用于生产弯曲成支架形状的至少一个线材坯件的方法和装置
文献发布时间:2024-04-18 19:48:15
技术领域
本发明涉及用于生产弯曲成支架形状的至少一个线材坯件的方法和装置。
背景技术
例如,需要弯曲成支架形状的线材坯件来生产用于电动马达的转子或定子绕组。弯曲成支架形状的线材坯件卷绕成带有绕组头部和线材腹板的绕组垫。以这种方式生产的绕组垫被拉制成电动马达的转子或定子。在这点上,线材腹板位于转子或定子凹槽中,并且绕组头部形成单独的绕组线材从一个转子或定子凹槽到下一个转子或定子凹槽的过渡。
出于加工原因,希望将线材坯件加工成一件式。因此,需要使单独的绕组线材连续并且避免局部件上的焊接接合部。尤其是大功率电动马达具有大量的线圈绕组,因此必须提供较长的线材并加工成连续的线圈绕组,以避免线路损耗并将所需的安装空间保持在最低限度。通过提供弯曲成支架形状的线材坯件,用于生产线圈绕组所需的线材长度可以减半,因为相应的线材坯件可以加工成具有两个线材端部的呈支架形形式的线圈绕组。同时,支架形形式提供了用于生产线圈绕组的第一绕组头部的前体。然而,需要相当大的空间来生产弯曲成支架形状的线材,因为必须首先处理线材的整个长度以通过一次或更多次弯曲操作来生产弯曲成支架形状的线材。
因此,本发明的目的是提供一种能够以节省空间的方式执行和操作的用于生产弯曲成支架形状的线材的方法和装置。
发明内容
该目的通过根据权利要求1和6的本发明来实现。本发明的实施方式从权利要求2至5和权利要求7至10得出。
一种用于生产弯曲成支架形状的至少一个线材坯件的方法,线材坯件包括第一线材部段、与第一线材部段平行的第二线材部段以及位于第一线材部段与第二线材部段之间的弯曲过渡部段,该方法包括以下方法步骤:
-从线材供应器提供线材;
-至少在过渡部段和第二线部段的长度上将线材牵拉,其中,线材在牵拉过程期间被拉直;
-将第二线材部段在偏移平面上平行于拉出方向移动,由此过渡部段形成在位于第一线材部段与第二线材部段之间的两个弯曲点之间;
-将第二线材部段绕弯曲轴线弯曲,其中,弯曲过程在过渡部段中进行,并且弯曲轴线位于偏移平面上并垂直于拉出方向;
根据本发明设置的是,第二线材部段在牵拉过程期间绕平行于弯曲轴线的轴线卷绕,并且在移动步骤和弯曲步骤期间保持卷绕。
根据本发明的方法的优点在于,与沿直线展开的线材部段相比,将第二线材部段卷起需要较少的空间。一方面,这涉及在执行移动步骤之前和执行弯曲步骤之前线材所需的空间。在这种情况下,卷绕的线材节省了退卷和牵拉的线材长度所需的相当大的一部分空间。此外,与退卷的第二线材部段相比,卷绕的第二线材部段在弯曲步骤中更容易处理。这同样适用于在弯曲步骤执行期间的处理和空间要求。方法步骤的顺序不由上面再现的顺序决定。例如,还可以设想在弯曲步骤之后执行移动步骤以生产弯曲成支架形状的线材坯件。
根据该方法的另一实施方式,提供了将包括第一线材部段的线材从线材供应器沿拉出方向牵拉。当第一线材部段从线材供应器沿拉出方向被牵拉时,则第一线材部段可以在牵拉过程期间被拉直。在拉出方向上,第一线材部段然后在线材储存器与过渡部段之间被拉直。为了根据该方法生产弯曲成支架形状的线材坯件,这样提供的第一线材部段需要弯曲成支架形状的线材坯件的长度的大约一半,其中,过渡部段所需的长度仍然必须考虑在内。这也有利地有助于实现该目的,因为该方法所需的空间由第一线材部段的长度、过渡部段和卷起的第二线材部段的空间范围产生。
根据该方法的进一步改进,在牵拉用于线材坯件所需的线材的长度之后提供线材的切割。为此,可以在线材供应器与第一线材部段之间设置切割装置。以此方式,线材供应器可以保持用于随后的移动和弯曲操作以用于生产弯曲的线材坯件的线材。还可以设想,在移动步骤和弯曲步骤发生的过渡时期,用于至少一个另外的线材的线材部段(多个线材部段)从线材供应器中牵拉。
该方法可以进一步改进为在移动步骤和弯曲步骤之后,第二线材部段的线材退卷并被拉直,使得第二线材部段在其长度上平行于第一线材部段延伸。这有利地有助于生产弯曲成支架形状的拉直的线材坯件,其在储存和进一步处理——例如生产线圈绕组——期间的空间需求不超过其生产期间的空间需求。此外,存在另一优点在于,具有在其长度上平行于第一线材部段延伸的第二线材部段的弯曲成支架形状的线材部段作为直长材料相对容易处理和储存。根据另一实施方式,在退卷之后,第二线材部段可以垂直于第二线材部段被卷起的轴线被重新拉直。这促进了退卷之后可能存在的线材中的任何应力的释放。
为了提高该方法的效率,该方法可以针对彼此平行导引的两个或更多个线材来执行。特别地,该方法可以针对六个平行线材或多个三个平行线材执行。
根据本发明的另一方面,提供了一种用于生产弯曲成支架形状的至少一个线材坯件的装置,该装置包括:
-线材供应器,该线材供应器用于在拉出方向上供应至少一个线材,
-第一拉直装置,该第一拉直装置沿拉出方向布置在线材供应器的下游,用于拉直供应的线材,
-第一线材储存器,该第一线材储存器中接纳有第一线材部段,
-移动和弯曲装置,线材的过渡部段位于该移动和弯曲装置中,
-第二线材储存器,该第二线材储存器中接纳有第二线材部段,其中,
第二线材储存器为环形储存器,第二线材部段可以在该环形储存器中卷绕。
提供环形储存器导致减少在移动和弯曲装置之后所需的空间。第二线材储存器卷绕在环形储存器中。环形储存器可以设计成使得第二线材部段以一个绕组层插入环形储存器中,或者以螺旋形状以若干层插入环形储存器中。还可以设想,第二线材部段螺旋地插入环形储存器中并且因此在环形储存器中具有垂直于线材的拉出方向的延伸部。在本发明的另一结构上有利的实施方式中,线材可以从构成线材给送器的卷轴供应。
根据该装置的另一实施方式,设置的是,移动和弯曲装置具有用于固定第一线材部段的第一夹持件和用于固定第二线材部段的第二夹持件,该第二夹持件布置在支腿上,其中,支腿能够绕垂直于拉出方向并且位于夹持件之间的枢转轴线枢转,并且支腿能够平行于枢转轴线移动,并且其中,第二线储存器能够与支腿一起绕枢转轴线枢转。以此方式,有利地实现了在过渡部分中产生线材的弯曲而无需再次或在另一点处固定线材。支腿与移动和弯曲装置可以一起枢转的情况也减少了装置所需的安装空间。此外,第一支腿在移动步骤期间可以是可移动的或沿第二支腿的方向移动以避免线材在过渡部段中伸长。
根据该装置的进一步改进,设置的是,移动和弯曲装置具有弯曲叶片,该弯曲叶片可以垂直于拉出方向移动并且移动和弯曲装置的支腿可以绕该弯曲叶片枢转。弯曲叶片有利地使线材在弯曲边缘处弯曲,因此产生限定的弯曲并且保持弯曲的线材坯件的相应支腿的限定长度。以此方式,可以确保以精确可重复的方式并且在相对于线材的长度的正确点处执行弯曲。此外,可以确保弯曲的线材坯件的支腿具有相同长度,因此避免了线材的浪费。
根据该装置的另一实施方式,导致第二线材储存器能够逆着拉出方向线性移动,以用于移除储存在第二线材储存器中的第二线材部段,其中,提供了用于第二线材储存器的第二拉直装置,以用于拉直从第二线材储存器移除的第二线材部段。以此方式,第二线材部段可以从其中储存有第二线材部段的第二线材储存器中移除,并同时被弯曲和被拉直,使得弯曲成支架的线材坯件的线材的第二线材部段平行于弯曲成支架的线材坯件的线材的第一线材部段。第二线材储存器的牵拉或线性运动基本上在第一线材部段的长度上进行,使得相对于装置的长度不需要额外的空间。因此,从本发明的进一步改进得出,第二线材储存器能够转移至能够平行于拉出方向线性移动的滑动件,并且第二拉直装置布置在能够线性移动的滑动件上。
附图说明
本发明的其他特征、细节和优点从权利要求的措辞以及基于附图对示例性实施方式的以下描述得出。
在附图中:
图1A、图1B:以侧视图和平面图示出了在从线材供应器牵拉之后在装置中彼此平行延伸的多个线材的构型的示意图;
图2:以平面图示出了在移动步骤之后的移动和弯曲装置的示意图;
图3A、图3B:以侧视图和平面图示出了弯曲步骤之后的移动和弯曲装置的示意图;以及
图4A、图4B:以侧视图和平面图示出了在生产彼此平行延伸的多个支架形状的线材坯件之后的装置的示意图。
具体实施方式
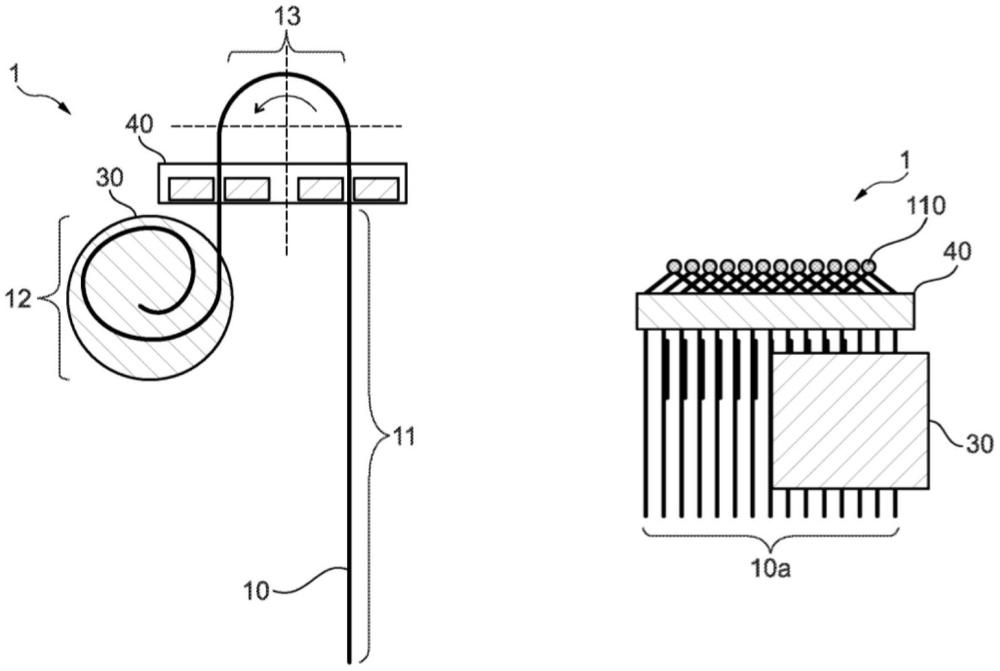
图1A以侧视图示出了在从线材供应器2牵拉之后在装置1中彼此平行延伸的多个线材10a的构型的示意图。可以看出,线材10从线材供应器2牵拉并且由第一拉直装置3拉直。例如,线材供应器2可以由卷轴表示。第一拉直装置3使线材10拉直,使得线材沿拉出方向A以直线延伸。线材10可以借助于给送单元70牵拉,给送单元可以沿拉出方向A布置在第一拉直装置3的下游。经拉直的线材10由给送单元70通过第一线材储存器20和移动和弯曲装置40输送至第二线材储存器30,在第二线材储存器中,第二线材部段12以卷绕状态存在。当第二线材储存器30装满时,然后线材给送或从线材供应器2牵拉线材10被中断。过渡部段13则位于移动和弯曲装置40中,并且在线材供应器2与移动和弯曲装置40之间,第一线材部段11位于第一线材储存器20中,在该实施方式中第一线材储存器设置为线性储存器。
图1B以平面图示出了在从线材供应器2牵拉之后在装置1中彼此平行延伸的多个线材10a的构型的示意图。多个平行线材10a依次输送至第一线材储存器20、移动和弯曲装置40以及第二线材储存器30。在以线材坯件100所需的线材长度牵拉相应线材10之后,相应线材10在线材供应器2与第一线材储存器20之间借助于剪刀60被剪断,并且另一线材10被牵拉到装置1中直到许多平行线材10a、在该实施方式中为4x3线材位于装置1中为止。
具有相应线材部段11、12的线材10以大致相同的长度插入第一线材储存器20和第二线材储存器30中。
图2以平面图示出了在移动步骤之后的移动和弯曲装置40的示意图。可以看出,移动和弯曲装置40具有用于夹持第一线材部段11的第一夹持件41和用于夹持第二线材部段12的第二夹持件42。第一线材部段11和第二线材部段12在相对于拉出方向A垂直的方向上彼此偏移移动。在这点上,第二线材部段12以卷绕状态存在于第二线材储存器30中,第二线材储存器与移动和弯曲装置40的夹持件41一起垂直于拉出方向A移动。以这种方式,在夹持件41、42之前或之后在过渡部段13中形成弯曲点14。通过移动步骤在相应线材10a中形成倾斜偏移。在该实施方式中,垂直于拉出方向A以等于平行牵拉的线材之间的距离的1.5倍的偏移量进行运动。移动和弯曲装置40的垂直于拉出方向A移动的夹持件41也可以同时逆着拉出方向A移动以避免线材10a因移动步骤而伸长。
图3A以侧视图示出了在弯曲步骤之后的移动和弯曲装置40的示意图。可以看出,移动和弯曲装置40的一个支腿43已经逆着拉出方向A折叠180°,而夹持件41、42分别固定第一线材部段11和第二线材部段12。在这点上,第二线材储存器30与移动和弯曲装置40的支腿43同时枢转。移动和弯曲装置40的支腿43的折叠或第二线材储存器30的枢转绕枢转轴线44进行。
图3B以平面图示出了在弯曲步骤之后的移动和弯曲装置40的示意图,其中夹持件41、42定位成一个在另一个的顶部上。可以看出,弯曲成支架形状的线材坯件100形成屋顶形状的绕组头部110。
图4A以侧视图示出了在生产彼此平行延伸的多个支架形状的线材坯件100之后的装置1的示意图。第二线材储存器30转移至可线性移动的滑动件50,在该可线性移动的滑动件上还布置有第二拉直装置51。通过第二线材储存器30借助于可线性移动的滑动件50逆着拉出方向的运动,卷绕在第二线材储存器30中的第二线材部段12被牵拉出第二线材储存器30并且由第二拉直装置51拉直。第一线材部段11和第二线材部段12因此彼此平行。在另一方法步骤中,移动和弯曲装置40的夹持件41、42被释放,使得弯曲成支架形状的线材坯件(多个线材坯件)100可以从装置1中移除。图4B以平面图示出了在生产彼此平行延伸的支架形状的多个线材坯件100之后在释放夹持件41、42之前的装置1的示意图。
由权利要求、说明书和附图产生的所有特征和优点,包括构造细节、空间布置和方法步骤,无论是单独还是以各种组合的形式,对于本发明而言可能是必要的。因此,可以在移动步骤之前执行弯曲步骤。此外,第一线材部段也可以在执行移动步骤和弯曲步骤的同时插入节省空间的环形储存器中,并且可以在移动步骤和弯曲步骤之后类似于第二线材部段从储存器中移除并拉直。
附图标记列表
1 装置
2 线材供应器
3 第一拉直装置
10 线材
10a 平行线材
11 第一线材部段
12 第二线材部段
13 过渡部段
14 弯曲点
20 第一线材储存器
30 第二线材储存器
40 移动和弯曲装置
41 第一夹持件
42 第二夹持件
43 支腿
44 枢转轴线、弯曲轴线
50 滑动件
51 第二拉直装置
60 剪刀
70 给送单元
A 拉出方向
100 线材坯件
110 绕组头部
- 用于使用至少一个波前传感器来测量弯曲波前的方法和装备
- 用于估计牙齿修复体的形状、位置以及取向中的至少一个的方法
- 用于处理以至少一排依次运动的成件货物的方法和设备
- 用于制造包括至少一个注射成型的加热轨道的塑料车辆零件的方法
- 用于将至少一个传感器固定在铁轨上的方法和固定装置
- 用于生产包括至少一个连接元件的压力容器坯件的设备和工艺
- 压力容器以及用于生产包括至少一个连接元件的压力容器坯件的设备和工艺