的电机安装座上,使得路基块模框在上升或下降的过程中,在驱动皮带的拉力作用下方形转动框体能够挤压弹性挤压棒并产生轻微转动,方形转动框体在轻微转动时又能够带动整个第一驱动电机一起轻微转动实现调整,即第一驱动电机能够跟随路基块模框的升降而进行轻微调整,从而保证驱动皮带不易被拉长,有助于提升整个柔性驱动机构的使用寿命;同时因方形轴体的每个轴壁面与方形转动框体的边角之间均填充弹性挤压棒,一方面方形轴体的四周均匀分布有弹性挤压棒,可以保证在无外力作用下方形转动框体的四个边受力均衡;另一方面通过轴壁面与方形转动框体边角的配合,能够很好的将弹性挤压棒限位住,使弹性挤压棒不会偏移至其他位置。
4、通过设计路基块模框的上极限位与下极限位之间的距离大于路基块的高度,即在脱模时路基块模框能够上升的高度大于路基块的高度,可以确保路基块能够顺利实现脱模;同时,当路基块模框上升至上极限位时,第二皮带轮位于第一皮带轮的上方,路基块模框下降至下极限位时,第二皮带轮位于第一皮带轮的下方,再配合柔性驱动机构的设计,能够有效保证路基块模框在升降的过程中,驱动皮带不会被拉长,第一驱动电机能够很好的适应路基块模框的升降使用需求。
【附图说明】
下面参照附图结合实施例对本发明作进一步的说明。
图1是现有路基块的结构示意图;
图2是本发明路基块的成型机的立体结构图之一;
图3是本发明路基块的成型机的立体结构图之二;
图4是本发明路基块的成型机的立体结构图之三;
图5是本发明中模框振动组件、柔性驱动机构和路基块模框的连接结构图;
图6是本发明中模框振动组件在除去振动支撑座后的结构图;
图7是本发明中模框振动组件和路基块模框的装配结构图;
图8是本发明中柔性驱动机构的结构图;
图9是本发明中柔性驱动机构在除去第一驱动电机后的结构图;
图10是本发明中方形轴体、方形转动框体和弹性挤压棒的装配结构图;
图11是本发明中振动台的底部结构图;
图12是本发明中振动台在除去振动箱后的底部结构图;
图13是本发明中压头机构上的整个同步结构的结构图;
图14是本发明中同步夹紧机构的结构图。
附图标记说明:
路基块100’,阳斜面101’,阴斜面102’,梯形凹槽103’;
成型机100;
机架1,出料通道11,行走轨道12,料斗13,推送组件14;
布料车2;
路基块模框3,外模框31,内模框32,内模框侧板321,伸缩油缸33,导向块34;
升降机构4,顶升油缸41,气囊压紧组件42,顶升同步组件43;
振动台5,振动台本体51,振动箱52,第二驱动轴本体53,第二偏心块54,第二驱动电机55;
压头机构6,压头本体61,加压油缸62,同步轴体63,同步齿轮64,同步齿条65,凸条651,同步夹紧机构66,夹紧油缸661,夹紧块662,夹紧凹槽6621,滚轮663;
模框振动组件7,振动支撑座71,第一驱动轴本体72,装配部721,第一偏心块73,弧形凹面731,锁付件74;
柔性驱动机构8,驱动支撑座81,方形轴体82,轴壁面821,方形转动框体83,电机安装座84,第一驱动电机85,第一皮带轮86,第二皮带轮87,驱动皮带88,弹性挤压棒89。
【具体实施方式】
为了更好地理解本发明的技术方案,下面将结合说明书附图以及具体的实施方式对本发明的技术方案进行详细的说明。
在此需要说明的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述这些实施方式和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。
在此之前,先介绍一下现有路基块具体结构,如图1所示,现有路基块100’的四个侧面均有外凸的阳斜面101’及内凹的阴斜面102’,且斜面设有梯形凹槽103’,为了使各个路基块100’能够更好的进行拼接,需要保证阳斜面101’、阴斜面102’和梯形凹槽103’的成型质量,即需要使路基块100’的四个侧面均形成完好的浆面。
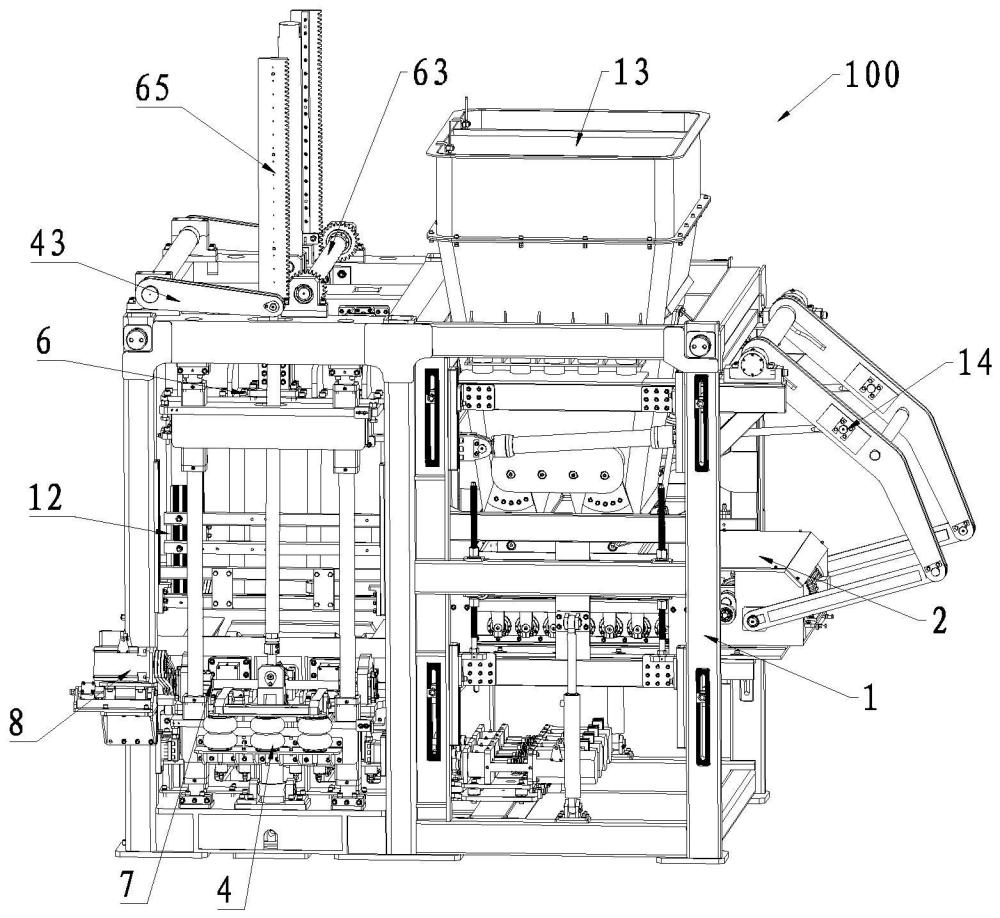
请参阅图2至图14所示,本发明一种路基块的成型机100,包括机架1以及设置在机架1上的布料车2、路基块模框3、升降机构4、振动台5、压头机构6、模框振动组件7、柔性驱动机构8和压头振动组件(未图示);
所述机架1的两侧均设有升降机构4,两所述升降机构4均与路基块模框3相连接,该升降机构4能够带动路基块模框3进行升降,使路基块成型完成后升降机构4可带动路基块模框3上升实现脱模;所述振动台5设于路基块模框3的下方,在具体使用时,所述振动台5上放置有托板(未图示),当往路基块模框3内布料时,使路基块模框3的底部贴于托板的上表面;所述压头机构6设于路基块模框3的上方,压头机构6能够下降对路基块模框3内的物料进行加压成型;所述布料车2可水平移动的设于路基块模框3的一侧,且所述布料车2在布料时移动至路基块模框3的上方,使物料能够从布料车2往下掉落至路基块模框3内;所述模框振动组件7设置在路基块模框3的任意一组对边的外壁,所述柔性驱动机构8固定在机架1上,且所述柔性驱动机构8与模框振动组件7相连接,使用时通过所述柔性驱动机构8驱动模框振动组件7工作使路基块模框3产生模振;所述压头振动组件固定在压头机构6上,使用时通过所述压头振动组件驱动压头机构6进行振动,使压头机构6能够将物料从顶部往下振实。
所述布料车2在移动至路基块模框3的正上方,并通过布料车2往路基块模框3内布料时,控制模框振动组件7带动路基块模框3进行模振和控制振动台5进行台振,其中,模振的电机转速为1500-2000r/min,台振的电机转速为2500-3000r/min;因刚布到路基块模框3内的物料(即混凝土材料)是松散的,内部间隙大,密实度极低,使得布料车2难以将所需的物料一次全部布到路基块模框3内,本发明采用在布料时,同时开启模框振动组件7进行模振和振动台5进行台振,能够初步增加物料的密实度,从而便于将布料车2内的物料全部布到路基块模框3内;所述布料车2在布完物料后,控制布料车2离开路基块模框3的上方,以方便对路基块模框3内的物料进行压实操作,同时控制模框振动组件7停止工作关闭模振和控制振动台5关闭台振。
布料完成后使压头机构6悬浮于物料上表面,控制模框振动组件7带动路基块模框3进行模振和控制振动台5进行台振,使压头机构6悬振并靠自重不断下滑,其中,模振的电机转速为2000-2200r/min,台振的电机转速为2700-3000r/min,模振和台振的时间相同,且模振和台振的时间为5-10S,需要说明的是,本发明中S表示单位时间秒;同时在将压头机构6悬浮于物料的上表面时,压头机构6的下表面距离路基块模框3的上表面下压3-5mm;在压头机构6悬振的过程中,压头机构6的油缸电磁阀不断的开和关,油缸电磁阀每次开的时间为0.1S,关的时间为0.3S,因采用对压头机构6的油缸电磁阀不断的进行开和关,使得此过程中压头机构6的油路系统不具有压力或压力很小,压头机构6可以依靠自身重量不断的下滑;压头机构6的悬振时间可以根据实际需要进行设置,例如设置压头机构6的悬振时间为5-10S;本发明通过采用在加压成型之前,压头机构6进行悬振并依靠自身重量不断下滑,能够使物料在路基块模框3内快速流动,从而更好、更快的填充内部的间隙。
所述压头机构6下压对路基块进行成型时,控制模框振动组件7带动路基块模框3进行模振和控制振动台5进行台振,同时控制压头振动组件带动压头机构6进行振动,整个成型过程具体包括:
悬振结束后,控制路基块模框3保持原来的电机转速(即2000-2200r/min)继续模振,控制振动台5将电机转速由原来的2700-3000r/min提升到4000r/min并继续台振,这样能够更好的将底部的物料振实;
控制压头机构6往下加压对路基块进行成型,所述压头机构6加压的压力为3.5MPa;控制路基块模框3将电机转速由原来的2000-2200r/min提升至3000-3600r/min并继续模振,这样能够更好的将两侧的物料振实,模振的时间控制在1.5-2S;控制振动台5保持原来的电机转速(即4000r/min)继续台振;当压头机构6往下加压对路基块进行成型时,在延迟预设时间后控制压头振动组件带动压头机构6进行振动,以更好的将物料从顶部往下振实,其中,延迟预设时间为0.5-0.8S,压头机构6振动开启的时间为0.8-1.5S;
在达到设置的模振时间(即1.5-2S)后,控制模框振动组件7停止工作关闭模振,在达到设置的压头机构6的振动开启时间(即0.8-1.5S)后,控制压头振动组件停止工作使压头机构6关闭振动;在路基块成型到位后,控制振动台5转为怠速,所谓的怠速就是振动台5的电机不停转,而是保持较低的速度继续旋转。
所述振动台5在消除余震时,消除余震的时间为1-3S,控制所述模框振动组件7带动路基块模框3进行模振,模振的电机转速为3000-3300r/min,以消除路基块与路基块模框3之间形成的真空,从而避免成型的路基块因粘模,导致脱模时出现损坏情况;真空消除完成后,控制模框振动组件7停止工作使路基块模框3关闭模振,消除余震的时间与消除真空的时间相同;其中,所述振动台5消除余震指的是将振动台5的电机关闭,使电机不再继续工作。
通过采用本发明上述的技术方案,至少具有如下有益效果:
1、设计整个成型机100包括设置在路基块模框3下方的振动台5、固设于路基块模框3任意一组对边的外壁的模框振动组件7以及固设于压头机构6上的压头振动组件,并在布料车2进行布料时,控制模框振动组件7带动路基块模框3进行模振和控制振动台5进行台振;在布料完成后,使压头机构6悬浮于物料上表面,且控制模框振动组件7带动路基块模框3进行模振和控制振动台5进行台振;在压头机构6下压对路基块进行成型时,控制模框振动组件7带动路基块模框3进行模振和控制振动台5进行台振,同时控制压头振动组件带动压头机构6进行振动;在振动台5消除余震时,同时控制模框振动组件7带动路基块模框3进行模振。通过模振、台振和压头机构6振动的相互配合,使路基块的底部、两侧和顶部都具有振动成型效果,能够更好、更快的实现将物料压实,从而保证成型的路基块的品质;同时能够将整个成型周期控制在42-45S/板,成型周期短,可以有效提升生产效率。
2、在布料车2进行布料时、压头机构6悬振时和路基块成型时均使模框振动组件7带动路基块模框3进行模振,能够有效促进混凝土浆料在侧壁的流动,使路基块模框3的内侧壁快速出现浆面,从而可以确保路基块的四个侧面都能形成完整的浆面;在振动台5消除余震时,同时控制路基块模框3开启模振,能够消除成型的路基块与路基块模框3之间形成的真空,能够避免成型的路基块在脱模时因粘模而损坏,使路基块的四个侧面的浆面保持完整,从而有效提升路基块产品的品质。
在本发明的较佳实施例中,请重点参照图5至图7所示,所述模框振动组件7包括固定在所述路基块模框3的外壁的振动支撑座71、转动设置在所述振动支撑座71上的第一驱动轴本体72以及固定在所述第一驱动轴本体72的两端的第一偏心块73;所述第一偏心块73位于振动支撑座71的内侧,所述第一偏心块73与路基块模框3的外壁之间留有间隙,使第一偏心块73在转动的过程中不会与路基块模框3的外壁产生碰撞,确保第一驱动轴本体72能够带动第一偏心块73顺畅转动。优选的,所述第一驱动轴本体72的两端各设置有一块所述第一偏心块73。工作时,通过所述柔性驱动机构8驱使第一驱动轴本体72进行旋转,第一驱动轴本体72在旋转的过程中能够带动第一偏心块73一起进行旋转,从而使路基块模框3产生模振;同时,因路基块模框3的两侧均配设有模框振动组件7,且每个模框振动组件7均通过一个柔性驱动机构8单独驱动进行工作,因此在需要开启模振时,可控制两个柔性驱动机构8分别驱动两个模框振动组件7一起工作,且使两个模框振动组件7工作不同步,这样能够使路基块模框3产生更好的模振效果。
更具体的,所述第一驱动轴本体72的两端均设置有装配部721,所述装配部721的外径大于第一驱动轴本体72的外径;所述第一偏心块73具有与所述装配部721的外壁相贴合的弧形凹面731,所述第一偏心块73通过锁付件74锁付固定在所述装配部721上,从而实现将第一偏心块73固定装配在第一驱动轴本体72上。优选的,设计所述弧形凹面731为圆弧形凹面,且圆弧形凹面的圆弧半径等于装配部721的截面半径,这样装配时能够使装配部721的外壁与弧形凹面731更好的贴合在一起。
在本发明的较佳实施例中,请重点参照图8至图10所示,所述柔性驱动机构8包括固定在机架1上的驱动支撑座81、固定安装在所述驱动支撑座81上的方形轴体82、套设于所述方形轴体82外的方形转动框体83、套设在所述方形转动框体83外的电机安装座84、固定在所述电机安装座84上的第一驱动电机85、固定在所述第一驱动电机85上的第一皮带轮86、固定在所述第一驱动轴本体72一端的第二皮带轮87以及连接在第一皮带轮86与第二皮带轮87之间的驱动皮带88;所述第一驱动电机85的输出轴与方形轴体82相互平行设置;所述方形轴体82具有四个轴壁面821,每个所述轴壁面821均与方形转动框体83的一个边角相对应设置,且每个所述轴壁面821与方形转动框体83的边角之间均填充有弹性挤压棒89,所述弹性挤压棒89采用圆柱状橡胶棒。在工作时,当驱动皮带88因路基块模框3的升降运动而对第一驱动电机85施加拉力时,第一驱动电机85会将拉力传递至方形转动框体83,方形转动框体83在拉力的作用下会挤压弹性挤压棒89,并使方形转动框体83轻微转动(即轻微扭转),而方形转动框体83在转动时又会带动第一驱动电机85一起转动,使第一驱动电机85能够跟随路基块模框3的升降运动而适应性的进行微调。
本发明通过采用在机架1上设置柔性驱动机构8,且柔性驱动机构8具有固定安装在驱动支撑座81上的方形轴体82和套设于方形轴体82外的方形转动框体83,在方形轴体82的每个轴壁面821与方形转动框体83的边角之间均填充弹性挤压棒89,且将第一驱动电机85安装在方形转动框体83的电机安装座84上,使得路基块模框3在上升或下降的过程中,在驱动皮带88的拉力作用下方形转动框体83能够挤压弹性挤压棒89并产生轻微转动,方形转动框体83在轻微转动时又能够带动整个第一驱动电机85一起轻微转动实现调整,即第一驱动电机85能够跟随路基块模框3的升降而进行轻微调整,从而保证驱动皮带88不易被拉长,有助于提升整个柔性驱动机构8的使用寿命;同时因方形轴体82的每个轴壁面821与方形转动框体83的边角之间均填充弹性挤压棒89,一方面方形轴体82的四周均匀分布有弹性挤压棒89,可以保证在无外力作用下方形转动框体83的四个边受力均衡;另一方面通过轴壁面821与方形转动框体83边角的配合,能够很好的将弹性挤压棒89限位住,使弹性挤压棒89不会偏移至其他位置。
在本发明的较佳实施例中,所述升降机构4带动路基块模框3上升至上极限位时,所述第二皮带轮87位于第一皮带轮86的上方;所述升降机构4带动路基块模框3下降至下极限位时,所述第二皮带轮87位于第一皮带轮86的下方;所述上极限位与下极限位之间的距离大于路基块的高度,即在脱模时路基块模框3能够上升的高度大于路基块的高度。例如在实际生产过程中,路基块模框3内成型的路基块的高度为300mm,此时可设计路基块模框3的上极限位与下极限位之间的距离为310mm,即在脱模时路基块模框3能够上升310mm,可以确保路基块能够顺利实现脱模;同时,当路基块模框3上升至上极限位时,第二皮带轮87位于第一皮带轮86的上方,路基块模框3下降至下极限位时,第二皮带轮87位于第一皮带轮86的下方,再配合柔性驱动机构8的设计,能够有效保证路基块模框3在升降的过程中,驱动皮带88不会被拉长,第一驱动电机85能够很好的适应路基块模框3的升降使用需求。
在本发明的较佳实施例中,所述机架1沿着布料车2的移动方向形成出料通道11,成型好的路基块可通过出料通道11送出;所述模框振动组件7位于出料通道11的两侧,所述柔性驱动机构8设于机架1的外壁,这样柔性驱动机构8不会对路基块模框3的升降造成干涉。
在本发明的较佳实施例中,请重点参照图11至图12所示,所述振动台5包括振动台本体51、固设于所述振动台本体51底部的振动箱52、转动设置在所述振动箱52内的四根第二驱动轴本体53、固定在所述第二驱动轴本体53两端的第二偏心块54以及固定在所述振动箱52外的四个第二驱动电机55,每个所述第二驱动电机55的输出端均与一所述第二驱动轴本体53相连接。本发明在具体实施时,为了使能够振动台5更好的振动,4根所述第二驱动轴本体53等间距的设置在振动箱52内,每根所述第二驱动轴本体53的两端均固设有两块所述第二偏心块54,所述第二偏心块54与第二驱动轴本体53之间可以采用焊接或螺栓锁付的方式固定连接在一起。在需要开启台振时,控制四个所述第二驱动电机55驱动四根第二驱动轴本体53同时进行旋转,使四根第二驱动轴本体53上的第二偏心块54同时旋转进行振动,这样能够有效提升台振效果。
在本发明的较佳实施例中,所述压头振动组件包括固定在所述压头机构6上的两个振动电机,两个振动电机可以对称设置在压头机构6上,在压头机构6需要开启振动时,控制两个振动电机同时工作,使压头机构6能够更好的进行振动。
在本发明的较佳实施例中,请重点参照图2至图4所示,所述机架1内沿着布料车2的移动方向的两侧设置有行走轨道12,所述布料车2与行走轨道12滑动装配连接;同时,所述布料车2配设有料斗13和推送组件14,所述料斗13固定在布料车2的上方,所述推送组件14与布料车2相连接,当所述推送组件14拉动布料车2沿着行走轨道12移动至料斗13的下方时,所述料斗13能够将物料卸落至布料车2内;当所述推送组件14推动布料车2沿着行走轨道12移动至路基块模框3的上方时,布料车2能够将物料布到路基块模框3内;其中,所述推送组件14和料斗13是现有成型机都需要使用的机构,其具体结构和实现原理是本领域技术人员熟知的,在此就不再进行详细介绍了。
在本发明的较佳实施例中,请重点参照图5和图7所示,所述路基块模框3包括外模框31和套设于外模框31内的内模框32,所述内模框32由4块内模框侧板321围设而成,且每所述内模框侧板321均配设一个伸缩油缸33和两个导向块34,所述伸缩油缸33固定在外模框31的外壁,且伸缩油缸33的伸缩端穿过外模框31并与内模框侧板321相连接,以利用伸缩油缸33带动内模框侧板321向内运动围成框体或向外运动进行脱模;所述导向块34设置在伸缩油缸33的两侧,且所述导向块34的一端与内模框侧板321的外壁固定连接,导向块34的另一端与外模框31滑动装配连接,在伸缩油缸33驱使内模框侧板321进行活动时,所述导向块34能够对内模框侧板321的运动进行导向。
在本发明的较佳实施例中,请重点参照图3和图4所示,所述升降机构4包括固定在机架1两侧的顶升油缸41、与所述顶升油缸41的活动端固定连接的气囊压紧组件42以及连接在两侧的所述气囊压紧组件42之间的顶升同步组件43;所述路基块模框3的两侧通过所述气囊压紧组件42压紧,且所述气囊压紧组件42的气囊气压控制在0.1-0.15MPa,这样既能够将路基块模框3可靠压住,保证路基块模框3不会与气囊压紧组件42脱离,又能够使路基块模框3更好的产生模振,从而提升成型后的路基块的品质;所述顶升油缸41的活动端在向上伸出时,能够带动路基块模框3上升实现脱模,在脱模完成后,所述顶升油缸41的活动端向下缩回使路基块模框3下降归位;所述顶升油缸41在带动路基块模框3上升或下降的过程中,顶升同步组件43能够使路基块模框3的两侧保持同步;其中,气囊压紧组件42和顶升同步组件43是现有成型机都需要使用的机构,其具体结构和实现原理是本领域技术人员熟知的,在此就不再进行详细介绍了。
在本发明的较佳实施例中,请重点参照图2至图4、图13、图14所示,所述压头机构6包括压头本体61、固设于所述机架1顶部的加压油缸62、转动设置在机架1顶部的同步轴体63、固设于所述同步轴体63的两端的同步齿轮64以及固设于所述压头本体61两端的同步齿条65,所述加压油缸62处于两所述同步齿条65之间的中间位置,每所述同步齿轮64均与一所述同步齿条65相啮合设置;本发明通过设计压头机构6具有同步轴体63、设于同步轴体63的两端的同步齿轮64以及与同步齿轮64相啮合设置的同步齿条65,同步齿条65的下端与压头本体61固定连接,使得在具体工作时,可利用同步齿条65、同步齿轮64和同步轴体63配合使压头本体61的两端保持同步,从而使压头本体61施加到物料上的压力更加均衡,能够提升加压成型效果。同时,每所述同步齿条65均配设有一同步夹紧机构66,所述同步夹紧机构66包括固设于机架1顶部的夹紧油缸661以及固设于夹紧油缸661的活动端的夹紧块662,所述夹紧块662的前端形成有夹紧凹槽6621,所述同步齿条65上设置有与所述夹紧凹槽6621相匹配的凸条651,所述凸条651的两侧配设有滚轮663,在不需要使用到压头本体61对物料进行悬振和加压时,通过所述夹紧油缸661带动夹紧块662将同步齿条65顶死;当需要使用到压头本体61对物料进行悬振和加压时,所述夹紧油缸661带动夹紧块662松开同步齿条65,使同步齿条65在滚轮663的引导下能够顺畅的进行上下移动。
虽然以上描述了本发明的具体实施方式,但是熟悉本技术领域的技术人员应当理解,我们所描述的具体的实施例只是说明性的,而不是用于对本发明的范围的限定,熟悉本领域的技术人员在依照本发明的精神所作的等效的修饰以及变化,都应当涵盖在本发明的权利要求所保护的范围内。
- 一种分段式活动块pc桶模具的塑料挤吹中空成型机
- 一种用于生物质发电燃料的环保型压块成型机
- 一种用于冻土路基降温的预制块以及冻土路基复合结构
- 应用于薄板切割成型机的切割工位及一种薄板切割成型机
- 一种装配式路基块的制作方法及一种装配式路基块结构
- 一种用于冻土路基降温的预制块以及冻土路基复合结构