一种塑料制品回收挤压成型设备
文献发布时间:2024-01-17 01:27:33
技术领域
本发明涉及塑料回收技术领域,特别涉及一种塑料制品回收挤压成型设备。
背景技术
在对塑料制品进行回收时,需要对常见的塑料容器或其他包装制品进行装载运输,塑料制品密度较低的外壳结构在进行装载时,会浪费装载大量空间,可以使用特定的设备在回收时对塑料制品进行压实,如发明专利CN114589838A公开了一种废旧塑料回收加工挤压装置及其方法,属于塑料回收技术领域,为了解决现有的塑料会粘接在工作装置内部,一方面长时间堆积后,会影响整体装置的运转,另一方面,会造成物料的浪费,且会发生堵塞现象的问题,通过主芯机构,进料机构以及传导机构,主箱体一侧与进料机构相连接,进料机构与传导机构相连接,在实现电加热板在加热过程中,热量会沿着导热杆进入到主芯杆内部,随着压力的不断增大,挡板逐渐打开,内部气体则会进入到伸缩短管中,使得弧板向前推动,能够将粘接在主芯筒表面上的塑料推出。
然而上述的挤压成型设备不便于在生活区回收塑料制品时进行使用,现有设备不便于快速对压实的回收塑料方块进行卸料和储存,不便于提高塑料制品的回收效率,将不同量的塑料垃圾装入后,不便于使塑料制品的压实度保持相同,现有设备不便于单人在进行塑料回收时操作设备对塑料制品进行重复压制。
发明内容
有鉴于此,本发明提供一种塑料制品回收挤压成型设备通过带动底板向下偏转至与大径管内侧立面贴合限位,通过按动控制开关的开关,可以控制液压缸运转,可以使其伸缩部将积存的塑料制品块向下推动至大径管,塑料制品块进入大径管内侧后可以脱离与内壁的接触,可以使挤压后的塑料块掉落至储存箱内部进行储存,可以快速对压实的回收塑料方块进行卸料和储存。
本发明提供了一种塑料制品回收挤压成型设备的目的与功效,具体包括车架;所述车架前端固定连接有牵引环,车架左右两侧转动连接有车轮,车架前端设置有刹车;所述车架顶部固定连接有储存箱,储存箱底部固定连接有底斜板,储存箱后端转动连接有锁板,锁板底部安装有搭扣;所述储存箱顶部固定连接有液压泵站;所述储存箱顶部固定连接有立架;所述立架前端固定连接有液压缸,液压缸与液压泵站相连接,液压缸伸缩部底部固定连接有电热顶板,液压缸固定连接有垂直管,电热顶板顶部固定连接有垂直柱,垂直柱滑动连接于垂直管内侧,液压缸前端立面处固定连接有拖柄,储存箱顶部固定连接有大径管,大径管顶部固定连接有方管,方管顶部固定连接有进料斗,方管后侧立面底部开设有侧槽。
可选地,所述方管前侧开设有插孔,插孔数量设置为二组。
可选地,所述方管后端立面处固定连接有铰接座,铰接座底部转动连接有底板,底板与铰接座铰接处设置有扭簧A。
可选地,所述方管右侧立面处固定连接有侧架,侧架内侧转动连接有小径齿轮,小径齿轮与底板同轴连接。
可选地,所述小径齿轮与侧架铰接处设置有扭簧B,方管右侧立面处固定连接有滑轨,滑轨数量设置为二组。
可选地,所述侧架内侧转动连接有大径缺齿轮,大径缺齿轮与小径齿轮相啮合,立架内侧滑动连接有推杆。
可选地,所述推杆后端固定连接有联动齿条A,联动齿条A与滑轨滑动连接,联动齿条A与大径缺齿轮的顶部啮合传动。
可选地,所述立架与方管立面处固定连接有纵向杆,纵向杆外侧滑动连接有弹簧管,弹簧管前端固定连接有弹簧,弹簧前端与立架的后侧立面处固定连接,弹簧管后端固定连接有横架,横架后侧立面处固定连接有楔块。
可选地,所述楔块数量设置为二组,楔块滑动连接于插孔内侧,横架右侧固定连接有联动齿条B,联动齿条B与滑轨滑动连接,联动齿条B与大径缺齿轮啮合传动。
有益效果
根据本发明的各实施例的挤压成型设备,通过牵引绳将车辆与牵引环进行连接后,使用者可以驾驶车辆对设备进行远程运输,当行驶至居住区后,使用者可以握住拖柄对设备进行人力拖动,对塑料制品进行收集后,通过摇动刹车对车架进行制动,将收集的塑料垃圾放置在进料斗内部后,通过按动控制开关可以使其控制液压缸运转,可以使其伸缩部带动电热顶板向下平移,可以对塑料垃圾进行压实,通过电热顶板、底板与方管限位,可以使塑料制品在方管内部形成塑料方形块,便于在生活区进行移动并对塑料制品进行回收压制。
此外,当塑料方块压实后,使用者可以握住推杆向前推动,可以使推杆带动联动齿条A向后平移,可以使联动齿条A带动大径缺齿轮进行转动,初步转动时大径缺齿轮缺损的部分可以防止小径齿轮发生转动,可以使大径缺齿轮带动底部啮合的联动齿条B向前平移,可以使联动齿条B带动横架向前平移,可以使横架带动楔块在插孔内部向前平移,可以使楔块脱离对底板底部的限位,当大径缺齿轮继续转动后,可以使大径缺齿轮顶部的齿部与小径齿轮啮合,可以带动与小径齿轮同轴的底板向下翻转,可以使其带动底板向下偏转至与大径管内侧立面贴合限位,通过按动控制开关的开关,可以控制液压缸运转,可以使其伸缩部将积存的塑料制品块向下推动至大径管,塑料制品块进入大径管内侧后可以脱离与内壁的接触,可以使挤压后的塑料块掉落至储存箱内部进行储存,可以快速对压实的回收塑料方块进行卸料和储存,可以提高塑料制品的回收效率。
此外,通过控制液压缸运转过程中,当电热顶板向下对塑料制品进行挤压时,通过压力传感器对压力进行检测,当挤压强度达到塑料垃圾扁平后,可以使其控制液压缸停止挤压,当将不同量的塑料垃圾放置到进料斗内部后,可以对塑料制品的压实度保持相同。
此外,当推动推杆后,通过联动可以使卡槽立面推动底块向前平移,塑料制品加压成型后,当各组扭簧带动底板、大径缺齿轮转动复位后,可以带动推杆平移复位,可以解除卡槽对底块的推动,通过弹簧管的弹簧支撑带动楔块插入插孔,当底板向上翻转后,可以使其前端边缘与楔块底部斜面接触,当底板向上偏转,可以使其带动楔块向前平移,当底板转动至楔块上方后,通过弹簧弹性支撑带动楔块向后回弹,可以使楔块对底板顶部进行限位,可以自动对塑料成型外部结构复位,便于单人操作设备对塑料制品进行重复压制。
附图说明
为了更清楚地说明本发明的实施例的技术方案,下面将对实施例的附图作简单地介绍。
下面描述中的附图仅仅涉及本发明的一些实施例,而非对本发明的限制。
在附图中:
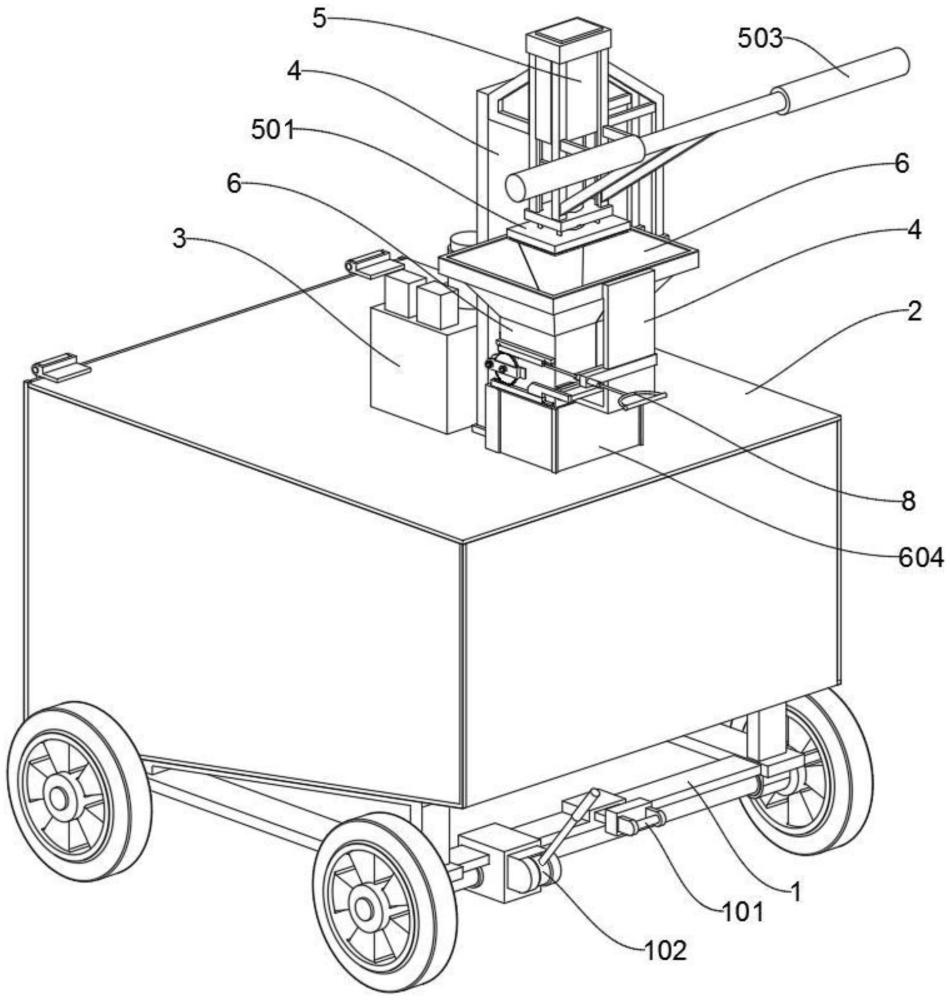
图1是本发明实施例一的挤压成型设备整体的右前侧立体结构示意图。
图2是本发明实施例一的挤压成型设备整体的立体拆解结构示意图。
图3是图2中A的局部放大示意图。
图4是图2中B的局部放大示意图。
图5是本发明实施例一的挤压成型设备的方管的立体拆解示意图。
图6是本发明实施例一的挤压成型设备的横架的立体拆解结构示意图。
图7是本发明实施例二的挤压成型设备的横架的俯视立体示意图。
附图标记列表
1、车架;
101、牵引环;102、刹车;
2、储存箱;
201、底斜板;202、锁板;
3、液压泵站;
4、立架;
5、液压缸;
501、电热顶板;502、垂直柱;503、拖柄;
6、进料斗;
601、方管;602、侧槽;603、插孔;604、大径管;
7、铰接座;
701、底板;702、侧架;703、小径齿轮;704、扭簧A;705、滑轨;706、大径缺齿轮;707、扭簧B;
8、推杆;
801、联动齿条A;
9、纵向杆;
901、横架;9011、底块;902、弹簧管;903、楔块;904、联动齿条B;9041、卡槽。
具体实施方式
下面结合附图和实施例对本发明的实施方式作进一步详细描述。
实施例:请参考图1至图6所示:
本发明提供一种塑料制品回收挤压成型设备,包括车架1;车架1前端固定连接有牵引环101,车架1左右两侧转动连接有车轮,车架1前端设置有刹车102;车架1顶部固定连接有储存箱2,储存箱2底部固定连接有底斜板201,储存箱2后端转动连接有锁板202,锁板202底部安装有搭扣;储存箱2顶部固定连接有液压泵站3;储存箱2顶部固定连接有立架4;立架4前端固定连接有液压缸5,液压缸5与液压泵站3相连接,液压缸5伸缩部底部固定连接有电热顶板501,液压缸5固定连接有垂直管,电热顶板501顶部固定连接有垂直柱502,垂直柱502滑动连接于垂直管内侧,液压缸5前端立面处固定连接有拖柄503,拖柄503外侧固定连接有控制开关,控制开关电路与液压泵站3相连接,储存箱2顶部固定连接有大径管604,大径管604顶部固定连接有方管601,方管601顶部固定连接有进料斗6,方管601后侧立面底部开设有侧槽602,通过牵引绳将车辆与牵引环101进行连接后,使用者可以驾驶车辆对设备进行远程运输,当行驶至居住区后,使用者可以握住拖柄503对设备进行人力拖动,将收集的塑料垃圾放置在进料斗6内部后,通过按动控制开关可以使其控制液压缸5运转,可以使其伸缩部带动电热顶板501向下平移,可以对塑料垃圾进行压实,通过电热顶板501、底板701与方管601限位,可以使塑料制品在方管601内部形成塑料方形块。
如图1至图5所示,方管601前侧开设有插孔603,插孔603数量设置为二组,方管601后端立面处固定连接有铰接座7,铰接座7底部转动连接有底板701,底板701与铰接座7铰接处设置有扭簧A704,方管601右侧立面处固定连接有侧架702,侧架702内侧转动连接有小径齿轮703,小径齿轮703与侧架702铰接处设置有扭簧B707,方管601右侧立面处固定连接有滑轨705,滑轨705数量设置为二组,侧架702内侧转动连接有大径缺齿轮706,大径缺齿轮706与小径齿轮703相啮合,小径齿轮703与底板701同轴连接,立架4内侧滑动连接有推杆8,推杆8后端固定连接有联动齿条A801,联动齿条A801与滑轨705滑动连接,联动齿条A801与大径缺齿轮706的顶部啮合传动,当塑料方块压实后,使用者可以握住推杆8向前推动,可以使推杆8带动联动齿条A801向后平移,可以使联动齿条A801带动大径缺齿轮706进行转动,初步转动时大径缺齿轮706缺损的部分可以防止小径齿轮703发生转动,可以使大径缺齿轮706带动底部啮合的联动齿条B904向前平移,可以使联动齿条B904带动横架901向前平移,可以使横架901带动楔块903在插孔603内部向前平移,可以使楔块903脱离对底板701底部的限位,当大径缺齿轮706继续转动后,可以使大径缺齿轮706顶部的齿部与小径齿轮703啮合,可以带动与小径齿轮703同轴的底板701向下翻转,可以使其带动底板701向下偏转至与大径管604内侧立面贴合限位,通过按动控制开关的开关,可以控制液压缸5运转,可以使其伸缩部将积存的塑料制品块向下推动至大径管604,塑料制品块进入大径管604内侧后可以脱离与内壁的接触,可以使挤压后的塑料块掉落至储存箱2内部进行储存。
如图2至图5所示,立架4与方管601立面处固定连接有纵向杆9,纵向杆9外侧滑动连接有弹簧管902,弹簧管902前端固定连接有弹簧,弹簧前端与立架4的后侧立面处固定连接,弹簧管902后端固定连接有横架901,横架901后侧立面处固定连接有楔块903,楔块903数量设置为二组,楔块903滑动连接于插孔603内侧,横架901右侧固定连接有联动齿条B904,联动齿条B904与滑轨705滑动连接,联动齿条B904与大径缺齿轮706啮合传动,当对区域内的塑料制品进行回收挤压后,可以通过储存箱2对塑料垃圾块进行储存。
如图3至图6所示,液压泵站3管道内部安装有压力传感器,拖柄503的控制开关电路与压力传感器相连接,通过控制液压缸5运转过程中,当电热顶板501向下对塑料制品进行挤压时,通过压力传感器对压力进行检测,当挤压强度达到塑料垃圾扁平后,可以使其控制液压缸5停止挤压,当将不同量的塑料垃圾放置到进料斗6内部后,可以对塑料制品的压实度保持相同。
实施例二:
在实施例一的基础上,如图7所示,横架901右端固定连接有底块9011,联动齿条B904顶部开设有卡槽9041,底块9011滑动连接于卡槽9041内侧,当推动推杆8后,通过联动可以使卡槽9041立面推动底块9011向前平移,塑料制品加压成型后,当各组扭簧带动底板701、大径缺齿轮706转动复位后,可以带动推杆8平移复位,可以解除卡槽9041对底块9011的推动,通过弹簧管902的弹簧支撑带动楔块903插入插孔603,当底板701向上翻转后,可以使其前端边缘与楔块903底部斜面接触,当底板701向上偏转,可以使其带动楔块903向前平移,当底板701转动至楔块903上方后,通过弹簧弹性支撑带动楔块903向后回弹,可以使楔块903对底板701顶部进行限位,可以防止在电热顶板501下压后底板701角度偏转。
本实施例的具体使用方式与作用:本发明中,通过牵引绳将车辆与牵引环101进行连接后,使用者可以驾驶车辆对设备进行远程运输,当行驶至居住区后,使用者可以握住拖柄503对设备进行人力拖动,通过摇动刹车102对车架1进行制动后,将收集的塑料垃圾放置在进料斗6内部后,通过按动控制开关可以使其控制液压缸5运转,可以使其伸缩部带动电热顶板501向下平移,可以对塑料垃圾进行压实,通过电热顶板501、底板701与方管601限位,可以使塑料制品在方管601内部形成塑料方形块,当塑料方块压实后,使用者可以握住推杆8向前推动,可以使推杆8带动联动齿条A801向后平移,可以使联动齿条A801带动大径缺齿轮706进行转动,初步转动时大径缺齿轮706缺损的部分可以防止小径齿轮703发生转动,可以使大径缺齿轮706带动底部啮合的联动齿条B904向前平移,可以使联动齿条B904带动横架901向前平移,可以使横架901带动楔块903在插孔603内部向前平移,可以使楔块903脱离对底板701底部的限位,当大径缺齿轮706继续转动后,可以使大径缺齿轮706顶部的齿部与小径齿轮703啮合,可以带动与小径齿轮703同轴的底板701向下翻转,可以使其带动底板701向下偏转至与大径管604内侧立面贴合限位,通过按动控制开关的开关,可以控制液压缸5运转,可以使其伸缩部将积存的塑料制品块向下推动至大径管604,塑料制品块进入大径管604内侧后可以脱离与内壁的接触,可以使挤压后的塑料块掉落至储存箱2内部进行储存,当对区域内的塑料制品进行回收挤压后,可以通过储存箱2对塑料垃圾块进行储存,将设备移动至加工厂后,通过打开锁板202的搭扣,将锁板202向上翻转后,储存箱2内部的塑料方块可以通过倾斜的底斜板201向后侧滑出。
- 用于氧枪喷头上段的组合式挤压成型模具和挤压成型设备
- 一种活性炭自动挤压成型系统及活性炭自动挤压成型工艺
- 一种铝镁锰板加工用挤压成型设备
- 一种铝挤压模具碱洗设备碱洗废液回收利用方法
- 一种塑料制品的挤压成型设备及其成型工艺
- 一种制造挤压塑料制品的方法和设备及塑料制品